废旧脱硝催化剂再生工艺及工程案例
2019-06-26任启柏
任启柏
(大唐南京环保科技有限责任公司,江苏 南京 211111)
目前,各国对煤炭的利用依然以发电为主,因其对煤炭有着较高的利用与环境效率。而火电厂发电输出的电力,作为世界上最重要的二次清洁能源,已成为国民经济的重要支柱产业,为社会经济及工业与城市化发展做出了巨大贡献,但过量的煤炭资源消耗也带来了严重的环境污染问题,其中氮氧化物(NOX)是主要的大气污染物之一[1-2]。
为实现NOX的超低排放,选择性催化还原技术(Selective Catalytic Reduction,SCR)因其高效率、低费用的优点得到了广泛应用,现已成为电厂烟气脱硝中最为成熟的一种技术[3]。其中,脱硝催化剂的活性是SCR脱硝工艺中最为关键的一环,其品质的优劣直接影响着脱硝的效率[4]。通常SCR脱硝催化剂的设计化学寿命约为3年,且更换加装新鲜催化剂费用占脱硝工程总投资约40%的比例[5],另外SCR运行时催化剂经常会出现堵塞、磨蚀及中毒等现象。因此,若选择将废旧催化剂直接填埋,将会造成资源的极大浪费与环境污染。
2014年08月05日,环保部发布《关于加强废烟气脱硝催化剂监管工作的通知》,提出将废旧烟气脱硝催化剂(钒钛系)纳入到危险废物进行管理,并将其归类为《名录》中的“HW50”系列,同时也指出需将废旧烟气脱硝催化剂(钒钛系)的管理和再生、利用情况纳入污染物减排管理和危险废物规范化管理范畴[6],从环保和经济角度来说,催化剂再生终将成为最佳的废旧烟气脱硝催化剂处理方式。
催化剂再生是指废旧脱硝催化剂经过物理清洗(如物理吹扫、高压水洗等)和化学清洗(如酸性清洗、碱性情洗、离子清洗等)后,再通过浸渍补充催化剂活性组分使其重新获得活性的方法[7]。本文主要分析了火电厂SCR脱硝催化剂中毒失活原理、介绍了催化剂再生工艺、不同性能测试系统以及具体的再生工程案例等。
1 SCR再生工艺
1.1 催化剂失活机理
催化剂失活可分为物理失活和化学失活两块,物理失活指的是催化剂在高温、高层的环境中,因催化剂表面飞灰沉积、孔结构阻塞以及热烧结等原因引起的失活;化学失活指的是SCR脱硝运行过程中,煤质或飞灰中的碱金属、碱土金属以及P、As等元素阻塞孔道或与催化剂活性位点结合引起的活性破坏。
1.1.1 表面附着物和磨损
表面附着物主要有两大来源:煤燃烧产生的飞灰及化学反应产生的硫酸盐类物质,它们会大量附着在催化剂表面,造成孔隙阻塞以及喷氨时液氨的浪费[8]。对于这类情况,可通过定期的清灰或气流调整来改善。在SCR脱硝处理过程中,由于烟气会不断冲刷催化剂表面,而脱硝催化剂的机械强度、催化性质等各不相同,因此催化剂会有不同程度的磨损。适当改变气流分布,减缓烟气流速及冲刷角度,可减轻磨损状况。
