TBM施工成本影响因素分析
2019-06-12王元红
王 元 红
(中国水利水电第十四工程局有限公司, 云南 昆明 650041)
0 前 言
TBM是全断面隧道掘进机(Tunnel Boring Machine)的简称,它集开挖、支护、出渣等施工工序于一体,采用计算机、激光制导、遥控等先进的电子信息技术对施工过程进行全面指导和监控,是自动化程度较高的地下工程施工设备。
TBM施工方法是目前进行隧道施工的方法,其原理是靠旋转刀盘上的圆形滚刀破碎岩石而使隧洞一次开挖成形的大型隧道施工设备。主要施工过程为在硬岩环境中,利用全断面隧道掘进机旋转刀盘上的滚刀挤压剪切破岩,通过旋转刀盘上的铲斗齿拾起石渣,落入主机皮带机上向后输送,再通过牵引矿渣车或隧洞连续皮带机运渣到洞外。
全断面隧道掘进机的掘进、支护、出渣等施工工序并行连续作业,具有掘进速度快、环保、综合效益高等优点,可实现传统钻爆法难以实现的复杂地理地貌深埋长隧洞的施工,特别是在稳定的围岩中长距离施工时,此特征尤其明显。没有像爆破那样大的冲击,对围岩的损伤小,几乎不产生松弛、掉块,崩塌的危险小,可减轻支护的工作量。因此,TBM施工方法在我国的水利水电、交通、矿山、市政等隧道工程中应用正在迅猛增长。
1 工程概况
某工程主体为隧洞,全洞长41 090.374 m,桩号6+500.083 m~47+590.457 m,纵坡i=0.28‰。工程隧洞开挖主要采用TBM施工,开挖洞径为8.5 m。工程招标文件“技术标准和要求”明确合同施工范围详见表1。

表1 合同施工段划分
由表1可知,TBM施工分为四段,分别为TBM1- 2段长10 024.541 m,TBM1- 1段长7 315.724 m,TBM2- 2段长8 903.938 m,TBM2- 1段长11 446.171 m。TBM施工总长度为37 690.374 m,占隧洞总长度91.73%。
根据工程招标文件内容,TBM施工段各种岩性长度、饱和抗压强度最小值和最大值、石英含量最小值和最大值、各种岩性占比汇总详见表2。
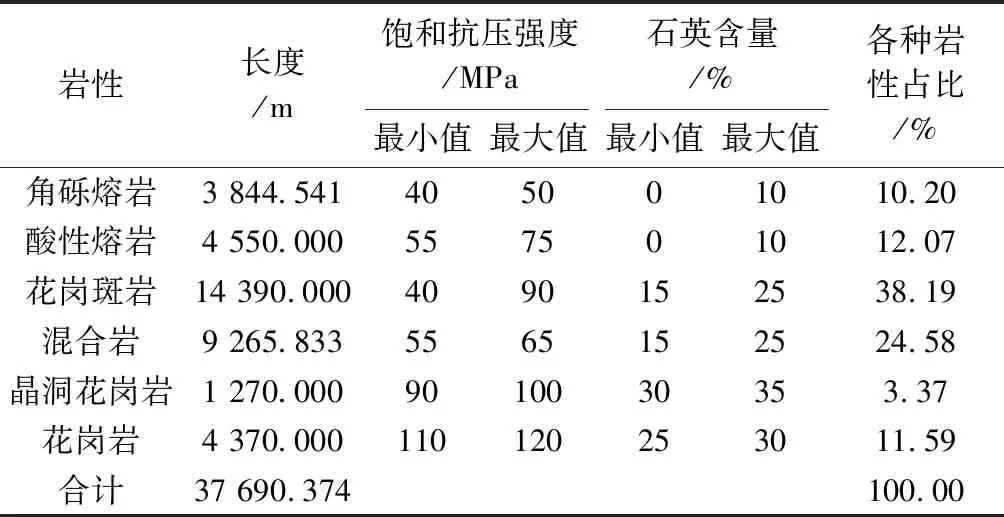
