紫激光CTP的发展和使用特点
2019-07-02张文荣
张文荣
CTP技术是将电子印前处理系统(CEPS)或者彩色桌面系统(DTP)中编辑的数据直接转移到印版的制版技术。
我国CTP技术的应用,早期是银盐、热敏和光敏三大技术同时展开。随着大功率激光器的推出,逐渐形成以830nm红外激光为扫描光源的热敏CTP技术和以405nm紫激光为扫描光源的紫激光CTP技术两大体系。
而在2010年,UV-CTP因为可以使用传统PS版材改进制作工艺、降低版材成本而大受国内黑白书刊市场的青睐,似乎CTP行业又迎来了一匹黑马。据统计,2008年全国UV-CTP版产量仅为100万平方米左右;到了2011年,UV-CTP版产量再次翻番,达到4000万平方米,占当时热敏CTP产量约10%。因为UV-CTP制版机比普通CTP制版机价钱要高,但是国内企业为了推广UV-CTP,纷纷采用零元购机、分期付款等宽松的销售策略。这让一直追求成本,却在印刷质量方面并没有更高要求的从事包装及黑白书刊等活件的印刷企业,因为不断下降的工价而找到了救命稻草。但是因为不断萎缩的纸媒市场,在印刷企业的重价不重质的传统趋势下,也是无奈的选择。
而随着国外环保政策的要求,银盐版材的产量限制,银盐版材在国内也开始销声匿迹。这时候似乎国内又开始出现有热敏、光敏和UV-CTP的三驾马车并驾齐驱的场面。但是自2012年以来国内热敏版材价格“腰斩”,UV-CTP的使用因为无成本优势也逐渐退却。另一方面以喷墨CTP、热烧蚀CTP为代表的新型CTP也来分食低端出版市场。
现如今国家环保势在必行,印刷厂的污染屡见报端,数码印刷呼之欲出。但是对于一个传统印刷包装行业来说,转型之路何其漫长。但是相当长的一段时期,热敏和光敏CTP还将是传统印厂的主要出版方式。热敏版材因为成像质量稳定、产量高、价格亲民,一直占据商业印刷主导市场。但是光敏CTP在出版速度快和耐印力高等方面的优势也让它在报业和书刊市场占据一席之地。而且紫激光版材也出现了免化学处理的显影方式,进一步解决了环保方面的问题。
现笔者就自己在紫激光CTP使用方面的使用心得进行解析:
紫激光CTP版材由水溶性的树脂层(OC层)、感光高分子层、氧化铝层以及经过电化学粗化和阳极氧化处理的铝基底层组成,如图1所示。其中OC层可起到保护版面、稳定感光高分子层的作用,同时还具有减少空气中的氧气与感光高分子层直接接触从而使聚合过程顺利进行的作用。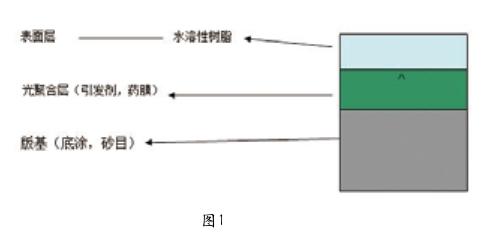

紫激光CTP的成像特点:
紫激光CTP版材属于光聚合版,经405nm波长紫激光聚合后,曝光区域的感光材料层发生聚合反应而凝固,成为图文;未曝光区域经显影毛刷作用后被除去,形成印版空白部分(版基),由于光聚合层存在一定的厚度,紫激光CTP的光在进入药膜层曝光时会发生散射现象。因为版材的感光高分子层为感光聚合型,散射形成的扩散光晕会影响网点的边缘轮廓,导致印版上网点形状产生一定程度的扩大,但因为图文网点边缘增大部分,基本属于散射的激光形成的聚合作用,从而接受的聚合光量不一定会达到120μj,所以没有足够的曝光而固化不实,如果版材这一部分在印刷机的摩擦下易产生开机磨损掉网。因为这点磨损对于暗调可能没有影响,但是在高光部分会产生网点差异,从而偏色甚至产生掉网。如果这一过程对比热敏CTP版材,那结果会是怎么样呢?我们来看,热敏版材属于光分解型,即热敏版材的药膜会在830nm波长的激光热量下发生被烧蚀现象,药膜材料的变化是有一个临界“阀值”,当药膜温度到达“阀值”了,就发生“被烧蚀”,如果没有到达就无变化,所谓的光源散射不会对印版有任何影响,这种特性使热敏CTP印版的网点增大较小,网点更加清晰和锐利。
所以在成像的原理上两者是有区别的,也正是这样的差异我们在使用紫激光的时候才需要注意方法和要求。
