一种垂直通体布料工艺的应用
2019-06-30刘建新叶祥何国强陈鹏程余东海
刘建新 叶祥 何国强 陈鹏程 余东海


摘 要:本文介绍了一种垂直通体布料工艺在制造通体瓷质砖产品上的应用,对该工艺实施的關键点和工艺控制细节进行了重点阐述;并利用该工艺和相关技术成功应用于公司新产品“丹青御石”通体瓷质砖的研制,产品取得了预期的通体装饰效果。
关键词:瓷质砖;通体布料;对位
1 前言
改革开放以来,建筑陶瓷产业经历了40年的高速发展。在发展的过程中不仅仅是产量的急剧增加,产品的档次也得到了迅速的提高。特别是随着消费结构的提升,建陶产品也向艺术化,精细化方向迈进。然而,每一次产品的进步都离不开关键设备的发展和制造工艺的创新。
近二十年以来,瓷砖逐渐成为建筑装饰材料消费的主流,瓷砖产品先后经历了渗花砖、微粉砖、抛釉砖等系列产品的更新换代,特别是近几年流行的喷墨打印技术,已使瓷砖的表面装饰效果与天然石材的纹理非常接近。但从纵向上考察这些装饰纹理(以常规800 mm × 800 mm规格瓷砖产品为例),其图案有效装饰深度约为0.5 ~ 4 mm,在坯体的底部(约6 ~ 10 mm)则无图案装饰,或是有一些与表面图案不一致的装饰图案,而天然石材在产品坯体的整个垂直面中,图案色彩是立体贯通的。在一些高档装饰场所,特别是需要倒角开槽等后期加工的场所,天然石材的装饰效果就显得非常有优势。针对某些特殊装饰效果的需要,我们研发出了一种垂直布料工艺,使图案在产品的厚度方向形成通体装饰纹理,达到与天然石材近似的效果。
2 垂直布料工艺介绍
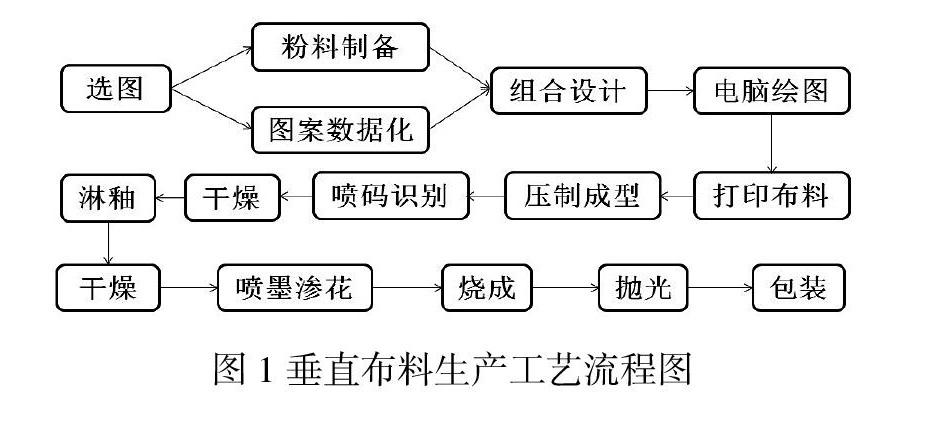
2.1 垂直布料生产工艺流程
垂直布料生产工艺流程如图1所示,从该图可以看出,本产品工艺流程是在成型前对预制粉料块进行了绘图加工,使坯体具有了一定的纹理。
2.2 垂直布料的工作原理
在料车平台上预先布置出一块设定宽度和厚度的预制粉料块,该粉料块的厚度应根据成型后半成品的厚度,结合粉料的压缩比来确定。粉料块的厚度和宽度,可通过基料斗的闸板调节。料车皮带按一定速度向压机方向运动,当皮带上的预制料块到达对应的工位后,皮带暂停,绘图器开始工作,绘图器完成第一工位的绘图后,料车皮带继续带动预制料块向第二、三工位运动,各工位对应的绘图器依次绘图布料,然后进行压制成型。
2.3 绘图器的结构和工作原理
每个绘图器的吸料管为1 ~ 5个,其对应的补料管也为1 ~ 5个,一个吸料管和一个补料管构成一组工作料管。绘图器的吸料管为负压吸气装置,可以通过一定的负压吸走绘图器运行路径上对应预制料块的粉料。当吸料管吸走预制料块的粉料时,瞬间形成一个粉料空隙,补料管的彩色粉料迅速对该空隙进行填充,产生新的色料带,形成了通体布料层。可根据需绘制图案的宽度来调整需使用的组数,绘图器的运行轨迹和速度是由电脑预先设置,根据料车设计的尺寸,每台料车可配置1 ~ 6个绘图器,每个绘图器的运行轨迹和速度均独立设计。吸料管和补料管均由电磁控制阀控制其开关动作,由电脑编程控制绘图器的料管使用组数和开关的时间。
2.4 喷码识别
当前抛釉砖的图案普遍是“一石多面”的装饰风格,本工艺设计的通体纹理绘制也是根据表面装饰图案进行分色绘图。当所有工位按顺序完成绘图后,坯体纹理的布料结束,进入下一幅图的绘制。为方便后工序的喷墨机对已成型的坯体进行分图识别印花,需在坯体底部进行识别码标示,根据“一石多面”图案的的特点,识别码按照图案的不同设置对应的标示,即:一图一码。
