德士古工艺汽化炉特殊工况的阀门选用
2019-06-26韩墨枫
韩墨枫,白 龙,苏 川
(惠生工程(中国)有限公司 设计中心仪表室,北京 100103)
德士古工艺的汽化炉技术进入中国之后,被广为应用。相对于其他类型的化工工艺而言,德士古的汽化技术中,因为其存在高压氧气介质、煤浆介质、带有闪蒸和汽蚀工况的黑灰水介质等情况,对仪表控制阀的选型提出了新的要求。本文旨在介绍这些特殊工况下仪表控制阀的选型原则及经验。
1 工艺简介
德士古水煤浆加压汽化过程属于气流床疏相并流反应。
水煤浆通过煤浆给料泵加压后送入汽化炉。水煤浆和高压氧气通过烧嘴混合后形成混合喷雾,以保证在已经经过预热的高温耐火砖的热辐射作用下,迅速裂解与燃烧。水煤浆汽化,最后生成以一氧化碳、氢气、二氧化碳和水蒸气为主要成分的湿煤气。热熔渣流入汽化炉激冷室,经过激冷水的冷却而形成固态炉渣。炉渣通过破渣机进行破碎,然后进入以排渣罐为主要设备的排渣系统,定期排放。
湿煤气通过下降管在激冷室进行初步的降温和洗涤,再进入下一级的冷却和洗涤系统,最终形成合格的煤气送入变换单元。
汽化炉内的主要反应如下:

德士古汽化工艺流程主要包括如下几个单元:
1)原料输送和高温燃烧单元,以水煤浆泵、氧气输送和烧嘴系统组成。
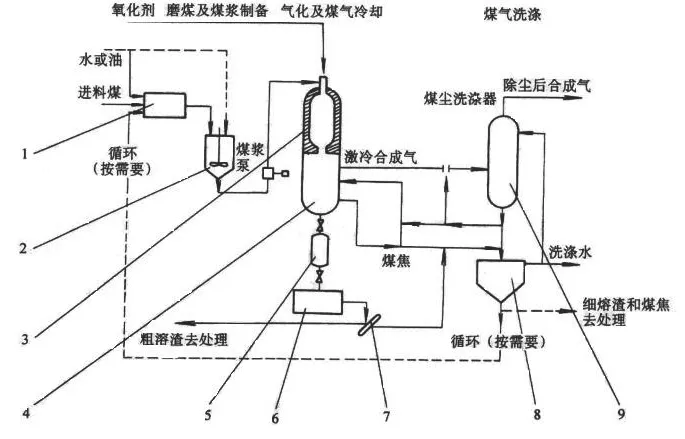
图1 德士古汽化法激冷型流程Fig.1 The cooling process of Texaco gasification method
2)汽化反应单元,完成煤粉的燃烧和化学反应,生成以CO、CO2、H2为主的湿煤气。
3)烧嘴冷却系统,通过冷却盘管进行热置换,保护高温下的工艺烧嘴。
4)锁渣系统,完成热熔渣冷却、破碎和定期排放。
5)洗涤和闪蒸系统,完成湿煤气的降温、洗涤和黑水的再循环利用。
煤浆制备、汽化炉及排渣系统、高温煤气的冷却与净化。德士古煤汽化法激冷型流程如图1所示。
2 工况简要说明
德士古技术的煤汽化工艺,在汽化单元的介质,包括气体介质、液体介质、液固混合介质、气固混合介质。工况温度范围涵盖常温至1300℃,工况压力范围涵盖常压至11MPa。介质有氧气、氮气、水煤浆、灰水、黑水、渣水,所包含的工况包含高温、高压、强磨蚀、闪蒸、汽蚀以及复杂工况。所以在煤汽化单元(包括煤浆制备、汽化及渣水处理),对于仪表的选型存在着极大的难度。本文将针对汽化单元(包括煤浆制备、汽化及渣水处理,以下简称“汽化单元”)的自控专业的阀门选用进行阐述。
3 氧气工况的阀门选用
汽化单元接收来自空分单元的高压氧气,与水煤浆进行“氧煤比”调节之后,通过汽化炉烧嘴,进入汽化炉燃烧室。
由于氧气具有助燃性,所以高纯度的氧气在遇到油脂、铁屑、静电火花等情况时极易引起燃烧甚至爆炸。用在氧气官网上的阀门通常称之为“氧阀”。氧阀作为氧气管线上的重要控制设备,无论在阀门结构、防火要求、材料选择、脱脂等方面,都需要作出慎重的选择。
3.1 材料的选择[1]
