一种移动式无弯管垂直悬停喂线装置
2019-06-13宋瑶
宋 瑶
(黑龙江省冶金研究所,黑龙江 哈尔滨 150040)
在现代炼钢技术中,炉外精炼技术是一种净化钢水提高质量的有效工艺技术,合金芯线喂线技术则是现代炼钢炉外精炼技术中先进的、重要手段之一。采用合金芯线喂线技术,对钢水的微合金化处理、调节合金成份、提质降耗等具有非常重要的作用。而实施这一技术的前提是必须要有满足工艺要求的理想喂线设备。
在传统的喂线应用过程中,送线电机功率由于喂线设备自身阻力而消耗较大,经分析喂线阻力主要来自机后方合金芯线螺旋阻力、机器内合金芯线变形阻力、机前方喂线弯导管阻力。由于生产中经常发生喂线阻滞现象,造成输线轮打滑或电机闷车现象,因此,改进喂线机结构和布局,减小喂线阻力就显得十分必要,文章优化设计了一种新的移动式无弯管垂直悬停喂线装置,可以克服上述不足,达到顺畅喂线的目的。
1 技术方案
1.1 传统的喂线方案(见图1)
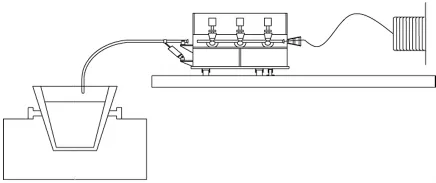
图1
布置如下:钢包在平台下方,喂线机在平台上,合金芯线卷在喂丝机后侧。喂线时合金芯线由平台右侧的线卷内拉出,经过喂线机送线轮进入前端90°弯导管,最后进入钢包完成喂线过程,从而实现处理钢水的目的。
实践证明:送线电机需要克服机后合金芯线螺旋阻力及机内合金芯线变形阻力,消耗的功率非常小,只占总功率的1/4以下,主要功率消耗来自机前弯导管,因为前导管近90°的弯曲给输送芯线带来巨大阻力,电机功率有很大一部分消耗在克服弯导管阻力上,致使电机功率不能有效发挥,造成喂线过程中经常发生喂线机堵转、打滑,影响了喂线工艺的顺利进行。
1.2 新技术方案
为克服上述弯导管阻力大而造成的喂线机喂线时堵转或打滑这种现象,本方案设计了一种新的喂线机构,技术思路是:取消前端90°弯曲导管,将其改为直线形导管,喂线机采用移动式行走机构,下面装有行走轮加带齿弧形轨道。新的喂线结构原理见图2。
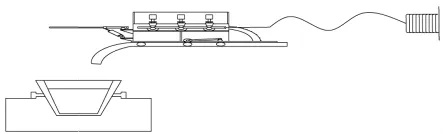
图2 喂线结构原理
此时为非喂线状态,直线导管居于水平位置,喂线机坐于水平段齿形轨道上,可由行走驱动电机拖动在轨道上前后移动,当接收到喂线信号后即可经过弧形轨道进入垂直悬停喂线工位。
此时,喂线机悬停于钢包侧上方,直线导管近于垂直状态对准钢包中心,进入喂线状态。
1.3 动作原理
动作过程如下:喂线机6接收喂线信号后,喂线机行走驱动电机3启动,喂线机沿着弧形轨道4开至近垂直状态,锁紧定位轮2发出信号,喂线机驱动锁紧装置3(带锁紧)动作,驱动电机停止转动锁紧装置抱死,此时喂线机处于垂直悬停位置,直线导管1直接对准钢包7中心钢液面,开始喂入合金芯线5。喂线结束后按指令退回原始水平工位图2位置。喂线工位见图3。

图3 喂线工位状态
喂线过程中由于喂线导管是直线形,近于垂直状态无弯曲,喂线阻力大大降低,送线电机功率得到充分发挥,使喂线工艺更加顺畅、高效。
1.4 主要功能参数
*喂线装置由程序控制自动完成整机移动,夹紧芯线,自动喂线,到数停车,整机返回等几个连续动作。
*测控系统采用西门子触摸屏完成线长、线速等喂线参数设置。
*主控PLC可以与上位机进行多种网络连接,与本机采用局域网及现场总线。
*主机采用变频调速,喂线速度10~400米/分无级可调。
*夹紧方式:全系列亚德客气动系统。
*喂线方式:双流分控,可本地、远程操作。
*喂线规格品种:喂线直径8~13mm,各种芯线、铝线。
*送线电机功率:6×3kW;驱动电机4.0kW(带减速自锁装置)。
*喂线长度误差:小于0.22mm。
2 结语
(1)这种新喂线装置采用的是以带齿弧形轨道为载体,喂线机底部共用4组8个轮分布于轨道两侧,使喂丝机不至于脱轨。中间为驱动齿轮,由减速驱动电机拖动,并带有自锁装置,喂线机开到喂线工位后,驱动装置自行锁死,保证喂线开始顺利进行。
(2)这种喂线装置喂线故障率大大降低,完全可以避免喂线过程中经常出现的堵转、打滑现象,从而提高了喂线效率减少了钢水温降和能耗。由于送线电机功率得到充分发挥,甚至可以考虑适当降低送线电机功率,从而达到降低成本,节省能源的目的。
(3)喂线装置采用程序控制具有功能全,结构合理,技术先进,性能可靠的特点。程控喂线系统可以进行网络通讯远程控制,数据采集准确无误,上传下达,完全可以满足与国外设备配套的使用要求。
(4)程序控制喂线系统可以实现自动喂线的几个连续动作,无需人为干预,节省了人力,提高了自动化水平,符合现代炼钢自动化、程序化、网络化的要求。