表2 TBM施工段招标各种岩性占比统计
由表2可知,TBM施工段岩石饱和抗压强度40~50 MPa的围岩占10.20%,饱和抗压强度50~100 MPa的围岩占78.21%,饱和抗压强度为100~120 MPa的围岩占11.59%;TBM施工段岩石石英含量小于15%的围岩占22.27%,石英含量15%~25%的围岩占62.77%,石英含量大于25%的围岩占14.96%。
2 TBM施工段岩石特性参数差异
施工过程中,TBM刀具消耗量明显高于同类工程水平,且TBM刀盘与主轴承连接螺栓持续异常断裂,TBM掘进约5 km后刀盘、刀箱、耐磨坏、刀盘背部隔板等部件均出现不同程度开裂、磨损,致使TBM停机进行刀盘修复(刀盘修复一次需要50~70 d)。另外,掘进过程中设备液压油管经常出现爆管漏油情况。TBM维护时间和维护费用明显高于同类工程水平,TBM施工进度明显低于合同要求,工程工期严重滞后。
根据现场施工实际情况,工程参建五方单位共同协商,确定了《TBM施工段岩石强度及石英含量检测方案》,并进行取样与试验。整理试验成果并与招标资料对比,详细数据见表3、4。
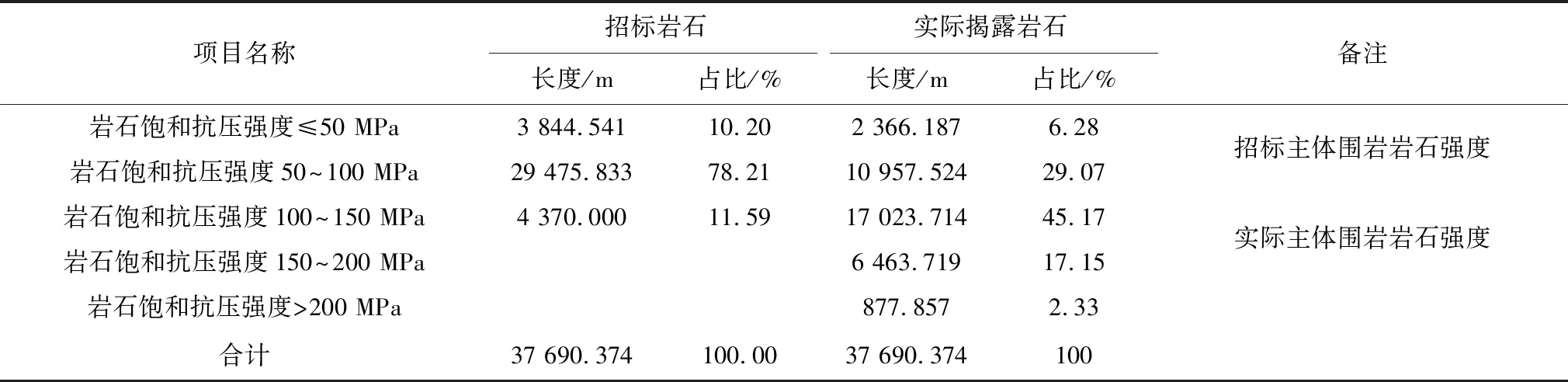
表3 招标与实际岩石强度分布对比
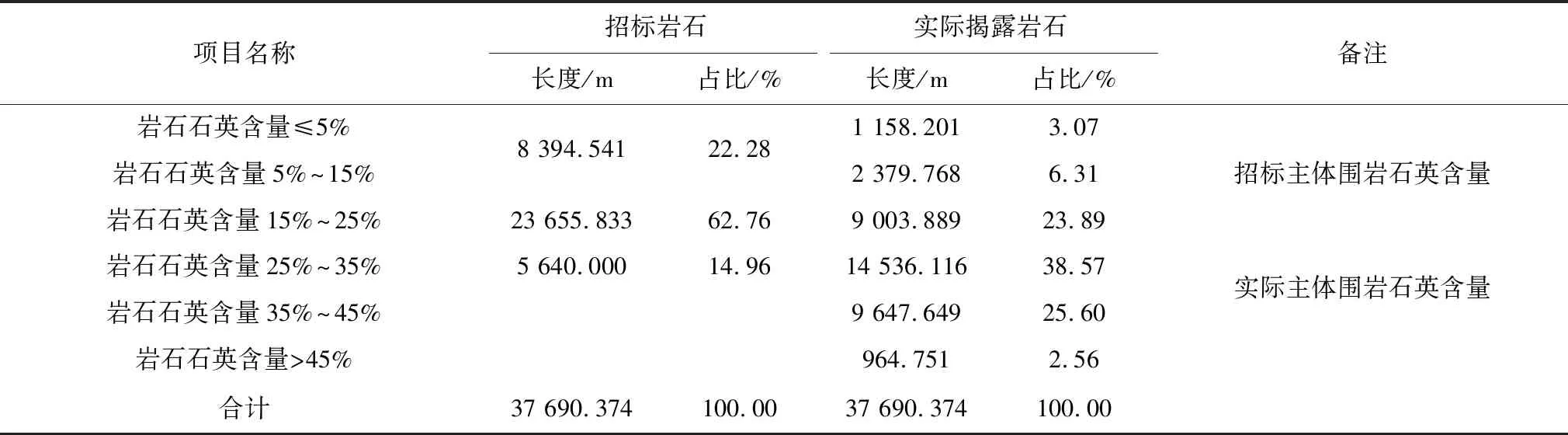
表4 招标与实际岩石石英含量分布对比
从表3可以看出,TBM施工段招标岩石饱和抗压强度小于100 MPa的围岩占比为88.41%,为主体围岩,而实际TBM施工段岩石饱和抗压强度大于100 MPa的围岩占比为64.65%,为主体围岩。
从表4可以看出,TBM施工段招标岩石英含量小于25%的围岩占比为85.04%,为主体围岩,而实际TBM施工段岩石英含量大于25%的围岩占比为66.73%,为主体围岩。
3 TBM施工主要资源消耗对比
在TBM施工过程中,由于岩石抗压强度、岩石石英含量等地质参数与招标文件提供参数存在较大差异,导致TBM设计制造,特别是TBM刀盘的设计制造不能很好地适应实际地质条件,从而使得TBM掘进效率降低,单位开挖量消耗人工、材料、机械台时明显加大。根据现场施工组织安排,人工消耗量采用写实记录法测定;根据现场材料出入库管理,刀具消耗量采用现场统计法测定;确定机械1小时纯工作正常生产率和机械正常利用系数,计算机械时间耗量。TBM施工实际主要资源耗量与合同主要资源耗量对比见表5。

