一种一水碱结晶器制作安装工艺
2019-06-12
中化二建集团有限公司 山西太原 030021
1 项目简介
在世界天然碱加工工艺中,碳酸化工艺主要适用于高盐卤、无法采用蒸发工艺的项目,该工艺得到的是轻质纯碱,还必须再采用固相水合、液相水合或挤压工艺才能得到重质纯碱。而土耳其卡赞碱加工项目一水碱结晶工段可直接从卤水中分离出重质纯碱,在纯碱加工工艺中达到了最先进的能耗水平。目前该技术已完成大规模中试和工业化示范。
土耳其卡赞碱加工项目采用湿分解一水碱工艺生产重质纯碱。一水碱结晶工段共分为5个系列,每个系列共17台设备,每个系列均以一水碱结晶器为中心配有加热器、循环泵和离心压缩机,其中一水碱结晶器为Swenson机械压缩式热泵蒸发结晶器。需要安装的一水碱结晶器设备共5台,单台容积为1458m3,规格为10800/5000×35000mm,设备材料为Q345B,设备内件材料为316L。一水碱结晶器上部为蒸发室,内有裙式档板和导流筒,下部为淘析腿,中间锥体部分为沉降区。设备分3段制作,其中上半段重83t,中间段重134t,淘析腿重9t,总重226t。设备制作所用材料厚度最大为40mm,内件制作和装入需有专用安装工具和吊车配合,安装于21.2m平面的钢管混凝土基础上。该一水碱结晶器安装程序繁多,安装要求极为严格,其中涉及钢板卷制、下椎体制作、壳体制作和安装的水平度和垂直度控制、塔内件制作安装、封头对中和设备吊装时各项工序的控制,以及对于埋弧焊焊接技术和限制空间内协同作业等先进工装和关键技术的应用。
