用陶瓷cBN砂轮磨削LED基板
2019-07-02吕升东刘宏伟郑师光郑勇阁
吕升东, 刘宏伟, 姜 滨, 李 涛, 郑师光, 郑勇阁
(沈阳中科超硬磨具磨削研究所, 沈阳 110179)
现今的cBN砂轮已在轴承、汽车等黑色金属材料领域及难磨金属材料等领域获得广泛应用[1]。而随着半导体、光电技术的飞速发展,芯片尺寸越来越小,对芯片分离技术的要求也越来越高,窄切缝、小崩边、裂纹少、无分层等现象[2]已是不可抵御的趋势。硅片广泛用于集成电路(IC)基板、半导体封装衬底材料。铜作为新的互连材料被引入集成电路的制造之后,以及大马士革工艺的采用,都带来了新的工艺挑战[4]。陈宏良采用表面机械研磨处理方式在不同层错能的铜锗合金中制备具有梯度结构层的试样。经实验分析表明,梯度结构的存在极大地提高了材料的强度,并在相当程度上保存了塑性[3]。彭名君研究了铜在化学机械研磨面临的铜腐蚀问题,通过实验得到了局部的腐蚀防止办法,在一定程度上减少了生产时铜腐蚀的发生几率[4]。陈燕进行了铜铝配套端面的精密磨削加工研究,得出了适用的磨削砂轮、磨削参数和磨削刃角度[5]。关佳亮等为了研究铜和铝材料超精密加工的新途径,采用在线电解修整砂轮(ELID)精密磨削技术,对其进行镜面磨削实验,分析加工表面的形成机理及影响因素[6]。陈宏良、彭名君等研究了磨削铜及铜合金等材料的过程中易产生材料氧化、腐蚀易变形等问题。
为实现LED铜复合基板的精密磨削加工,克服铜在磨削过程中氧化、腐蚀、易变形等问题,本研究增大砂轮磨削效率,提高砂轮节拍,避免了磨削加工中切屑堵塞砂轮以及磨削热产生的应力变形现象,并进行了新的试验,且取得了良好的试验效果,可实现批量生产,有较好的市场前景。
1 实验
1.1 主要实验设备及仪器
主要实验设备及仪器见表1。
1.2 实验原料