表5 TBM施工合同与实际主要资源耗量对比
4 TBM设计与采购
目前的TBM一般都由厂商根据工程甲方提供围岩参数为其特制,设计中考虑的围岩参数包括岩石强度(抗压、抗拉和剪切强度)和耐磨性能等。尽管有多个指标,但在刀具设计中,比较TBM的掘进业绩或在TBM与钻爆法之间作出选择时,最常考虑的因素一般都是单轴抗压强度,有时加上一个反映岩石耐磨性能的石英含量。本工程中工程甲方、工程乙方及设备厂商之间的合同关系见表6。
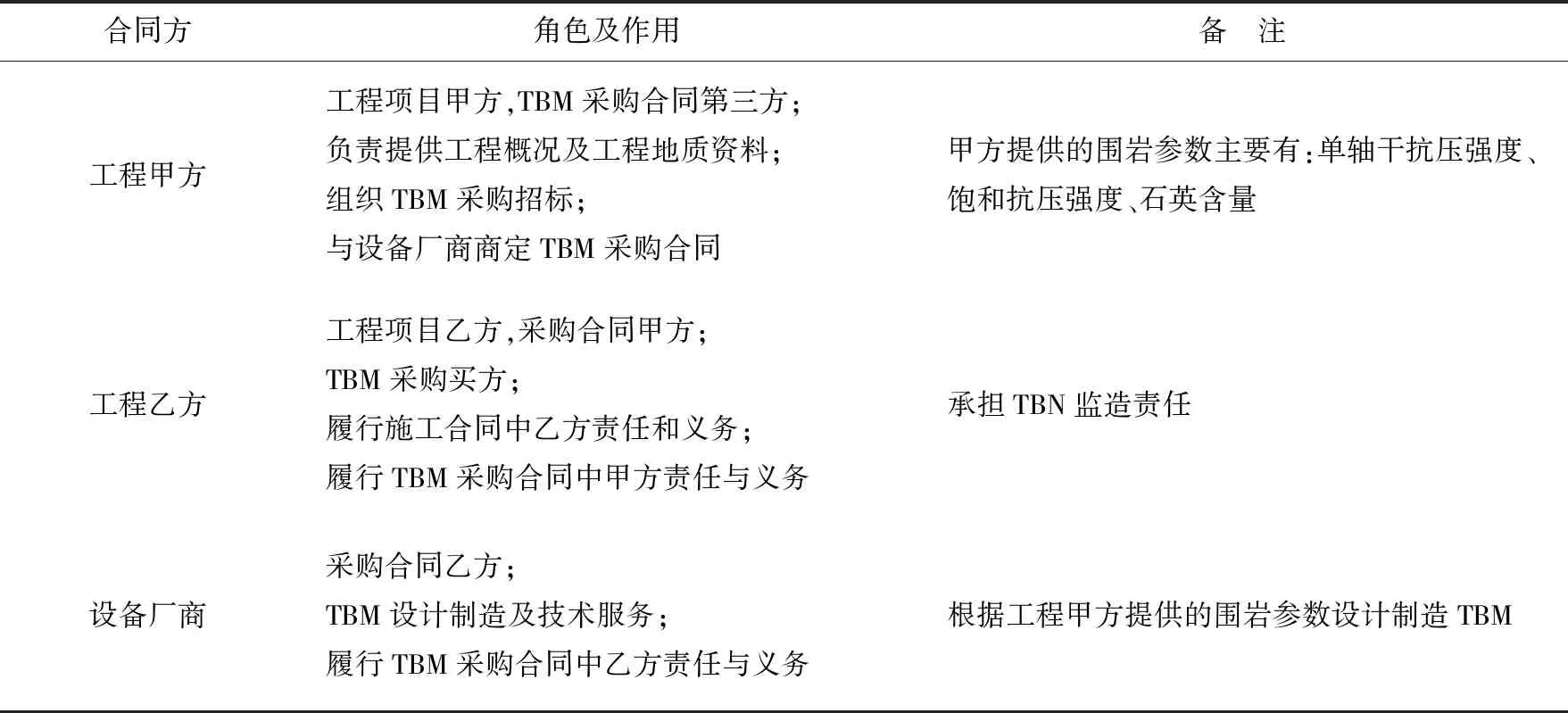
表6 合同三方角色及作用
通过TBM采购过程中各方角色和作用可以看出,工程甲方在设备采购过程中起主导作用,负责提供工程概况及地质资料、组织TBM采购招标、与设备厂商商定TBM采购合同;工程乙方虽作为采购合同的甲方,实际上只是根据施工合同和设备采购合同的约定执行和履行其义务。
5 TBM施工成本影响因素分析
TBM施工组织是由多个复杂系统构成,各个系统之间相互制约与依赖,必须同步协调工作,才能保证TBM施工正常开展。影响TBM施工成本的因素很多,但主要因素包括岩石特性参数、TBM性能设计、TBM刀盘布局、TBM掘进参数设置、刀具质量等。
5.1 直接成本影响分析
(1)岩石特性参数的准确性。Williamson和Schmidt(1972)研究了掘进机在岩石单轴干抗压强度(UCS>160 MPa)较高、较完整的岩体掘进的特性,发现其贯入率PR降低,但机械利用率U较高;而在完整的、强度较低的岩体中(UCS<80 MPa)其贯入率和利用率都比较高。本工程TBM招标阶段,工程甲方提供的岩石饱和抗压强度小于100 MPa的围岩占比为88.41%,但实际揭露围岩饱和抗压强度小于100 MPa的围岩占比仅为35.35%;TBM招标阶段工程甲方提供的岩石英含量小于25%的围岩占比为85.04%,但实际揭露围岩石英含量小于25%的围岩占比仅为33.27%。