经过对紫激光、热敏CTP版材的对比可以看出,紫激光CTP版材显影后的网点增大较多,且增大部分固化不牢,如果用此时的出版效果上机印刷必然会生一些问题。
在实际生产中,必须规范使用CTP技术,除了制版的环境温湿度的要求,制版机的激光量,显影机毛刷压力,显影时间等都与出版质量息息相关,每一过程都需要按照要求来做。
实际案例:
曾经就有一家印厂,使用紫激光设备的安全灯时没有按厂家要求的黄光灯,而发生问题。问题是一家新安装紫激光设备的厂家,因为之前客户使用的是银盐光敏版材,操作人员的使用经验算是比较丰富了。但是开始用紫激光版材的時候总是无法通过网点的测试,因为技术部来测量版面网点的时候发现上午量好的网点,晚上出版的话总是会低2%~3%(50%处)。因为检查本身版材、设备和药水及其环境的温湿度,都是比较规范的。因为生产是在晚上,且没有发现批量性的问题,生产暂时没有强烈的反馈。而就在一个月后,设备厂家来验收设备的时候,技术部给出的结果是不予通过验收,因为技术部测量版面网点总是和实际生产的有所差异。为了找出问题所在,验收部门联系了厂家工程师和技术部,生产部门三方一起来晚上测试出版,结果和生产的网点是一致的,并无太大变化。那么为什么白天技术部门自己测试的时候总是出现差异呢?是不同人员的操作问题吗?似乎网点差异没有什么规律,不局限于某一个批次的版材或者是人员。
答案揭晓:最后经过厂家技术人员跟单,发现白天技术部门测试的方式和晚上是一样的。因为紫激光的版材要求的标准的黄光灯工厂不达标,晚上的时候生产是没有问题,但是白天技术部在测量的时候因为受室外强光和不规范的黄灯的双重作用下就影响到了版面感光,进而影响到测量的网点。接下来就是重新规范车间的遮光窗帘和规范的黄灯,问题没有再发生。
而今天我们来看一下在CTP设备和外部环境都处于良好状态的情况。
制版过程的质量控制技巧
1.CTP和冲版参数的确定
CTP机的曝光参数既能量大小关系光敏药膜的聚合程度,所以需要调节合适,能量小了聚合不够,容易产生网点不足和耐印力下降问题,能量大了会造成药膜交联过度而产生糊版问题。而冲版机的预热高低也和药膜固化有关。因此,如何确定曝光、显影参数至关重要。一般来说,版材供应商都会提供自己的产品使用说明,提供其版材的感光性能、显影条件等信息。还会由专门的技术服务人员来帮助调节。但在实际使用中,还要厂家根据各自制版机和冲版机的实际情况来确定曝光、预加热和显影参数。
CTP机的使用条件也较为严格,因为紫激光的激光器和热敏激光器的能量完全不在一个等级上,所以它会受温湿度的影响,而规范的目的是保证激光器的稳定性。因为车间温度偏高版材的感度会升高;温度太低,感度会有所降低。所以,标准温度应控制在25℃±2℃,相对湿度小于60%,如果相对湿度超过70%,容易在版面形成“水雾“,也会对版材的感度有影响,如果湿度太大也会破坏版面表层的水溶性树脂层,减少了对版面感光药膜的保护。
2.富士灰梯尺的使用
使用富士公司Fuji15级灰梯尺,用透明胶带紧密地贴在测试版上,选定一个曝光值进行曝光,然后在安全黄光下取出灰梯尺,将测试版放入冲版机进行正常的显影冲洗,出来后,观察版面3级实地,则说明曝光参数基本正常,曝光的能量是达到版材聚合要求的,如果4级以上是实地,则说明曝光过度,需要减少曝光量;如果3、4级开始泛白,说明曝光不足,需要增加曝光量。在这个过程中需要注意的是,显影出来的测试版材最好再用棉布浸泡一些显影液对实地部分进行反复擦拭,要保证所选定的实地是擦不掉的,不过据工程师建议,本身版材的聚合也是有一个宽容度的,不会严格按照梯级的实地来判断,还要对比显影的状态,包括药水的浓度(pH值)、温度,而对于不同供应商版材的测试版,实地的级数会有所差异,需要由版材生产厂家给出建议,不能一概而论。
3.预热温度的控制