1.2.1 磨料选择
实验用粒度代号4000#的cBN为主磨料,粒度代号8000#的金刚石磨料为辅助磨料。
1.2.2 结合剂的选择及制备
cBN用陶瓷结合剂一般要求具备以下特点:(1)结合剂耐火度较低;(2)结合剂强度较高;(3)结合剂的热膨胀系数应与磨料相匹配。结合剂如果与磨料的热膨胀系数差距过大,烧结后会使结合剂对磨料的把持性降低,还可能使砂轮产生裂纹而降低砂轮强度;(4)结合剂的高温润湿性较好;(5)结合剂与磨料之间应无明显的化学反应。倘若结合剂与磨料发生化学反应,导致磨料结构遭到破坏,使参与磨削的有效磨料数减少,会降低砂轮的磨削效率;(6)结合剂要具有良好的工艺性能。此外,结合剂的高温流动性应不能过大,以免堵塞砂轮气孔,影响砂轮的散热与容屑功能等。
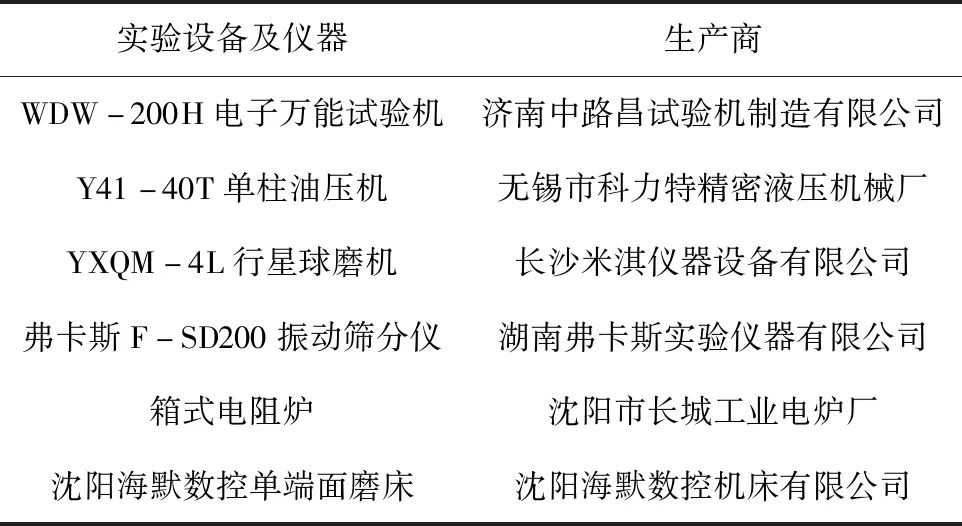
表1 主要实验设备及仪器
结合剂按照表2中陶瓷结合剂成分的摩尔比,转化为等同摩尔比的实验原材料(SiO2/Al2O3/H3BO3/CaCO3/Li2CO3/Na2CO3/K2CO3均为试验用分析纯),准确称量后,球磨0.5 h、过200目筛后,倒入坩埚中在1320 ℃坩埚炉内进行玻化,待结合剂玻化均匀后,倒入已经备好的冷水中急速冷却,然后将所得的玻璃料干燥破碎球磨后过300目筛得到所需的结合剂。通过改变结合剂中不同的比例成分,研究其对砂轮性能的影响。
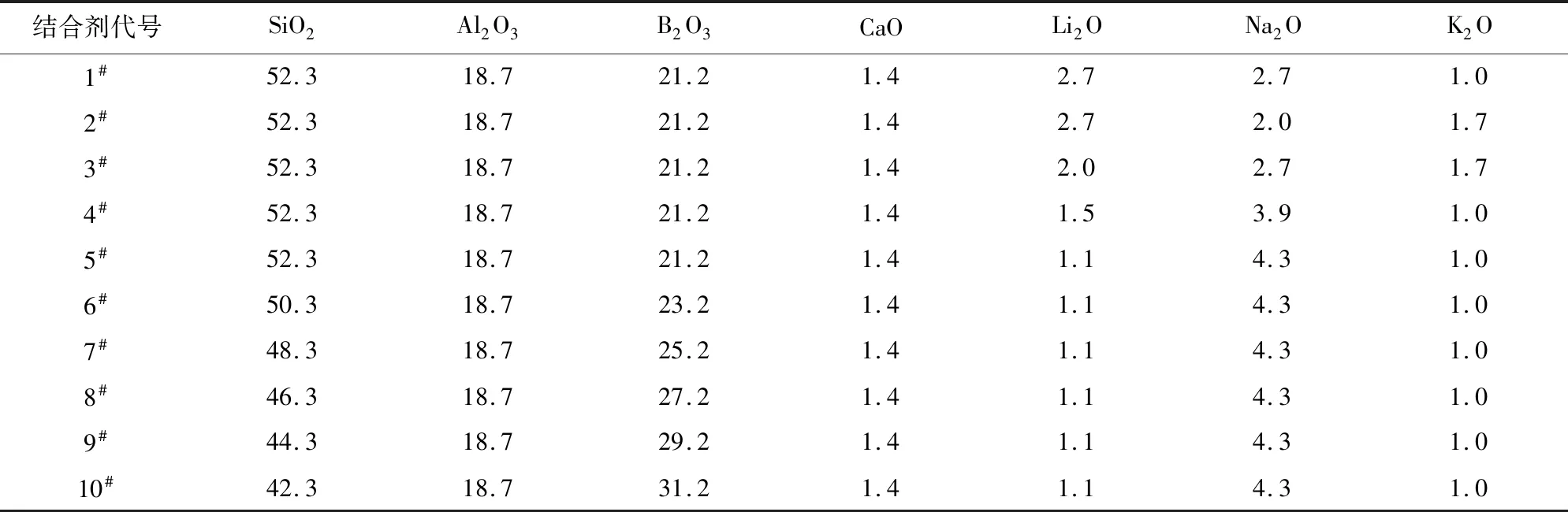
表2 陶瓷结合剂的组成(质量分数 ω)
如表2所示:1#~5#结合剂中SiO2、Al2O3、B2O3、CaO不变,只改变了R2O氧化物的不同比例;6#~10#结合剂是以5#结合剂为基础,固定Al2O3、CaO、R2O氧化物不变,只改变了SiO2/B2O3的比例。