氧阀的材质应选择铜基合金或者镍基合金,豁免流速性对于其它材质的范围比较宽,以保证氧气在流过阀门时不会因摩擦冲击而产生火花。低压氧气介质,阀门材料可选用304L或316L不锈钢。德士古汽化工艺,氧气均为高压工况。因此,氧气调节阀和氧气开关阀均以采用INCONEL或MONEL合金为宜。阀门密封填料应选用阻燃材料,如石墨等。
3.2 阀门型式的选择
氧气调节阀宜选用直通单座调节阀(globe),氧气开关阀宜选用金属密封球阀(固定球)。无论是低压还是高压氧气管网,均严禁选用闸阀。闸阀在开关过程中因闸板挤压滑槽,容易产生铁屑。氧气气流夹带铁屑冲击管线,容易造成氧气管线的爆燃,引发恶劣的工程事故。大口径、高压差的场合,还要考虑选用带均压小旁通的阀门,以防止氧气流速过快,温度升高形成绝热压缩而发生氧气管线的爆燃。德士古工艺的高压氧气管线,是由多个氧气阀门和高压氮气管线配合使用形成的一整套系统,从工艺角度上已经完善了安全方面的要求。因此,德士古工艺的高压氧气阀门不需要带小旁通阀。
3.3 阀门的脱脂与密封
氧气阀门应该在出厂前完成全部脱脂工序,并严格密封包装后运至现场。德士古工艺中,为氧气管线保驾护航的高压氮气管线上的阀门,享受与氧阀同等待遇,同样需要满足与氧阀同等规格的脱脂及密封要求。脱脂后的氧阀在没有其它特殊原因的情况下,不再参与管道吹扫,以防止阀门被二次污染。
3.4 氧气阀门材料的选用既要考虑强度、经济,更要考虑安全
应符合表1的要求。表1引自GBl6912《深度冷冻法生产氧气及相关气体安全技术规程》(修订版报批稿)。
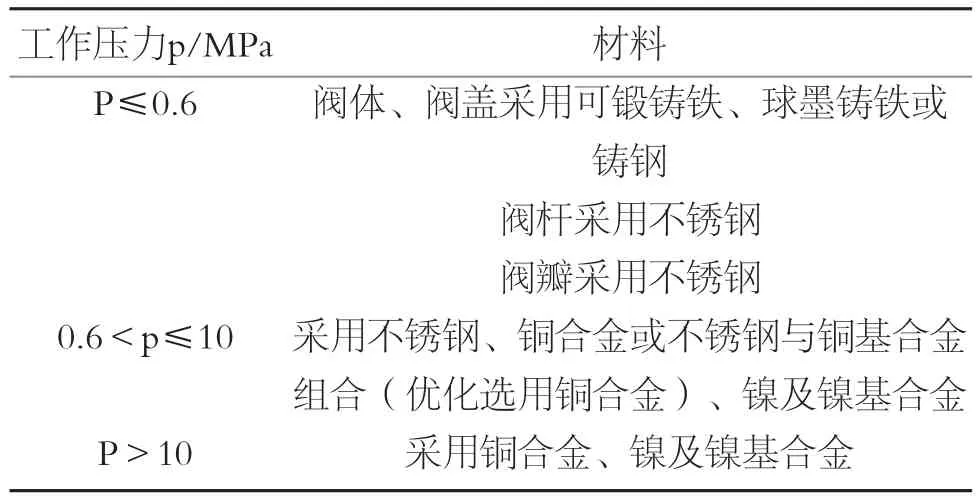
表1 阀门材料选用要求Table 1 Valve material selection requirements

表2 阀门材质的选择与豁免流速的对应关系Table 2 Correspondence between the selection of valve material and the exemption flow rate
3.5 惠生工程(中国)有限公司的鄂尔多斯国泰项目情况[3]
氧气总管操作压力8.1MPa,设计压力9.0MPa,操作温度25℃,设计温度65℃。高压下的氧阀选用,考虑的因素除了上述内容以外,还要考虑阀门的硬化处理。在本项目中,氧气调节阀选用globe型式,氧气切断阀选用固定球硬密封球阀。关于阀门材质的选择与豁免流速的对应关系见表2。
在德士古的工艺包中,奥氏体不锈钢,如316L材质是可以作为氧阀的阀体材质的,但要根据氧气的压力和温度,去查询在此条件下的氧气豁免流速表。而目前国家对安全生产的要求,氧阀的选用通常选择豁免流速对应压力范围较大的INCONEL600或MONEL合金。而MONEL合金因为掺加了铜元素,所以材质较软,不大适合在高压环境下使用。以采用INCONEL600或INCONEL625较为适宜。氧气切断阀的阀球与阀座需要做硬化处理,保证洛氏硬度大于55为佳。而目前市场上的氧阀硬化方式均为喷涂,喷涂的材料根据不同的生产商有不同的选择。原则是以不改变或接近阀球、阀座的材质为宜。有个别厂家采用喷涂碳化钨的方式进行硬化处理,不可取。