2 施工工艺流程及操作要点
2.1 施工工艺流程
施工工艺流程:原材料检验→筒体预制→筒体分段焊接→焊接质量检验→基础验收→设备分段吊装组对。
2.2 原材料检验
设备预制的材料必须符合设计要求,还要确认并收集整理有关技术证件。钢板应进行外观检查,表面不得有气孔、裂纹、拉裂、夹渣、折痕、夹层等,钢板边缘不得有重皮,表面锈蚀深度不得超过0.5mm。材料进场后必须按产品技术要求分类保管,不得与其他材料混放,还要按设计及规范要求检查核对材料质量证明书与材料标记的炉号、批号、材质、规格等是否相符。对奥氏体不锈钢开平板,要按炉号复检化学成分,按批号复检力学性能。
2.3 焊接材料
焊接材料必须具有出厂质量材质证明及合格证书,并报总包和业主检验、验收合格后,方可开始使用。详见表1。
焊条直径应按焊接接头板厚和焊接设备性能综合选定,并符合《承压设备用焊接材料订货技术条件》NB-T47018规定。

表1 焊接材料选用
2.4 一水碱结晶器制作
一水碱结晶器制作方案原则:考虑在稳定运输的前提下,根据现场情况,最大模块化预制,决定将直径为2.75m的淘析腿在预制场预制,上半段、中间段在一水碱结晶器工段附近就近预制。
2.4.1 筒体材料预制
(1)根据制造工艺确定加工余量,确保受压原件成型后实际厚度不小于设计图样标注的最小厚度。
(2)不锈钢材料的切割与坡口的加工宜采用等离子切割或机械加工方法,碳钢材料的切割与坡口的加工宜采用机械加工,也可用火焰切割加工。切割完毕后清除表面熔渣和影响制造质量的表面层。