根据西康线秦岭隧道围岩岩性、岩石强度、岩石耐磨性和可钻性的研究,发现岩石坚硬程度和耐磨性越高,刀具、刀盘的磨损就越大。TBM换刀量和换刀时间的增大,势必影响到TBM应用的经济效益和掘进效率。本工程刀具消耗量为预算量的2.2倍,刀盘在设备累计掘进约5 km发生开裂、刀箱及耐磨条磨损等严重问题,一方面是由于岩石强度和石英含量较合同水平明显提高,但根本原因在于岩石特性参数发生大幅变化,对TBM性能设计带来了不可逆转的缺陷。
(2)TBM性能参数设计的适应性。本工程TBM掘进系统主要包括刀盘、可伸出式刀盘护盾、主驱动、撑靴系统、推进系统、数据采集系统、Tunls导向系统、支护系统及后配套系统等。TBM设计最小贯入度为6 mm/rpm,额定推力为22 278 kN,最小/最大掘进速度为2 m/6 m,预估平均月掘进进尺为400~600 m,预估设备利用率为40%~45%,同时也明确设备的性能取决于地质状况以及掘进机的使用及保养情况。本工程TBM利用率=纯掘进时间÷有效工作时间=40.83%,利用率基本达到预期,但平均月进尺仅为435 m,与预期相差较大,其主要原因是地质特性参数出现较大差异,致使主机部分设计性能与实际地层不相适应,从而产生主机振动明显、刀盘开裂、刀具消耗量较大、液压油管爆裂、刀盘连接螺栓断裂等一系列非正常现象,导致TBM非正常停机时间过多,造成施工资源浪费,增加施工成本。另外,支护系统中的喷射混凝土系统管线过长且弯管较多,再加上现场骨料级配不稳定,喷混凝土过程经常出现堵管现象,这样以来不仅浪费了混凝土材料,同时浪费了施工资源,又增加了清理回弹料的资源,从而造成施工成本增加。
(3)刀盘布局的合理性。刀盘设计对提高TBM破岩能力和掘进效率,降低挖掘成本具有重要的作用,是影响TBM掘进性能的决定性因素。刀盘系统需针对具体工程的地质条件和施工要求进行适应性设计,因而破岩过程机理、施工性能预测、刀具受力分析,以及刀具类型、刀盘布局、切削参数与围岩特性之间的相互关系的研究至关重要。刀盘设计最常用的围岩属性是岩石强度(抗压强度、抗拉强度和剪切强度)和研磨性。TBM刀盘布局除主要布置刀具外,还需合理布置铲刀、喷水孔、排渣开口、进人孔等。