4 水煤浆管线的阀门选用
水煤浆是一种悬浊液,成分为:煤粉65%~70%;水29%~34%和约1%的化学添加剂制成的混合物。
应用在水煤浆工况的切断阀,随着国内煤汽化工艺的全面推广,已经逐渐形成一个“煤浆切断阀”的专有名词了。目前应用于水煤浆切断的阀门,还是以硬密封金属球阀为主。耐磨蚀,是煤浆阀首先要考虑的参数,而阀座密封却是影响煤浆阀运行的关键点。
煤浆阀的阀通常采用碳钢材质,流道内衬双相钢并喷涂碳化钨以增加其抗磨蚀性能。阀球与阀座才有316SS为基材再进行硬化处理,通常采用镍及合金。阀座硬度可达到洛氏硬度55,阀球硬度可达到洛氏60以上。做到这些,在抗磨蚀性能上,完全可以适应水煤浆工况的需要。
水煤浆是一种悬浊液,在阀门开启、关闭的运行过程中,密封性能依靠阀座的背压弹簧提供的弹性和上游介质的压力去推动阀座贴紧阀球。阀座的运动,势必造成煤浆中的灰水会深入进阀座的内腔。灰水一旦进入阀座内腔,就会变成一潭“死水”,灰质会渐渐沉淀、集聚,时间长了,阀座的背压弹簧便失去了形变的能力,造成阀门卡死的情况发生。因此,对于煤浆球阀来说,保持阀座背压弹簧的活性,是一个非常关键的技术点。目前国外的品牌通常利用其机加工精度的长项来解决这个问题,而国内的阀门厂家则通过给阀座的背压弹簧增加橡胶制灌注原件来阻碍灰水进入的方式,解决上述问题。解决方式虽然不同,但以目前的市场应用情况来说,均能实现其最终目的。
最近,采用圆盘阀来实现水煤浆切断功能的概念正在逐渐形成。只是目前还没有显著地业绩量来支撑,且价格高于球阀,性价比显然不如球阀好。
5 锁渣阀的选用
锁渣阀的概念,并非煤汽化行业专有,在多晶硅、石油、化学、电力、冶金、水泥、制糖、矿山等行业均有所应用。锁渣阀具有流体阻力小、流量通畅、启闭快速、易于自动化控制的特点。
在德士古的水煤浆工艺中,严格意义上的锁渣阀,每套汽化炉只有3台。其中上锁渣两台,下锁渣一台。
对于锁渣阀而言,要求并不复杂,一要快速关断,二要双向密封,三要硬化处理。从这3点来说,与煤浆阀并无二致。但同为锁渣阀,不同的工艺却对阀门有着不同的要求,从这点来说,不同于煤浆阀的“单一”性要求。德士古工艺煤汽化所使用的锁渣阀,采用双向密封、硬化处理,开始是借用于其他行业锁渣阀的经验,尤其是硬化处理这一方面。国内市场应用于煤汽化的锁渣阀,片面关注了阀球与阀座的硬度,试图以“硬碰硬”的方式解决灰渣对阀门的损伤。因此,早期的锁渣阀通常采用在阀球、阀座上堆焊碳化钨的方式。但经过实践经验检验,发现并非如此。水煤浆的熔渣,除了硬度高之外,温度较高,粘性也较大,虽然碳化钨的硬度很强,但其过于“脆”,在“硬碰硬”的过程中,应对挤压造成的应力,往往出现碳化钨涂层脱落的情况,导致阀门使用寿命缩短。后采用镍及合金进行硬化处理,虽然在硬度方面略逊于碳化钨,但镍基合金具有一定的“挠性”,能够有效地消除挤压过程中产生的集中应力,使用效果明显好于采用碳化钨硬化的方式。所以,目前市场上的用于水煤浆汽化的锁渣阀,均采用熔焊镍及合金的硬化处理方式。