(3)制造中避免材料表面的机械损伤,对于尖锐伤害及不锈钢表面耐腐蚀层的局部伤痕、壳槽等缺陷应予以修磨,修磨斜度最大为1∶3,修磨深度不大于该部位钢材厚度的5%,且不大于2mm,否则应补焊。
(4)坡口表面不得有裂纹、分层、夹杂等缺陷。施焊前,应清除坡口及两侧母材表面至少20mm的氧化层、污垢、熔渣及其他有害杂质。
2.4.2 下椎体的制作
一水碱结晶器下椎体的施工方法:1200工段附近预制5台结晶器下椎体大径两带板,预制场预制5台结晶器下椎体小径三带板;预制完成后,用100t汽车吊主吊、40t汽车吊配合将下椎体分段翻转。详见图1。
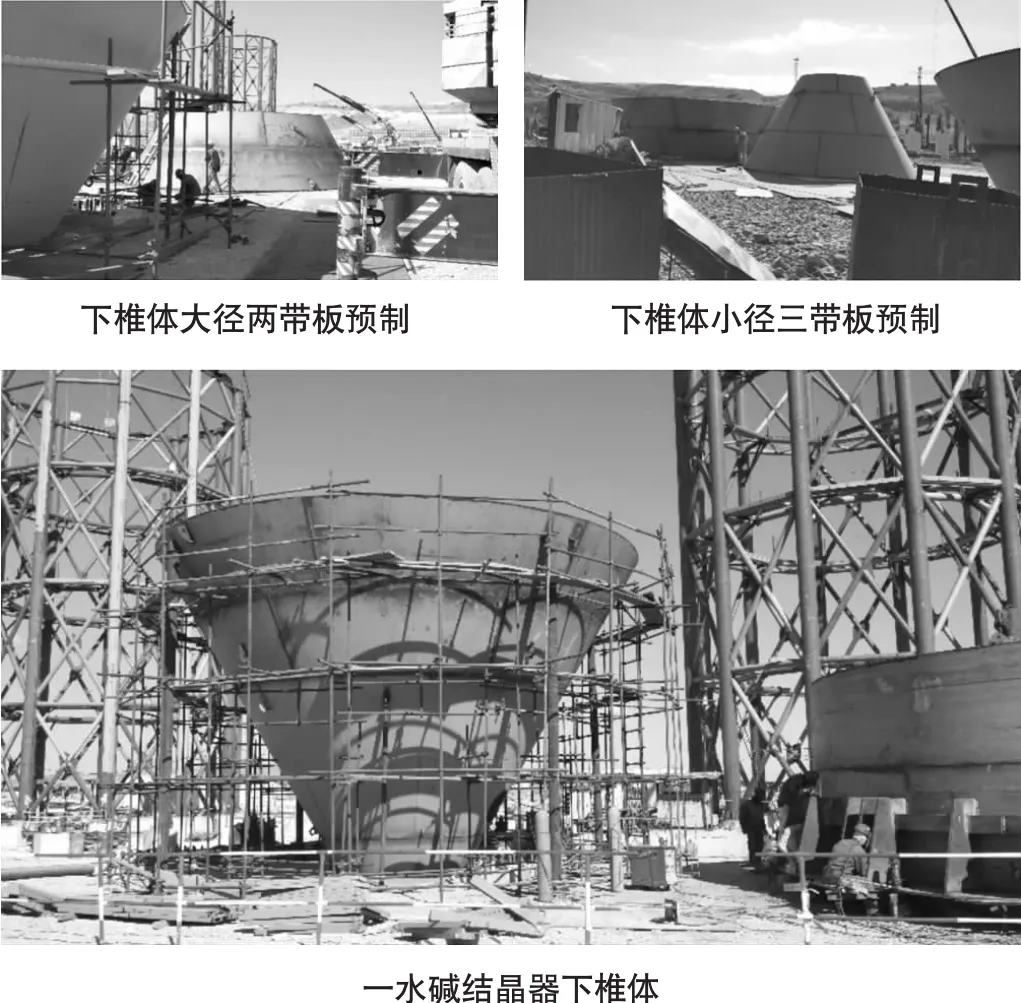
图1 一水碱结晶器下椎体的制作施工图
2.4.3 本体分段制作
(1)因一水碱结晶器本体过大,所以在结晶器支架附近分段制作。其上半段包含椭圆封头、小筒体、锥形封头、大筒体三带板(大筒体共五带板)及外加强圈等(重约82t);中间段包含大筒体下锥形封头、大筒体两带板、刚性环支座、T型钢加强圈两圈、内件导流筒及固定挡板支架等(重约134t);C段包含淘析腿筒体及内件带孔环形钢板、外加强圈(重约9t)。
(2)因设备预制厂区过小,而设备直径过大,还需预留600t履带吊吊车行走路线,所以要考虑合理规划利用预制厂区。
(3)由于分段设备高度均在6m以上,需考虑脚手架搭设,但因场地有限,所以考虑用随拆随用的承插式圆盘式脚手架搭设。