1.1.2 碱金属与碱土金属引起的中毒失活
作为对催化剂中毒危害最大的一类金属—碱金属,其中毒机理是K和Na(烟气中,一般K元素含量较高)与催化剂表面的活性位点V-OH酸位点发生反应,生成V-OK与V-ONa,从而使得催化剂吸收NH3的能力不断下降[9]。据统计,不同碱金属毒性大小的顺序为:CS2O>Rb2O>K2O>Na2O>Li2O[10-11]。碱土金属也可与催化剂表面酸位相互作用,导致其化学中毒,但因其碱性较弱故毒害影响较小。而碱土金属氧化物(如CaO)毒害催化剂最为常见的方式是通过与孔道中的SO3发生反应生成稳定的CaSO4,使得催化剂的孔道堵塞[12]。
1.1.3 P、As引起的中毒失活
据报道,磷的一些化合物如H3PO4、P2O5和磷酸盐等在一定程度上可使得脱硝催化剂钝化[13]。有学者认为是P取代了V-OH和W-OH生成了P-OH基团,而P-OH提供的Bronsted酸性较弱,远不如V-OH和W-OH,因此催化剂若负载较少的P,其中毒现象并不十分明显。另外,P也可与催化剂表面的V=O活性位发生反应生成VOPO4,以此减少了活性位的数量[14]。
我国燃煤中As元素平均含量为4.09 μg/g,而在煤燃烧过程中,近一半的含量可释放到烟气中[15]。烟气中的As一般以气态的As2O3的形式存在,进入催化剂微孔后可与空气中的O2结合生成As3O5和As4O6,堵塞在催化剂微孔中,使得催化剂活性丧失[16]。
1.2 SCR再生技术工艺
失活催化剂能否再生,与催化剂失活原因及再生的难易程度相关。较易再生的失活催化剂状况包括:磨损、积灰或金属氧化物等,而对于永久性的重度中毒或热烧结引起的失活则很难或根本无法再生。因此,对于入厂的废旧脱硝催化剂,应在前期进行失活诊断,判断其再生价值及可使用率,其步骤具体如图1所示。

图1 失活诊断图
进过严格的失活诊断后,挑选出可再生的废旧催化剂进行再生处理。一般来说,SCR脱硝催化剂再生包括以下几个步骤:(1)预处理清灰(压缩空气或高压水洗);(2)化学清洗;(3)超声清洗;(4)漂洗;(5)干燥;(6)活性组分浸渍;(7)再煅烧。
1.3 SCR催化剂性能检测系统
大唐南京环保科技有限责任公司拥有完整的催化剂性能测试平台,包括:SCR脱硝催化剂性能测试小试设备及中式设备(如图2、图3所示)以及磨损强度测试装置、激光粒度仪、柱轴弯曲试验仪、旋转式磨耗测试仪、比表面积仪、压汞仪、电感耦合等离子发射光谱仪、X射线荧光光谱仪、X射线衍射仪等。其中,SCR脱硝催化的四大关键性指标包括元素含量、比表面积、活性K值及SO2/SO3转化率,因此对其性能检测需要专门的测试系统。

图2 小试设备

图3 中式设备
2 工程案例分析