1.2.3 结合剂的性能
结合剂的性能包括结合剂的耐火度、烧结温度范围和结合剂流动性指标。称取适量的结合剂,加入适量的水混合均匀过100目筛后,筛下料放入尺寸为Φ15 mm×15 mm的模具中压制流动块,然后把流动块放入电阻炉中,在温度为600℃~900℃范围内,以1℃~2℃/min的升温速度进行烧结。烧结过程中,随时观察结合剂的状态变化,并根据结合剂的软化情况得出结合剂的流动性,并确定其烧结温度及烧结温度范围。10种结合剂的耐火度、烧成温度范围及流动性见表3所示。
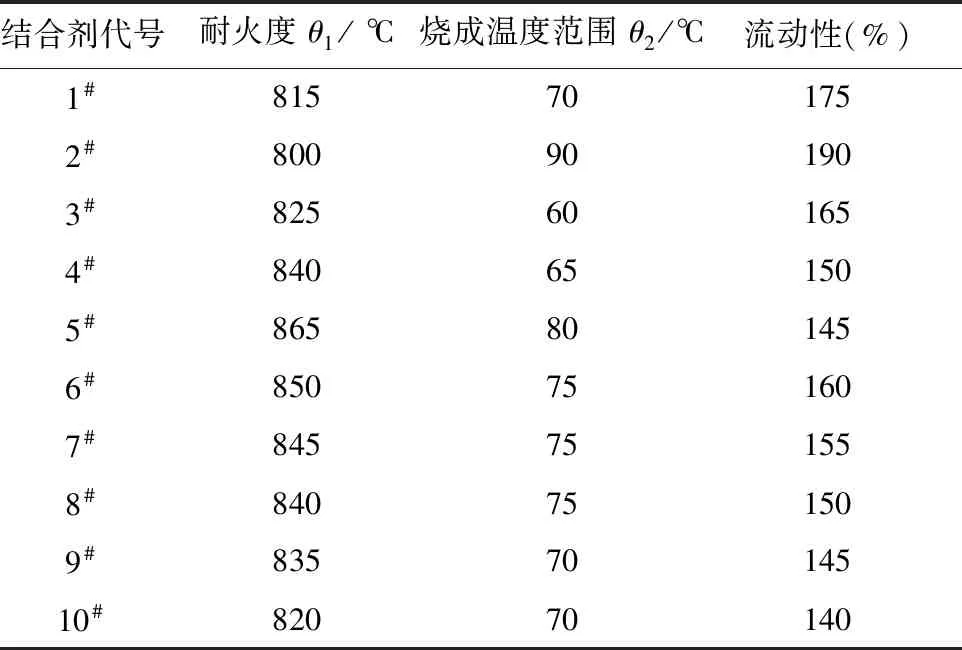
表3 结合剂种类与结合剂的耐火度、烧成温度范围及流动性
由表3可以看出:在一定范围内,结合剂中Li2O所占的比重越大,B2O3越多,SiO2越少,结合剂的耐火度就越低,烧结范围越窄,流动性越大。其原因是:结合剂中Li2O、B2O3有助熔作用,降低了结合剂的耐火度。但结合剂的烧结范围过窄,烧成工艺就不易控制;而且流动性过大,会引起磨料与结合剂反应,导致磨料结构破坏或者导致磨具在烧结过程中发生变形。因此,结合剂耐火度太低不适合做金刚石陶瓷砂轮。
1.2.4 辅助材料
陶瓷结合剂造孔剂为球形PMMA树脂,造孔剂平均粒径分别为15 μm、75 μm、300 μm、500 μm以及700μ m。不同粒径的造孔剂与陶瓷结合剂对应关系如表4所示。

表4 陶瓷结合剂与造孔剂对应关系
1.3 试样制备及测试方法
1.3.1 配混料
表5给出了陶瓷cBN砂轮配方表。按表4的配方,首先将称量好的磨料与糊精液混合均匀,再依次加入结合剂、糊精粉与相应粒度的造孔剂,混合均匀后用40#筛网过筛备用。
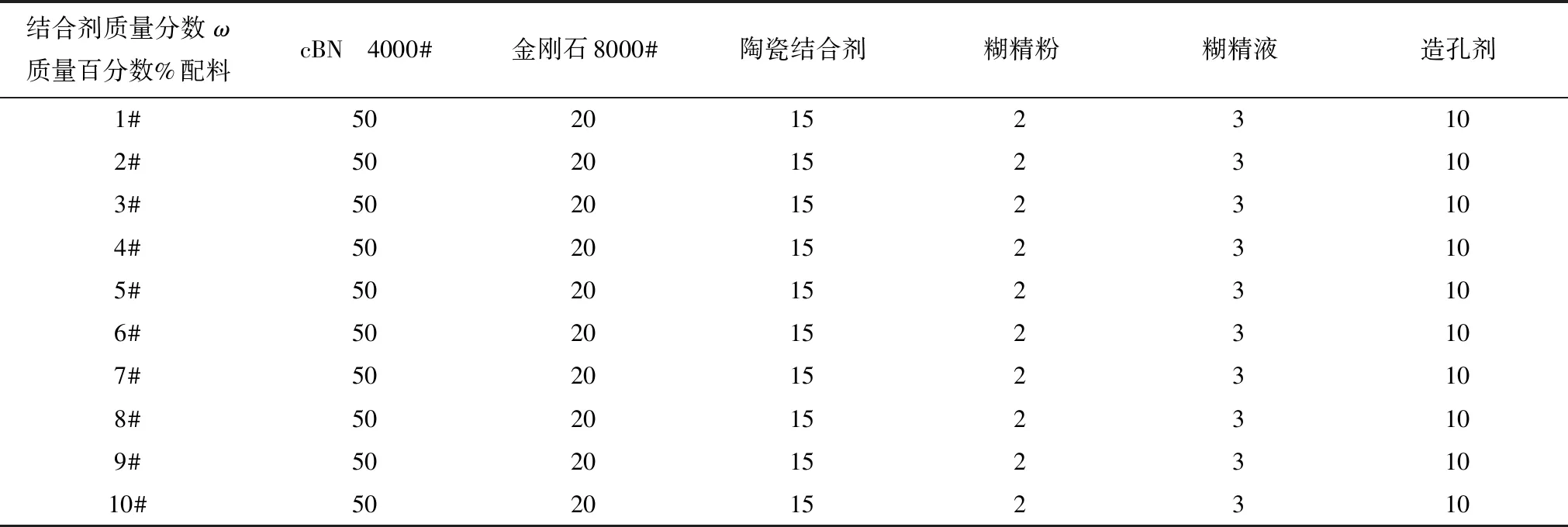