(4)下椎体和大筒体两层壁板(含设备裙座和内件)部分重量较重(约134t),所以制作中需从下到上先制作下椎体小径部分,再从下到上依此组对。
(5)因淘析腿与下椎体为承插连接,所以设备预制时需考虑承插余量。
(6)设备安装标高为21.2m,且设备支架仅为21.2m以下的钢管混凝土支撑。高空作业效率低,危险系数大,所以导流筒、裙式挡板等内件和设备附件需在地面预制安装。
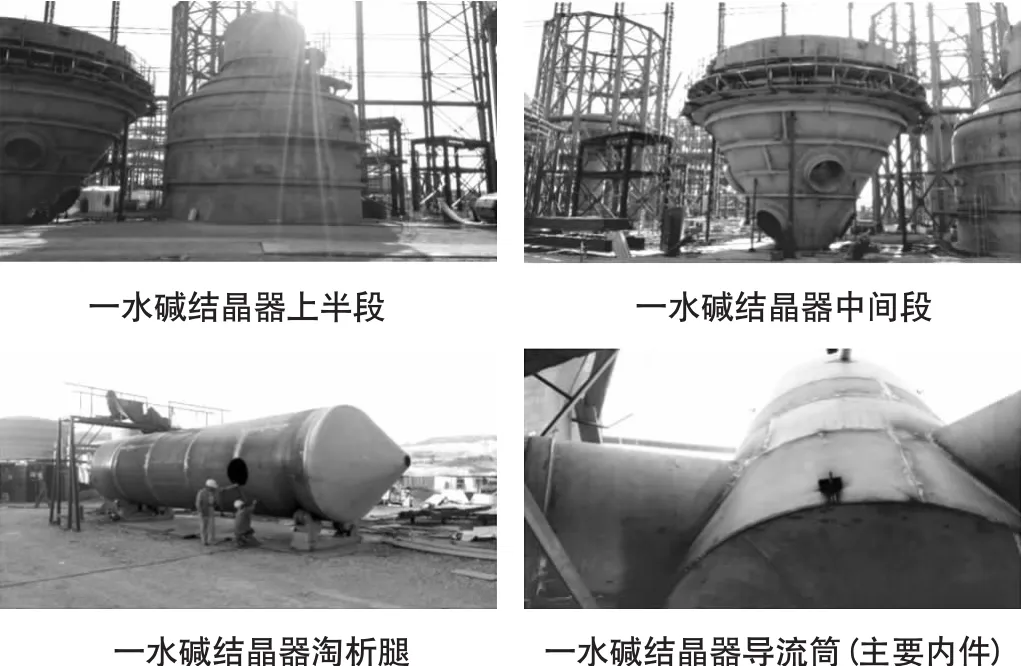
图2 为一水碱结晶器分段操作施工现场图
2.5 埋弧焊实施方法及工艺参数的选择
2.5.1 焊前准备
(1)坡口形式及加工。同其他焊接方法相比,埋弧焊接母材稀释率较大,母材成分对焊缝性能影响较大。依据单丝埋弧焊使用电流范围,当板厚小于14mm时,可以不开坡口,装配时留有一定间隙:板厚为14~22mm时一般开V形坡口;板厚22~50mm时开X形坡口。对于压力容器,通常采用U形或双U形坡口,以确保底层熔透和消除夹渣。
(2)焊件的清理。坡口内往往有水锈或夹杂铁末,点焊后放置时间较长而受潮发生氧化等使焊接时容易产生气孔,因此焊前需进行手工除锈。
(3)焊丝的清理和焊剂的烘干。焊接前,必须将焊丝表面的油污、铁锈等污物清除干净。为防止氢侵入焊缝,对焊剂必须严格烘干,而且要求烘干后立即使用。HJ431焊剂要求在250℃下烘干2h。
2.5.2 焊接方法