刀盘布局尤其是刀具布置是优化刀盘设计和掘进机性能的最重要因素。刀盘布局设计主要指满足给定的工程技术和性能约束条件,在有限空间的刀盘上布置各种有效工具,实现高效的掘进性能。如新加坡深层隧道排污系统的克兰芝隧道工程中,由于地质条件的频繁多变,以及挖掘过程中远超过期望的更长距离混合挖掘界面,造成海瑞克公司最初设计的刀盘、刀具磨损严重、停机时间过长,经采取重新修改刀盘布局(增大开口率、扩大刀间距、减小盘刀数量)等措施后,刀具磨损量降低8.5%,机械利用率提高1倍以上。本工程由于围岩特性参数发生较大变化,导致最初设计的刀盘布局,特别是边刀间距、铲刀尺寸、滚刀规格、切削参数等均不能很好适应于实际围岩,致使刀盘变形、开裂,加快磨损速度,不仅增了设备维修成本,而且加大了刀具消耗成本。
(4)掘进参数设置的科学性。根据不同地质情况正确选择掘进参数是保证TBM安全、快速掘进的重要因素,因此作为主司机须更多了解TBM的机、液、电各系统工作原理,据此作出合理的参数选择,并根据岩石的变化情况随机应变,发挥TBM的最佳效率。TBM掘进参数主要有:刀盘转速、刀盘扭矩、电机电流值、推进缸压力、贯入度和推进速度电位器值。围岩特性参数不同,刀盘扭矩和掘进推力值不同,实际达到的掘进速度也不尽相同,TBM主司机应根据扭矩、推力的情况及刀盘振动、皮带出渣等情况科学设置掘进参数。本工程选用的是敞开式TBM,掘进模式只有手动模式,没有自动模式,故TBM主司机的工作经验、对TBM工作原理熟悉程度、综合分析能力等是科学设置掘进参数的基础和前提。本工程使用的TBM出厂设定最大允许推力为25 991 kN,但由于施工过程中刀盘与主驱动连接螺栓持续异常断裂及刀盘背部隔板开裂等原因,实际工作中将刀盘推力上限值设定为18 000 kN。设定刀盘推力上限值,一定程度上缓解了连接螺栓断裂和隔板开裂情况,但降低了掘进速度,加剧了滚刀磨耗,增加了施工成本。