目前,全球SCR催化剂再生企业主要有德国Ebinger,EnBW ,Steag,美国Coalogix,韩国KC-Cottrell,NANO等。大唐南京环保公司在吸收引进国外技术的基础上加以创新,建设了一条催化剂再生生产线,该条生产线可年再生催化剂10000 m3(8300 t),且平板式、蜂窝式、波纹式3类催化剂均可实现再生,生产的规模能力以360 d,4320 h/a计。
本次再生的平板式废旧催化剂来自大唐集团公司某电厂,根据前期的性能测试,发现该批次板式脱硝催化剂中毒状况较浅,但表面飞灰及堵塞物较多,同时在运输途中,部分催化剂由于淋雨使得表面生成了结晶,根据此类情况,我们制定了相关再生工艺流程:酸洗+鼓泡→碱洗→酸洗中和→去铁→漂洗→活性浸渍→干燥→再煅烧。
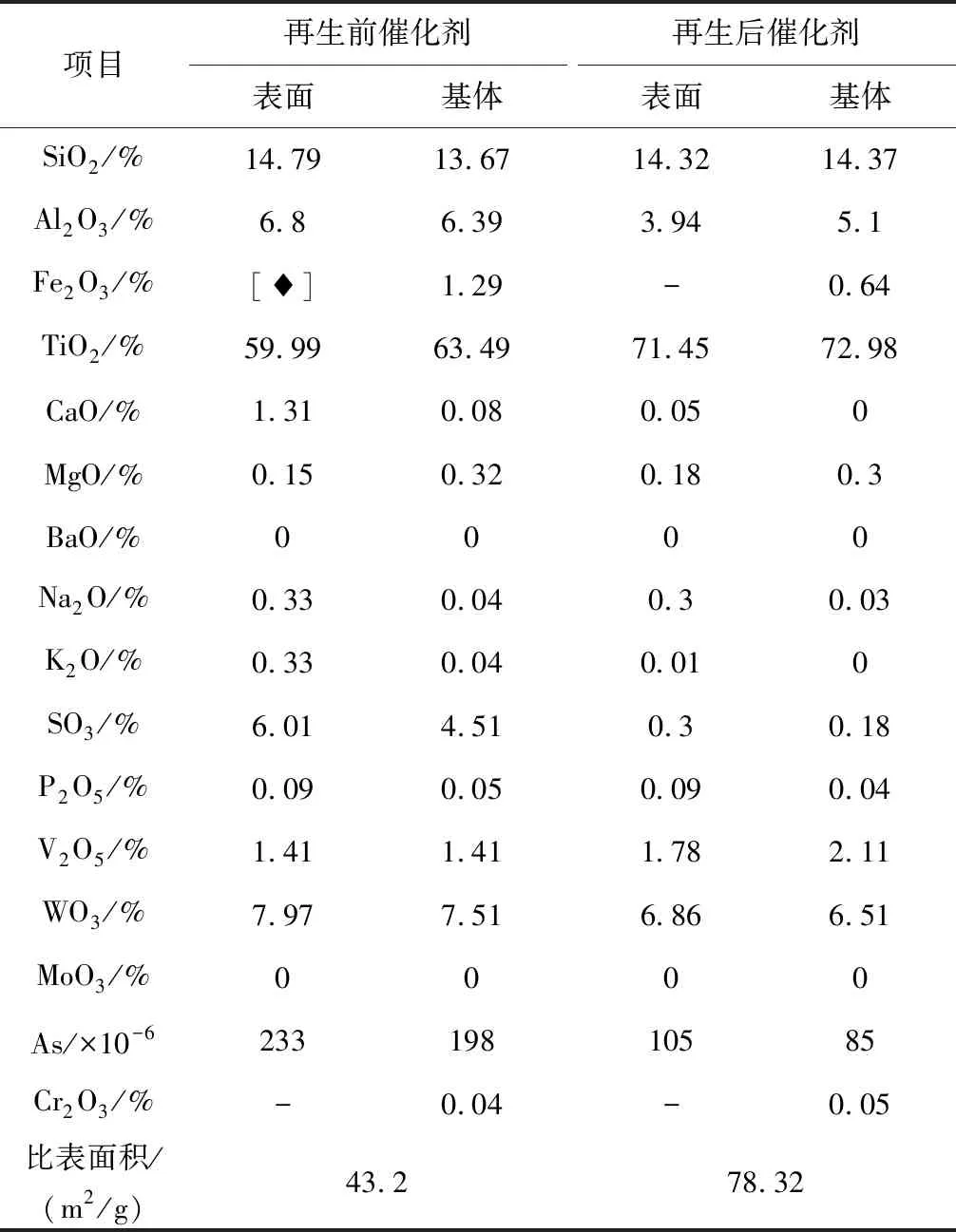
表1 催化剂再生前后XRF检测结果
注◆:由于送检样品钢网裸露严重,利用XRF分析不能规避铁、铬的影响,因此两种元素含量表面分析的含量准确值不能确定,故以“-”表示。
废旧催化剂示进过物理与化学清洗后,XRF结果如表1所示,可以看到,催化剂表面和基体的碱金属含量(Na、K)以及碱土金属含量(Ca、Mg)均有下降,说明催化剂失活中毒状况已有明显好转,另外作为钒钛系催化剂两大重要指标(Ti、V),其含量也均显著上升,再看催化剂的比表面积(BET),与再生前相比,再生后的催化剂比表面积已增大近一倍,说明该清洗方法能有效清除脱硝催化剂的中毒物质,同时经浸渍后,催化剂各重要物质含量也顺利得到了补充。
通过中式设备模拟电厂的烟气条件,本公司对不同催化剂进行活性检测,数据如图4、5所示:可以看出,催化剂经长时间运行后,活性及SO2/SO3转化率已明显上升,其数值已超过新鲜催化剂的1.5倍,经过清洗再生后,可观察到:脱硝催化剂活性K值已提高,而SO2/SO3转化率已显著下降,据统计,催化剂活性K值已恢复到初始值的90 %以上,而SO2/SO3转化率则优于新鲜催化剂,说明采取的该再生工艺能有效的处理废旧催化剂且满足电厂使用条件,另外也实现了资源的循环利用。
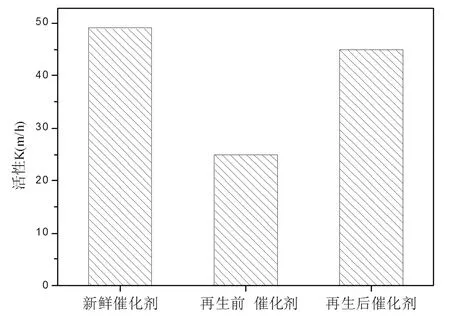
图4 再生前后活性变化

图5 再生前后SO2/SO3转化率变化
3 结论
伴随着国家对电厂环保环保力度的加强,SCR废旧脱硝催化剂再生必定会成为催化剂处置方式的主流。在国外,SCR再生技术已有近20年的成熟应用经验,目前国内各大企业也在积极研发适合本国脱硝催化剂的再生技术。
数据表明,大唐南京环保科技有限责任公司再生工程制定的再生工艺可有效地、针对性地去除催化剂表面及微孔内的飞灰与中毒物质,经再生后的催化剂各项性能均得到明显提升。案例的成功应用对脱硝催化剂使用寿命的延长及再生工艺的制定提供了新的借鉴意义。