采用焊条电弧焊封底双面焊法焊接,即先用焊条电弧焊从背面仰焊封底,再用埋弧焊焊接正面的焊缝。封底层的厚度需在6mm以上,焊接后还要打磨或刨削接头根部,以保证在无缺陷的清洁金属上熔敷第一道正面埋弧焊缝。
2.5.3 焊接材料的选用
一水碱结晶器筒体材料选用Q345B,焊丝选用H10MnA,焊剂选用HJ431。
2.5.4 焊接工艺参数
具体焊接工艺参数见表2和表3。图3 为自动焊操作现场施工图。
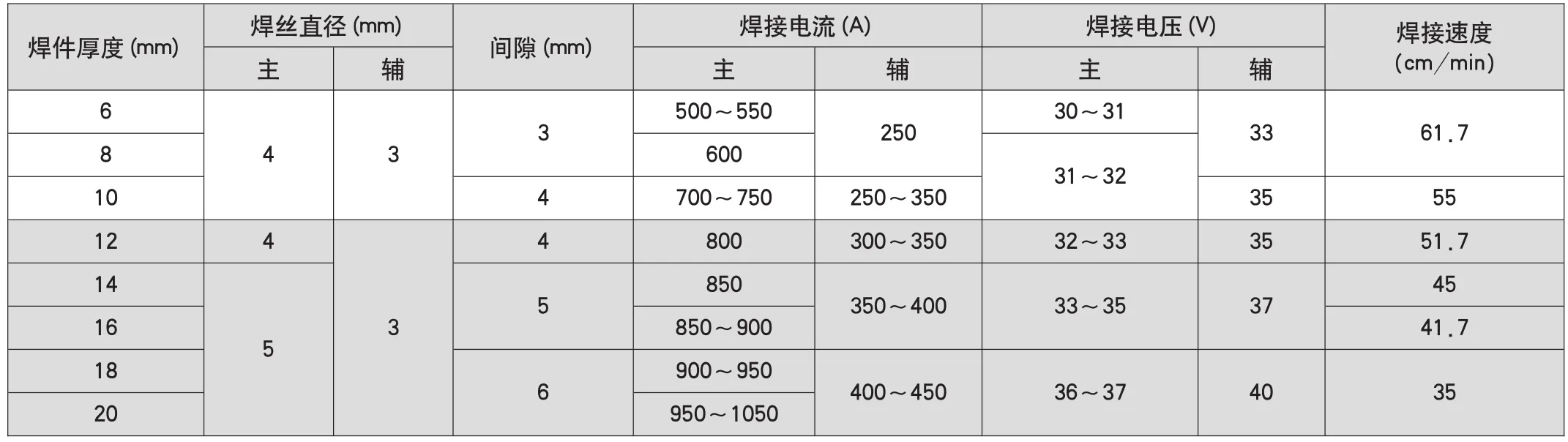
表2 双丝埋弧焊单面焊双面成形的焊接参数
2.6 一水碱结晶器的吊装
2.6.1 设备安装次序
(1)淘析腿直径较小(2.75m),重量较轻(约9t),将其提前吊装到结晶器支架里面并固定牢固,待上半段、中间段组对完成后用倒链进行组对安装。
(2)下椎体和大筒体两层壁板(含设备裙座和内件)及设备剩余部分采用600t履带吊吊装,因需在25m处进行空中组对,吊装前需在大筒体壁板下端约2.5m处组建临时平台,以方便设备组对焊接。
由于该工艺结晶器制作安装时设备质量大、直径大、预制区域狭小等,因此在安装一水碱结晶器分段设备的过程中各个工序密切联系且互相影响。为缩短工期,使各工序的施工互不影响,本项目在实践中总结经验,对一水碱结晶器设备的安装总结出以下安装次序:结晶器各部件定点制作→淘析腿吊装→结晶器中间段吊装(含临时平台)→结晶器上半段吊装→结晶器上半段、中间段组对→结晶器中间段、淘析腿组对。
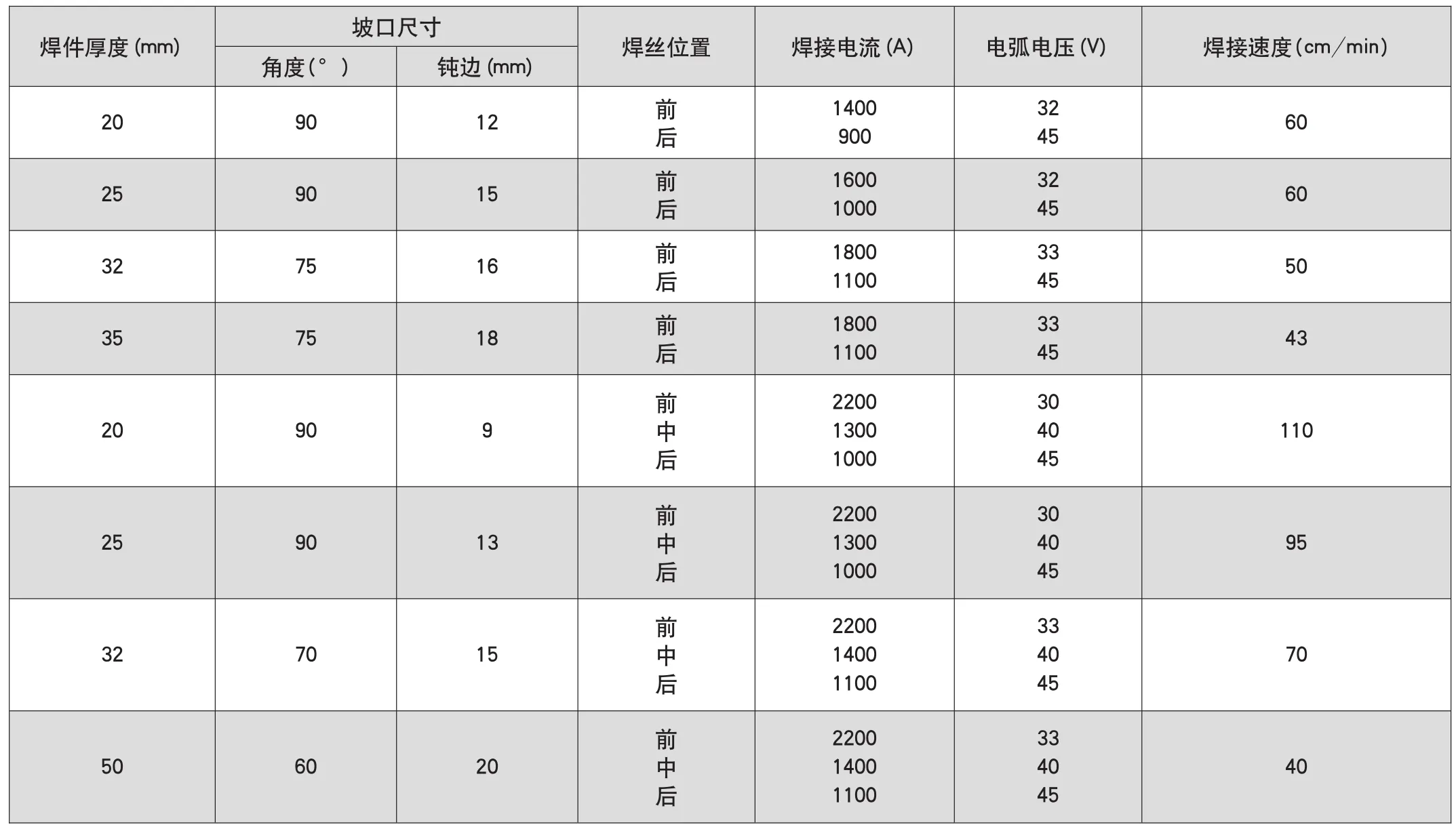