(5)刀具质量的适应性。在刀盘布局合理的前提下,影响刀具耗量的因素主要包括:刀具的几何形状、刀具材质、刀具制造工艺、刀具组装工艺等,以上任何一个因素存在问题,都可定义为刀具质量与地质状况不相适应,从而影响刀具耗量。石家庄铁道大学徐明新教授在《TBM滚刀失效形式及原因分析》中指出:盘形滚刀是TBM专用破岩利器,也是TBM刀盘的关键部件和易损部件。滚刀失效对TBM施工的成本、速度和效率有重大影响。TBM是否可以充分发挥其高效能、低成本的优势,很大程度上取决于刀具的质量以及其是否符合所掘进的隧道。刀具消耗是TBM施工物资消耗的主要组成部分。刀具消耗量一般用耗刀率来表示,即开挖单位体积的岩石所消耗的刀具数量。本工程刀圈消耗量为0.39个/100 m3。根据现场记录,本工程刀具损坏形式和比例见表7。统计数据表明本工程刀具质量与地质状况适应程度较差。
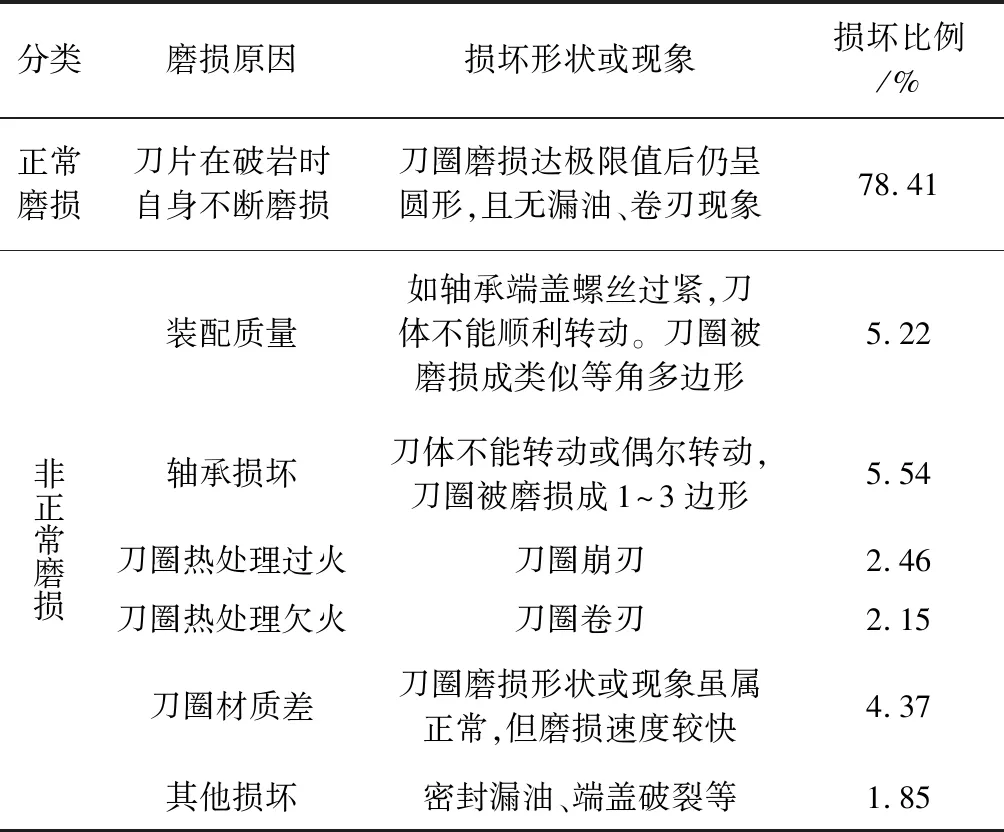
表7 某工程TBM施工刀具损坏形式和比例统计
(6)刀具检查更换的及时性。TBM刀盘每天必须进行冲洗,一方面将黏附在滚刀和铲刀的石粉清理掉,另一方面可以检查刀盘、滚刀及铲刀的磨损程度。由于工程刀具磨损率一直较高,在刀具管理中增加了对刀盘和刀具检查频次,如根据TBM出渣及掘进参数情况,每掘进2~3个行程必须进行刀具磨损值量测,同时查看刀具磨损形状、刀具紧固螺栓是否松动。TBM刀具更换标准没有一个固定的值,需要刀具工根据工作实际情况来判断是否需要更换、何时更换。但一般正常磨损情况下,当边刀刀圈磨损掉10~15 mm左右、面刀和中心双刀磨损掉20~25 mm左右时,就需要对它们进行更换。延迟更换刀具,刀具切削岩石的能力降低,TBM掘进时所需要的扭矩和推力就会增大,加大了TBM液压系统和电机系统的负荷,同时降低了掘进速度;过早更换刀具,一方面不能发挥每一个刀圈应有的效能,另一方面频繁更换刀具将造成时间浪费,影响TBM掘进效率。另外,在出现刀具非正常磨损情况下,如发生刀圈偏磨、崩刃或卷刃、密封漏油等情况,必须及时更换故障刀具,否则会造成相邻刀具受损。
(7)其他原因。TBM施工系统主要由掘进系统、出渣(皮带)系统、支护系统、通信系统、轨道交通系统、供电系统、供排水系统、通风系统等组成,且各系统之间相互制约与依赖,某个系统出现故障,都可能导致TBM停机终止掘进,造成资源浪费,增加施工成本。