表5 陶瓷cBN砂轮配方表
注:结合剂各个组分均为质量百分含量;糊精粉为含量≥99%过180目筛的改性淀粉;糊精液是由糊精粉与水质量比为1∶10溶解混合而成。
1.3.2 试样压制及烧成
(1)将配混好的成型料在油压机机上压制成规格为6 mm×6 mm×40 mm的试样条,每种结合剂各做5条;
(2)将配混好的料在油压机上用“8”字块模具压制成“8”字形的试块,每种结合剂各做5块“8”字块;
(3)将试样放置在高温电阻炉内,按1℃/min升温速率800℃保温2小时的烧结曲线烧成。
1.3.3 试样检测
将烧制好的试样条和“8”字块分别在在电子万能试验机上测试其抗折强度和抗拉强度。
1.4 陶瓷cBN砂轮制造
将1.3.1中配混好的成型料75g放入直径为300mm环形模具中用1000 kN油压机在15MPa保压2分钟压制成型,并按1.3.2中的烧结曲线烧结,后冷却取出修整,然后用胶粘剂粘结到尺寸300mm的铝合金基体上,整个砂轮放入干燥箱中干燥固化后再进行2次修整,然后装入沈阳海默数控端面磨床中磨削LED基板,其中磨床用水基磨削液,磨削条件及参数见表6所示:
陶瓷cBN砂轮端面磨床磨削LED基板图见图1所示。
测定cBN砂轮的球状气孔径、气孔长宽比及砂轮的耐久性及表面粗糙度。
4.构建社会、司法、学校与家庭四位一体的德育教育,使德育工作由单一化向多元化发展,全社会形成合力,共同对学生进行德育教育。
2 实验结果与分析
2.1 试样结果与分析
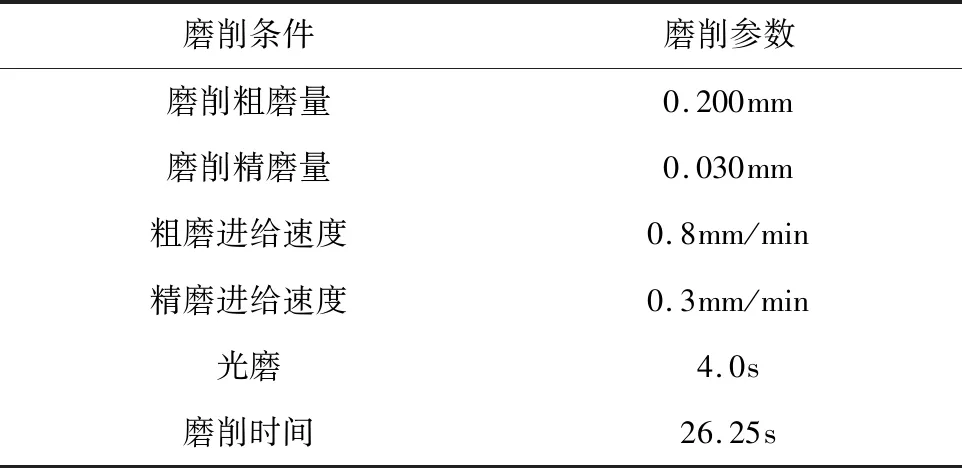
表6 沈阳海默数控端面磨床磨削条件及参数

图1 cBN砂轮加工LED基板Fig.1 cBN grinding wheel processing LED substrate