表3 双丝和三丝埋弧焊单面焊的焊接参数

图3 自动焊操作施工现场
由于一水碱结晶器支撑为钢管混凝土支撑,安装标高为21.2m,所以一水碱结晶器分段设备安装全部采用600t履带吊吊装。
2.6.2 中间段吊装工艺流程
一水碱结晶器中间段吊装工艺流程如下:中间段指定地点制作安装完成;600t履带吊车行驶到中间段起吊位置,起吊半径为15.5m,在设备起吊位置和吊车中心连线的延长线上预先放置超起配重250t;设置吊装索具:600t吊车吊钩下方用4根18m规格为6×37-70的钢丝绳,通过(S6)BW550KN—2.1/2型卸扣连接于一水碱结晶器中间段吊耳部位,设备两端各绑一根足够长的溜绳;检查一水碱结晶器中间段有无妨碍吊装的障碍物,若有障碍物需及时清理;确认无妨碍吊装的障碍物后,现场进行联合检查,完成吊装前各项程序;然后600t履带吊车连接超起配重后起升吊钩,使一水碱结晶器中间段离地面0.2m左右,观察吊车和索具的受力情况,检查吊车地基情况,确认无异常情况后开始正式吊装;600t履带吊车缓慢起钩趴杆,使主臂作业半径调整为30m,再继续抬升一水碱结晶器中间段;600t履带吊车起升设备,使一水碱结晶器底部比一水碱结晶器支架顶部高出0.5m左右时,逆时针转动主臂,使一水碱结晶器中间段位于设备支架正上方;600t履带吊缓慢回钩,离一水碱结晶器基础0.2m时确认并调整设备方位,然后缓慢回钩,使一水碱结晶器中间段顺利就位;一水碱结晶器中间段就位后,600t履带吊车回钩并脱离超起配重,将吊装绳索脱离吊耳,完成一水碱结晶器中间段的吊装。