5.2 间接成本影响分析
本工程主要因为实际揭露的围岩特性参数与地勘围岩特性参数存在较大差异,导致TBM设计制造性能不能很好适应实际地层,主要表现为刀具消耗明显偏高、刀盘磨损较快并出现背部隔板开裂、刀盘与主轴承连接螺栓持续异常断裂、液压油管经常爆裂等问题,从而影响TBM掘进效率,最终导致工期严重滞后。由于TBM施工系统是一个复杂的系统,掘进效率降低后,除表现为直接成本增加,如人工、材料、TBM及皮带机系统耗量增加外,还造成通风、排水、照明、运输、道路维护等间接成本增加。当然,现场管理成本增加也属于间接成本增加的不可忽视的一部分。另外,由于工期延长,导致与时间有关的各种间接成本增加,如财务费用、保险费用等。
6 TBM施工成本控制建议
施工企业项目成本控制贯穿项目从投标阶段开始至项目缺陷责任期结束的全过程,是施工企业项目管理的重要环节,是评价施工企业管理水平的关键指标,是施工企业进行市场竞争的重要筹码,是施工企业获得利润的主要途径。由于工程参建各方所服务的主体不同,故成本控制的侧重点也不尽相同。但承包商施工成本控制往往需要其他参建单位提供良好条件,特别是TBM施工项目,承包商成本控制仅靠自身管理显然不够,需工程参建各方共同努力,才能实现良好的成本控制效果。
6.1 确保招标阶段发包人地勘资料的详实性
隧道掘进机(TBM)的设计制造及使用效率(工作条件或称工作效率)与隧道围岩的地质因素密切相关,这是国内外同行的共识。TBM设计制造是依据建设单位提供的地勘资料和一些具体的要求而量身定制,详实准确的地勘资料是实现TBM施工成本控制的前提。除本工程外,国内青海“引大济湟工程”、甘肃的“引洮工程”、陕西的“引红济石工程”等都出现了由于工程地质问题而制约了TBM施工进度,从而增加了承包商施工成本。正是因为TBM对围岩的挑剔和敏感性,建议计划使用TBM施工的工程,首先必须加强前期地质勘探工作,弄清洞线范围内围岩的基本物理指标,并根据地勘资料进行科学的模拟实验,确定TBM选型及TBM性能设计,确定合理的TBM预算工期及预算成本。
6.2 发扬制造阶段供货商的工匠精神