预热温度的过程是让曝完光的图文部分固化下来,让其更加耐印,因为其直接关系到印版的耐印力,所以对于报社印刷来说尤其关键,报社一般都是要求出版的速度要快,严格控制停机次数,如果因为耐印力不足需要更换版材,那么对时效性来说就没有了优势,预热温度通常由供应商提供。要注意的是厂家给出的是在它们的铝基上达到的预热温度是多少,一般为100℃左右。而生产设备上的只是一个设定温度,因为根据不同铝基,不同的走版速度,到达版面温度是会有差异的,最标准的就是在版材的背面贴上测温条,印版冲洗后观察测温条上显示的实际到版温度,以此为基础调节冲版机的预热温度或者是冲版速度。但是因为受不同品牌沖版机的影响,预热部分的温度不是固定不变的。刚开始,第一张版的到版温度是最高的,随着制版的连续进行,后面的到版温度开始降低逐渐至平稳。所以要考虑生产出版的连续性,而冲版机的进版方向的版头和版尾通常情况下会有10℃~15℃的温度波动。当然,到达版面温度过高,印版容易产生底灰或糊版;到达版温度过低,感光层的树脂交联不够,印刷时也容易磨版。
4.印刷色靶
这一点是和热敏CTP版材一样的,在曝光和显影条件确定后,在每天制版前输出带有测控条的测试版来控制印版的质量,也可以把测控条放在每张版的非印刷区域,通过IC-Plate来测试网点和一些监控测试图来观察药水浓度变化和查看是否有糊版现象。
5.显影中各参数的设定和监测
紫激光CTP版显影工艺为:紫激光CTP版→预热(100℃±6℃→前水洗→显影→水洗→擦保护胶→干燥。其中,各环节都需要正确设定相关参数。
注意检查预水洗是否干净,否则版材最外面OC层可能会去除不干净,预水洗后的胶辊会发粘,水溶性树脂会带到版面上;药水温度应为28℃±2℃,pH值为12±0.25。
在显影过程中还需要注意:①随着处理版材数量的增加和与空气中二氧化碳接触时间的延长,显影液的处理能力会逐渐疲劳,所以在冲版过程中会有补充量的设定;应该是根据实际的机型大小和处理版材的量来设定,控制目标的pH值为12±0.25。
6.印版曲线的测量
根据我们上面的介绍,光聚合版材出版后不可避免地会产生网点增大的问题。不同的版材,网点扩大率是不同的,因此必须对网点做线性化校准。因为和热敏的成像网点和曲线差异较大,所以下面再介绍一下光敏版材的线性制作。
而制作紫激光CTP印版网点补偿曲线时,因为直接显影出来的版材的网点会存在虚边问题,所以直接出版后的网点可能会与实际的网点存在差异,所以我们应该去除显影后网点的“虚假”边缘后再测量,这样才能得到真实的网点校正曲线。
验证方法:去除网点的“虚边”现象
为了验证是否版材存在“虚边”现象,我们分别出两张相同的版材,版面有1%~100%的网点的测试色块.一张版材直接测量网点作线性,另一张版材用清水擦拭后测量网点后,再作线性。
通过以上两组数据来看,第一组属于出版后直接测量版面网点,而第二组是出版后用水直接擦拭版材表面,两组数据分别作一条曲线,很明显两组数据做出的曲线更接近厂家工程师给出的版材工厂的45度角的曲线。
通过对比数据,我们发现用第二组数据明显更接近于版材本身的线性,所以印版曲线制作完成那就可以获得可靠的网点数据来印刷了。
而实际应用过程中,要想保证网点补偿曲线的准确性,除了正确地测量方法和技巧,还要关注设备的维护,激光能量校正、显影药水进行及时监测;当使用不同批次版材的时候进行一次线性化的验证。
总结
纵观紫激光的发展,405nm的紫激光波长短,属于冷光源,光源的稳定性更好,适用于光聚合紫激光版材曝光成像的激光器功率只有30~60mW,仅为热敏CTP激光器功率的千分之一.也是这些先天优势让它一直在报业生产中有不可替代的作用.但电子媒体的发展和环保数码刷的大趋势下.热敏版材已经开始转向完全免处理版材,紫激光也出现了免化学药品处理版材,但就目前报业系统的模式来说,紫激光应该还是较为理想的选择。
作者单位:富士胶片(中国)投资有限公司深圳分公司