图1为eBN砂轮加工LED基板,图2为不同结合剂试样的抗折强度(文中所述的抗折强度值均为5次测量后的平均值),图3为不同结合剂的抗拉强度(文中所述的抗拉强度值均为5次测量后的平均值)。

图2 不同结合剂试样的抗折强度Fig.2 Relationship between different binders and specimen flexural strength
由图2可知:不同结合剂试样的抗折强度都较稳定,重复性较好。1#~5#结合剂中添加的造孔剂比例与粒度(表4)相同,但各种氧化物R2O的加入量不同,其助熔效果不一致,进而耐火度也不同(表3)。由图可知结合剂5#的抗折强度92.37 MPa大于1#~4#的抗折强度85.21 MPa。故1#~5#结合剂中5#结合剂性能较优。
以5#结合剂为基础设计的6#~10#结合剂,其他不变,只提高结合剂的B/Si比,添加了同等比例不同粒度的造孔剂(表4)。表4的结果表明:6#结合剂的抗折强度最大,可达102.25 MPa。原因是其添加的造孔剂粒度小,形成的气孔小,结合相对紧密造成的;7#、8#的抗折强度分别为95.53 MPa和92.47MPa,是因为造孔剂粒度适中,气孔相对较大所致;而9#、10#的抗折强度相对较低,分别为83.33 MPa和62.26 MPa,是因为二者的造孔剂粒度大,产生大的气孔率,外力作用易使其断裂,致使其抗折强度偏低,但大的气孔率砂轮易散热,容屑、排屑效率高。所以在砂轮制备中,在粒度适宜的范围内,为了提高砂轮的散热效果,宜选用较大粒度的造孔剂。
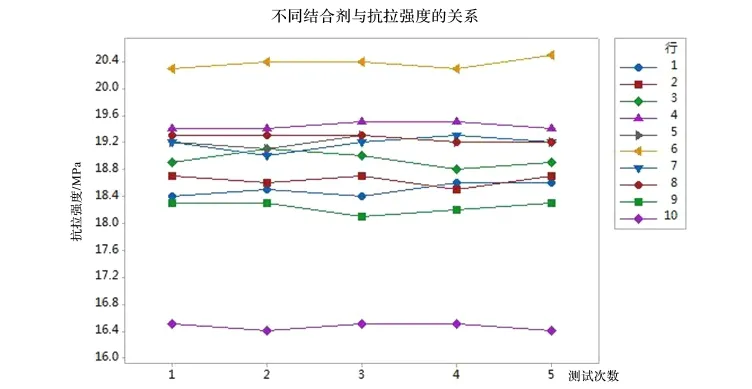
图3 不同结合剂试样的抗拉强度Fig.3 Relationship between different binders and tensile strength.
