TO产品封焊过程质量问题分析处理及预控措施
2019-07-01庄园
庄 园
(中国电子科技集团公司第二研究所,山西 太原 030024)
1 封帽机整体介绍
封帽机是利用瞬间放电产生大电流完成碰焊封帽的设备。其过程是:上电极趋近下电极→接触,形成接触力即焊接力→瞬间放电产生大电流→上电极压紧下电极,加压形成锻压力→完成封帽→卸料[1]。
封帽机整体采用立式布局,并应用气动、电控、真空、机械综合技术。设备的关键技术是电极加压系统、放电系统和产品定位系统。电极加压系统的作用是预压被焊件,产生焊接力、锻压力,结合放电系统完成封帽过程。放电系统的作用是产生稳定的焊接能量。产品定位系统是保证稳定同心度的核心部件。设备的另一核心技术是产品的全自动搬运技术。随之自动化水平提升,全自动上下料已成为设备的主流技术。
封帽机应用气动系统驱使上下电极接触,提供放电所需压力。焊接电源正负极分别连接上下电极,通过气缸驱动形成焊接回路。管座、管帽和成品搬运应用电动系统实现高效供料。设备通过触摸屏与PLC实现整机动作与焊接参数调整。设备整体流程图如图1。
2 焊机封焊产品
封帽机目前广泛应用于光通讯行业光电器件的TO封装,封装主要由管座和管帽组成。封焊产品如图2。

图1 封帽机流程图

图2 封焊产品图
TO管座,作为安装半导体、激光二极管或简单电路等电子和光学元件提供了机械基础,同时通过引线为封装元件提供电信号。探测器和激光器等光学元件特别容易受到环境的破坏。尤其是湿度,可使半导体元件迅速腐蚀,导致整个器件出现故障。因此这些元件需要提供可靠持久的保护。最常见的管座为LDTO座和PDTO座,即常称为TO56和TO46管座。
在光电子领域中,TO管帽实现了两大基本功能。首先,它们对传输和接收应用领域中的光学元件提供了持久可靠的保护。其次,作为光学接口,他们还确保了光学信号的顺利传输。因此安装在管帽中的窗口或透镜的光学性质必须达到相当高的要求。最常用的有普通球帽、2.0大球帽和非球帽三种。透镜材料为BK7、SF6、SF8等,帽桶材料为KOVER和SF20F。
3 底座和管帽产品封焊焊接条件
产品封焊过程是对管座、管帽进行通电加压,利用发热焊接的工艺,进行熔融焊接与扩散结合。封焊过程示意图如图3。影响焊接质量的诸因子称为焊接条件。焊接条件有焊接电流、通电时间、电极加压力和加压波形、电流方向、电极的形状和材质、工作的材质和表面状态等有关。其中焊接电流、通电时间、电极加压力是最重要的。
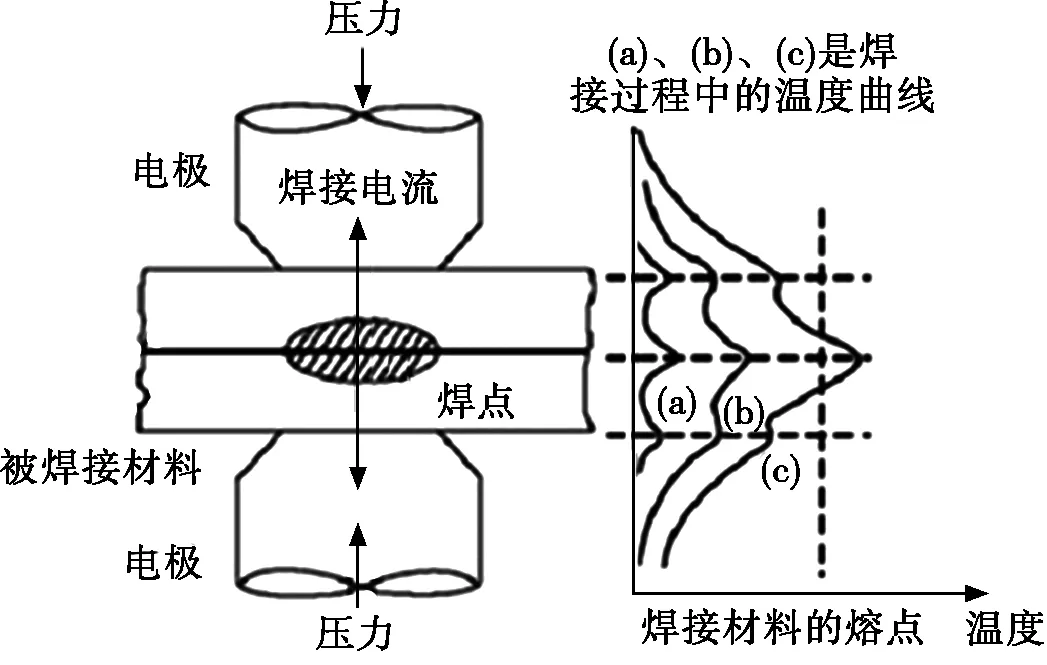
图3 产品封焊示意图
3.1 焊接电源
焊接电源提供焊接过程输出稳定的能量保证产品焊接质量可靠,在TO产品焊接过程中一般使用三种类型电源。分别为电容储能电源、逆变电源和晶体管电源。
逆变和晶体管电源输出为电流,焊接过程可以检测到焊接电流的“下限值”、“上限值”和“无通电检测”。上下限设置是反馈焊接电流输出是否稳定。无通电检测是,在焊接电流连续并没有设定值以上的情况下,发出错误警报。
1) 电容储能:充多少电放多少,可控性较差,通常有调节充电电压和电容量两种方式,使用时间长以后,电容充放电不完全时需要更换电容,以防止能量不稳定。整体生产速度较慢。
一般只能恒压控制,不能选择恒流控制模式。只能调节电压,不能调节加热电流。
2) 逆变电源:输出能量控制精度高,稳定一致,可以设置电流的缓升缓降,使电流柔顺变化。缓升可以防止开始过快加热带来的飞溅,缓保压可以减少冷却速度,确保熔化金属在压力下结晶冷却,防止焊核疏松和其它缺陷。可以实现多段电流焊接,焊接时间可精密可调。
3) 晶体管电源:不需要变压器,大多使用220 V电,现场的电气施工相对简单。晶体管相对于闭环储能焊接,他将能量储存后用MOS管高频开关将能量倾斜出来,放电时间短最大10 ms。
3.2 焊接压力
在产品封焊过程中,首先保证管帽和管座充分结合,行业称为放电压力。在放电完成后为了焊缝可靠融合应加一大压力使产品更好融合,常称为段压力。现有封帽行业有气缸和伺服压力两种方式提供压力。气缸经济实惠控制简单,应用普通产品对压力精度要求不高的成品。随着行业不断发展在高端产品封焊过程中要求压力精度高,应选择伺服压机提供压力。
3.3 焊接参数选择
要得到好的焊接质量,焊接电流、通电时间和加压力是重要焊接条件。加压力大时电阻变小,焊接强度不够,但是焊接电流和焊接时间过长就产生过量的发热容易引起飞溅火花。产品质量与电流和压力关系如图4所示。