随着科学技术的进步与发展,每台TBM的设计制造都可能引进先进技术和先进工艺,但先进的技术和工艺并不代表着成熟和规范,故TBM设计制造过程中仍存在不确定因素。TBM性能能否满足施工需要,只有在现场组装完成并投入使用后才能得到验证。TBM设计制造过程与工程项目类似,都具有“一次性过程”特性,且设计制造周期较长,价格昂贵,对工程进度和投资影响很大,这不仅是设备制造商风险,也是工程发包人的风险。TBM不同于一般商品,当各项性能指标不满足工程要求时,设备不能更换,或者更换会带来工期、经济和社会效益方面的巨大损失。因此,为有效控制TBM设计制造过程中的不确定因素,建议选择技术先进、工艺成熟、实力雄厚、信誉良好、管理完善的优秀企业,这样不仅控制了发包人和制造商的风险,同时也为承包人TBM施工成本控制提供了可靠的基础。
6.3 发挥监造阶段潜在承包商主观能动性
由于TBM的设计制造必须依赖于工程地质条件,同时又要满足工程设计要求。这种情况下,设备的定制者往往是工程发包人,但设备的最终使用者却往往是工程承包人。为了有效控制TBM的设备制造、工厂组装、整机调试过程的质量、进度和投资,各方都意识到TBM制造监造的必要性和重要性。由于TBM在设计制造方面的特殊性以及使用者和定制者的差别性,使得TBM监造工作充满矛盾。为了统一观点,减少矛盾,有效利用资源,建议TBM监造责任仍由工程发包人承担,监造小组成员可从所有潜在承包商资源库中选择,这样的监造模式既可保护工程发包人的利益,也可兼顾工程承包人的利益。
6.4 挖掘施工阶段承包商的管理潜力
成本控制的目的是合理使用财力、人力、物力,降低成本,增加收益。项目成本控制一般遵循全面控制原则、目标控制原则、动态控制原则、开源与节流相结合原则、责权利相结合原则。项目成本控制的方法很多,但不同的成本控制阶段,需根据成本控制程序制定相适应的控制方法。总之,项目管理者在成本控制过程中采取科学并且适用的方法,对工程施工中所消耗的各种资源和费用开支进行指导、调节、监督和限制,并及时纠偏,把各项费用的实际发生额控制在计划范围之内,以保障成本目标的实现,创造更多的经济效益和社会效益。施工成本控制的主角仍然是承包商,建议承包商在组建项目部时,一定要根据项目特点,选择合适人员对项目进行管理。