由图3可知:1#~5#不同的结合剂试样抗拉强度较稳定,重复性较好。且4#与5#结合剂的抗拉强度19.34 MPa,大于1#~3#的抗拉强度18.69 MPa,与对图2的抗折强度结果讨论同理,表明5#结合剂的性能较优。
以5#结合剂为基础设计的6#~10#结合剂的抗拉强度,其砂轮中气孔的分布与图2中的讨论一致,因此6#的抗拉强度最大,达20.38 MPa,7#与8#的抗拉强度次之,均可达19.22 MPa,而9#、10#的抗拉强度最小,分别为18.24 MPa和16.46 MPa。
2.2 陶瓷结合剂cBN砂轮结果与分析
2.2.1 1#~10#结合剂砂轮的显微结构
图4为1#~10#结合剂砂轮的显微结构照片。
由图4可知,在1#~10#结合剂砂轮中加入等体积比不同粒度的造孔剂,小粒径造孔剂的砂轮气孔小而密,大粒径造孔剂的砂轮气孔少而疏。结合图4与表6实验数据可知,在适宜的烧成温度范围内,由于所用砂轮结合剂的不同,致使砂轮中球形气孔及气孔的长宽有所差异,从而导致 cBN 砂轮有不同的耐久性和面粗糙度。
2.2.2 1#~10#结合剂砂轮的性能
陶瓷cBN砂轮的性能指标包括球状气孔直径、气孔长宽比、cBN砂轮的耐久性和砂轮表面粗糙度。球状气孔直径和气孔长宽比的测量是对烧结后的磨具表面进行研磨且对其断面进行观察后测量的。其中,气孔长宽比是在研磨完成后找出暴露在砂轮外表面的完整的最大气孔处,测量其短直径和长直径,用短直径与长直径的比值平均值表示。砂轮的耐久性是工件磨损质量与砂轮磨损质量的比值,由自制的摩擦磨损试验机测量。砂轮的表面粗糙度是在砂轮磨削完工件后,清洗干净砂轮表面,由粗糙度仪测量。陶瓷cBN砂轮的性能指标测试结果如表7所示。
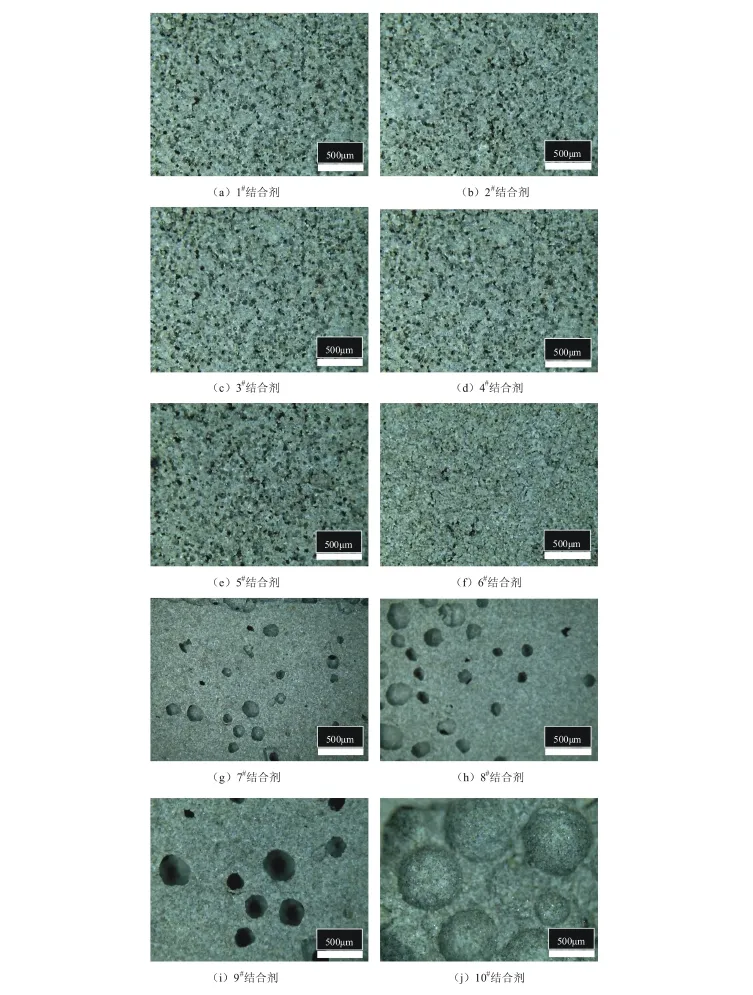