图4 产品质量关系图
3.4 焊接电极
焊接过程中,电极主要有三大作用,传导电流、传递压力和散热。产品焊接时用大压力压住焊接部位,保证管帽和管座的充分结合,同时产生平均的热分布,使电流集中。在焊接完成时电极能促进焊接部位的冷却,保证焊缝牢固。电极材质一般有如下要求:
1) 导电率高,通大电流也不易发热。
2) 热传导高,即使发热也能马上冷却。
3) 机械强度,即使在高温状态也能保持硬度。
4) 不易与被焊接物形成合金,即不会粘电极。
通常这些要求在选用电极材料时未必都能满足,因此在焊接不同材料是,应对电极材料综合考虑。常用的电极材料性能表如表1。

表1 电极材料性能表
4 常见焊接质量问题及解决方法
4.1 常见焊接质量问题
在产品封焊过程中,由于电极材质、孔径大小和焊接参数等因素,会造成焊接产品不良,造成经济损失。常见的质量问题如图5所示。

图5 产品缺陷图
4.2 解决方法及预控措施
在实际焊接过程中,焊接条件不合适的话,可能会损坏电极和产品。因此在批量焊接产品前,进行几次测试焊接,找到最佳条件后,进行批量封焊。在试验焊接产品时候,应先确认上下电极平行度和去除电极污垢后,从小的焊接电流开始进行封焊。
封焊产品电极是一种易损件,应定期检查电极固定部分有无松弛,磨损状态。如有磨损严重及时更换电极,保证焊接产品质量。在更换新的电极时首先测试电极的加工精度,平行度和粗糙度,安装完成后应用感压纸,测试上下电极的平行度。在产品封焊过程中常见的缺陷解决办法如表2。

表2 产品缺陷解决方法
5 结论
封帽机是光通信同轴封装行业中的关键设备,焊接产品的质量和效率是设备的关键指标。本文介绍的封帽机是一款全自动上下料封焊设备,极大提高了生产效率解放了劳动力,且分析了焊接过程中可能存在的质量问题,并给出相应的解决方法和预控措施,提高了实际生产过程中设备运行的可靠性。