中间段吊装完毕后,在同一位置吊装一水碱结晶器上半段。详见图4。
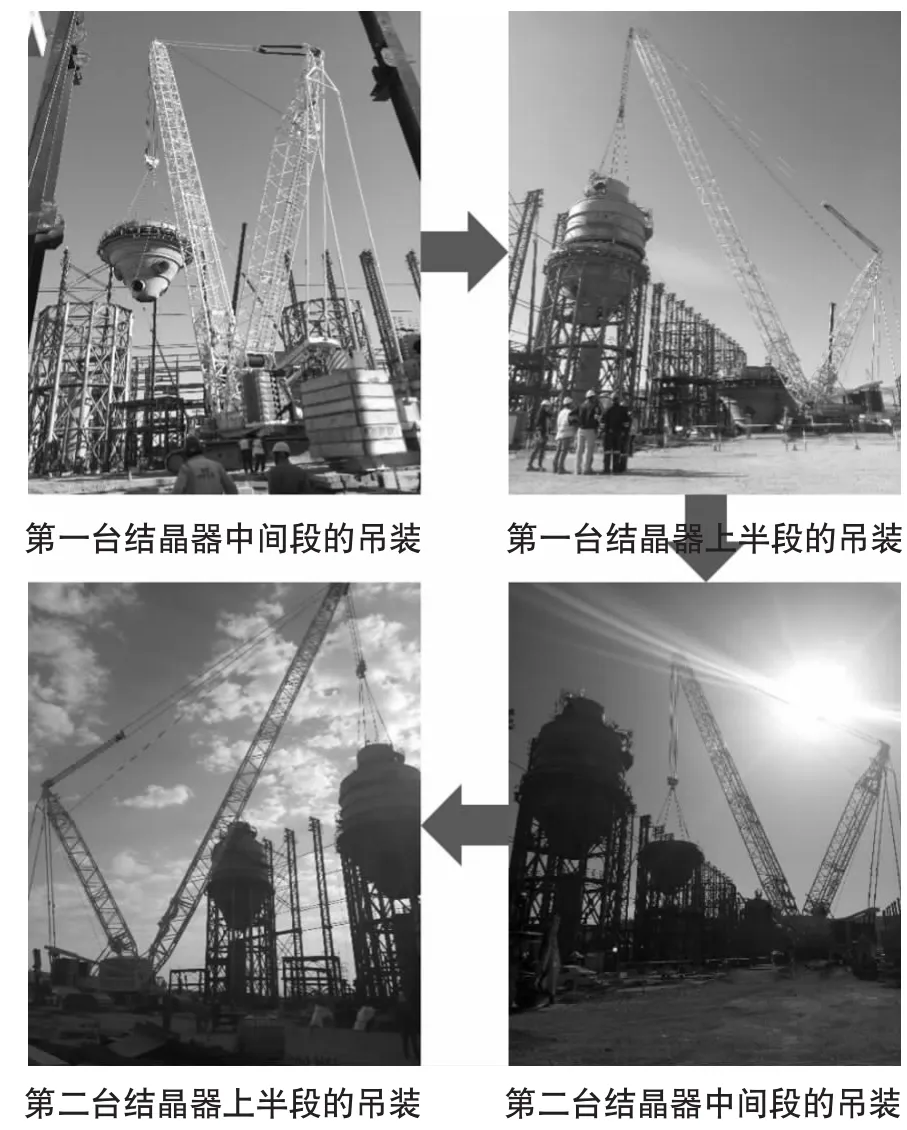
图4 一水碱结晶器中间段和上半段吊装施工现场
3 工艺优势及应用前景
3.1 工艺优势
(1)结晶器下椎体厚度较厚,重量较重,需吊车配合作业。对已下料完成的钢板两两焊接卷制,可大大缩短卷制所用时间。
(2)结晶器设备本体质量重,直径大。结晶器预制区域设置在结晶器安装区域旁,5台结晶器同时开始预制,可避免二次倒运费。
(3)结晶器中间段下椎体(高6.94m)预制段共5段(板厚较厚,需开X型坡口焊接),且下径小上径大。焊接时小口径向上分别组对小径段三段和大径段两段,再翻转预制段并组对焊接。以上操作可避免下椎体自下而上组对焊接的困难,减少空中组对的时间。
(4)结晶器中间段预制时,需搭设脚手架。采用安装拆卸简单的盘扣式脚手架搭设,可节约人力资源,提高效率。
(5)合理规划预制场地,使一水碱结晶器安装时履带吊可在一个点分别吊装2台结晶器,从而节约人工时,提高效率。
3.2 推广应用前景
本技术主要适用于现场一水碱结晶器及TDB型蒸发结晶器设备的制作及安装,同时也可应用于现场大型设备制造的制造和安装。施工中将大型设备在安装位置附近制作,并通过合理规划制作场地,采用先进的制作工艺降低了工程成本,为类似工程施工积累了丰富的经验。