图4 1#~10#结合剂砂轮的显微结构照片Fig.4 Microstructure photos of grinding wheel of ceramic binders 1#~10#
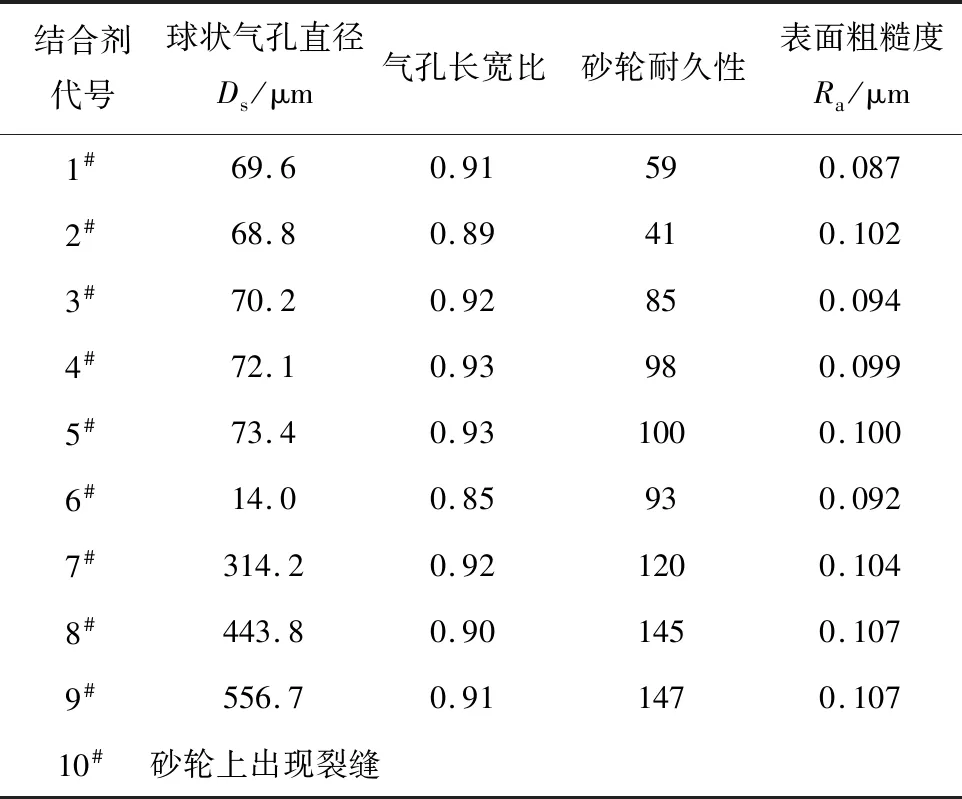
表7 1#~10#结合剂砂轮的性能结果
由表7可知:1#~5#结合剂cBN砂轮中的球状气孔直径及气孔的长宽比有差异,从而导致cBN砂轮有不同的耐久性和表面粗糙度,以5#结合剂砂轮的性能最优。原因是:1#~5#结合剂cBN砂轮使用同比例、同粒度的造孔剂,且结合剂中SiO2、Al2O3、B2O3、CaO的量相同,只改变R2O氧化物的比例,造成结合剂耐火度有差异;耐火度低的结合剂流动性较大,在造孔剂高温挥发产生气孔后,一部分结合剂熔融体倒流入气孔,导致产生的球状气孔较小,长宽比较小,从而导致cBN砂轮耐久性低和表面粗糙度差异。
由表7还可知:7#结合剂制造的cBN砂轮,尽管使用了平均粒径为300μm的造孔剂(表4),但烧成后形成的球状气孔为314.2 μm,可以认为是造孔剂在烧成中的气化时,产生的气体对气孔壁有推动作用,造成气孔直径径变大;在5#、6#、7#结合剂cBN砂轮中,球状气孔直径分别为73.4 μm、14.0 μm、314.2 μm,砂轮耐久性得到提高,尤其是气孔径为314.2μm时,砂轮耐久性提高明显。令人感到吃惊的是,当球形气孔200μm,也就是314.2微米时,砂轮磨具的耐久性得到显著提高,面粗糙度也得到了提高,也就是说这样的砂轮可以提高基板的质量。纵观5#~9#这5种结合剂制备的cBN砂轮的性能,通过降低结合剂中的SiO2/B2O3比,调节了球形气孔直径及气孔长宽比,8#、9#相比于5#制备的砂轮,砂轮的耐久性都提高了45以上,面粗糙度提高了6,大大提高了砂轮的磨削性能,显著提高了产品质量。
2.2.3 磨床测试磨具磨削铜件结果与分析