6 黑水/灰水工况的阀门选用
黑水和灰水,在煤汽化工艺上是没有一个准确的定义的,通常来说,从急冷室出来至高压闪蒸器,再至低压闪蒸器的水,因其含有的灰渣量较大,颜色暗黑,称为黑水。从低压闪蒸至真空闪蒸,或从真空闪蒸之后出来的水,灰渣含量明显下降,则称为灰水。
水是宝贵的资源,所以黑水和灰水是不可以直接排放的,要进行循环利用。可以参与磨煤单元或者汽化炉急冷室的排渣用水。
黑水和灰水里均含有较多的灰渣,对阀门的冲刷均非常严重,但又有很大区别。黑水是低压闪蒸工序之前的水,温度较高。因此,在冲刷造成的磨蚀的同时,带有强烈的闪蒸和汽蚀现象,给阀门的选型造成了更大的困扰。
当水或其它处于饱和蒸汽临界值的液体介质,在流经调节阀的时候,流体会产生压力变化,导致流体中产生大量的气泡而造成流速的变化。根据阀后压力恢复的情况,分别产生汽蚀和闪蒸两种现象。这两种现象均可以产生噪声、振动及对金属表面造成破坏。因此,控制和降低调节阀受汽蚀和闪蒸的影响是阀门设计时要考虑的问题之一。
汽蚀和闪蒸有着各自的产生条件。当流体经过阀门之后,恢复压力低于饱和蒸气压时,就会出现闪蒸。因此,闪蒸是一种系统现象。调节阀不能够避免闪蒸的产生,除非系统条件改变,而当阀门中接近于饱和蒸气压临界值的液体,下游的恢复压力高于饱和蒸气压的情况下,因为闪蒸原理产生的气泡在压力作用下会发生破裂,就会产生汽蚀现象。在汽蚀过程中饱和气泡因爆破变回液态,因而与闪蒸现象不同。
在德士古工艺中,液体水是含有大量灰渣的黑水或者灰水,所以无论是汽蚀还是闪蒸现象的出现,都会因为灰渣的存在而数倍增加了闪蒸与汽蚀对阀门的损害。黑水阀与灰水阀的设计过程中,要充分考虑到这一点。
闪蒸是一种系统现象,所以对于调节阀来说是不能预防闪蒸的产生的,只能通过一定的方式方法来避免闪蒸对阀门造成损害。例如选择适合闪蒸工况的阀门结构,选择能对抗闪蒸破坏的阀门材质等。
因为闪蒸的破坏主要来自于高压气泡的出现导致介质流速增加而对阀门形成的冲刷,角阀是应付这种工况的一个极佳的选择。角阀可以让阀中的介质直接流向阀体内部下游管道的中心,所以大大减少了冲击阀体气泡数量,从而减弱了闪蒸的破坏力。
德士古工艺中,出急冷室和高、低压闪蒸器的阀门,均需采用角阀,并通过整体碳化钨的阀芯、阀座设计、流道硬化处理、出口配备文丘里结构等方式,可以有效地应对闪蒸和汽蚀工况。
真空闪蒸器出口的灰水,无论是温度还是压力或者是含渣量,均远远小于黑水,一般不会带有明显的闪蒸和汽蚀工况。因此,在调节过程中采用globe或者偏心旋转阀均可,只要在材质上考虑足够的硬度即可。目前,国内厂家以上海大通和航天十一所的偏心旋转阀为代表,国产的偏旋阀完全可以替代进口阀门在德士古工艺中采用。
7 结束语
汽化单元的阀门选用,首先要了解和熟悉不同工段和不同工况的介质特性。其次,因为国内煤汽化技术的日益成熟,有大量的应用业绩和应用经验可以借助参考,这些都是在阀门选型过程中可以借鉴的依据。