2.5 对位印花
为取得良好的图案装饰效果,本系列产品采取湿法喷墨渗花工艺。成型后的坯体经干燥、淋釉、再干燥。在喷墨打印之前,根据成型后坯体标注的识别码,对该件坯体进行图案识别,打印出对应图案。因喷墨渗花的墨水具有一定的渗透性,墨水会渗透入釉层并和坯体布料的图案进行连接,从而达到图案、颜色在垂直方向上通体一致的效果。
3 图案的数据化与设计
3.1 设计步骤
(1)根据预选的产品表面图案效果,首先对图案颜色进行分类(一般可以分出1 ~ 6种颜色),制备出与表面分类颜色近似的粉料。
(2)根据同类颜色的图案路径,设计出相应绘图器的运行路径以及各段的布料宽度,再根据图案宽度确定该绘图器所需吸-补料管的组数。
(3)根据图案长度确定出各绘图器的运行速度。
(4)料车电脑可存图6 ~ 10个,并根据图案设置对应的识别码。
3.2 布料示例简介
如图4所示,(a)为某款产品的表面花色图,(b)为数字化处理后的绘图器运行路径图。图4中路径1的图案为一些较宽的图案,绘图器的吸-补料管可考虑2 ~ 5组,选定一个绘图器对路径进行绘图。当该绘图器从右向左运行时,首先可考虑采用5组料管同时工作,形成约8 cm宽的绘图区。当该绘图器运行到图中A点时,绘图器吸-补料管可以关闭3组,保留2组工作,完成路径1的后段绘图,使图案形成约3 cm宽的绘图区。路径2可以由另一个绘图器在另一个工位同时完成,可以选择使用绘图器的1组料管形成约0.5 ~ 1 cm宽的图案。路径1和路径2补料所用粉料颜色可以完全独立。
4 技术难点与讨论
(1)对所选图案的颜色进行分类。颜色的分类是决定产品通体艺术性的基础,合理的颜色分类,既可以使产品的通体效果更逼真,也可以使绘图器的运行更合理流畅。每个绘图器补料管中粉料的颜色须与产品表面的图案颜色对应一致。
(2)图案的数字化处理。对于分色的图案,确定出对应的绘图器,并根据图案的宽度和长度来调整绘图器料管的工作组数和运行速度。当图案宽度变化时,绘图器的工作料管组数要适当增减,而图案的宽度变化点,在图案数字化设计处理时需重点考虑,需根据绘图器的速度和图案尺寸进行精确匹配。
(3)成型后的坯体图案与喷墨打印图案的精确对位重叠。图案对位是否精确,是检验本产品在装饰效果上是否达到预期通体效果的一项重要指标。绘图器在预制坯料上所绘制的每一幅图,都需在坯体表面进行4个点的坐标定位。在后工序进行喷墨印花前,需重新对这4个点的坐标再次定位,只有这4个坯体定位坐标点与喷墨机图案上的定位坐标点重叠,喷墨机才会印花,以此来保证前后工序图案的精确对位。
(4)补料与预制料的膨胀系数的匹配。当绘图器在预制料块上运行时,一部分粉料被吸走,同时又立即补充新的粉料,这种新补入的粉料可能与预制料块上的基础料在膨胀系数上出现差异。其主要的原因为:补料一般是经过配色的粉料,因为色料的引入,会引起粉料膨胀系数的变动。因此需根据引入色料的种类和加入量,适当调整补料的膨胀系数,使补料和预制料的膨胀系数接近。
5 结语
本项目在“垂直布料”、“坯体喷码识别”和“图案定位”三大创新点上取得了重大突破,顺利通过省级科技成果鉴定,相关技术达到了“国际先进水平”。应用该工艺设计和研制出了“丹青御石”瓷质砖系列产品10多款,获得了良好的经济效益。本项目的成功研发,将通体瓷质砖的制备工艺提升到一个新的高度。砖体纹理内外一致,艺术感强,自然大气,更近于天然原石,极大地提升了产品的装饰效果,对推动通体瓷质砖产品的技术进步具有重要意义。