以砂轮线速度、磨削深度、工件进给速度为重要影响因素,湿磨情况下设计实验方案。为了使砂轮能够保持锋利状态,再做每组实验前需要用油石打磨cBN复合砂轮表面,以便除去磨粒之间的磨屑。测量粗糙度时,以垂直工件进给方向为测针轨迹方向,在工件表面随机选取5个测量位置,去除最大值和最小值,其余取平均值为最终测量结果。同时参考表8轮廓平均算数偏差值Ra、微观不平度十点高度Rz、轮廓最大高度Ry的测试结果。
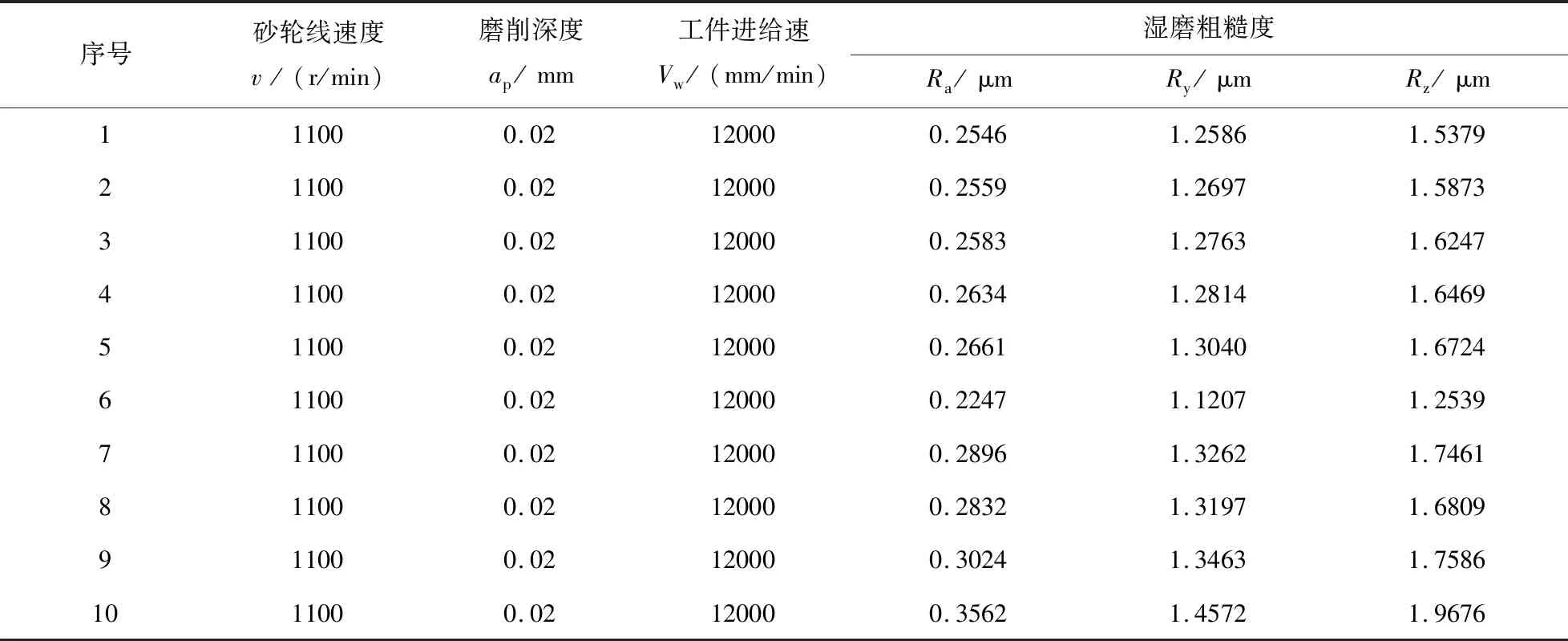
表8 不同cBN砂轮磨削实验结果
由表8可知:在cBN砂轮线速度、磨削深度、工件进给速度均保持不变的情况下,使用cBN砂轮湿磨,轮廓平均算数偏差值Ra、微观不平度十点高度Rz、轮廓最大高度Ry均越大,不仅可以提高磨削效率,而且有助于促进陶瓷结合剂的脆塑性转变,从而获得较好的磨削质量。磨削质量也与磨削接触区的温度有关,cBN砂轮气孔率越大,越有利于散热且也能够很好的容屑排屑,塑性去除率比较大,提高了磨削质量,稳定性好。
3 结论
在上述陶瓷cBN砂轮磨削LED铜基板的研究过程中,实验结果表明:(1)同粒度同比例造孔剂不同结合剂,耐火度范围为800℃~865℃,流动性为140%~190%,抗折强度由85.21MPa提高到92.37MPa,抗拉强度由18.69MPa提高到19.34MPa;(2)不同粒度同比例造孔剂不同结合剂,耐火度范围为820℃~865℃,流动性为140%~160%,抗折强度62.26MPa提高到102.25MPa,抗拉强度由16.46MPa提高到20.38MPa。因为造孔剂粒度小,形成的气孔小,结合相对比较紧密造成的;因为造孔剂粒度大,大的气孔率砂轮连接尺寸较大,外力作用易发生断裂,致使抗折强度偏低,但大的气孔率砂轮易散热,容屑排屑效率高,所以在砂轮制备中,在粒度适宜的范围内,宜选强度高的结合剂。
