硬脂酸表面改性对PLZT压电陶瓷粉末注射成型性能的影响
2019-06-10吴盾秦帅刘春林方必军曹峥成骏峰
吴盾, 秦帅, 刘春林, 方必军,3, 曹峥,2, 成骏峰
硬脂酸表面改性对PLZT压电陶瓷粉末注射成型性能的影响
吴盾1, 秦帅1, 刘春林4, 方必军1,3, 曹峥1,2, 成骏峰1
(1. 常州大学 材料科学与工程学院, 常州 213164; 2. 江苏省环境友好高分子材料重点实验室, 常州 213164; 3. 江苏省光伏科学与工程协同创新中心, 常州 213164; 4. 常州大学 怀德学院, 靖江 214500)
以硬脂酸为粉末改性剂, 聚乙二醇/聚乙烯醇缩丁醛/聚甲醛(PEG/PVB/POM)为粘结剂体系制备锆钛酸铅镧(PLZT)粉末注射成形喂料, 并通过先水脱脂后烧结的工艺制备了PLZT压电陶瓷。研究了硬脂酸用量对粉末特性、喂料黏度、水脱脂率以及坯体强度的影响, 并对烧结后陶瓷的微观形貌与电性能进行对比与分析。结果表明:硬脂酸通过湿法改性成功包覆于PLZT粉体表面, 硬脂酸改性打破了粉末间的团聚, 且当硬脂酸包覆量为2wt%时, 喂料具有较低的剪切黏度及较高的坯体弯曲强度。但过量改性反而使得喂料黏度上升, 坯体弯曲强度下降。改性后的粉体在坯体内分散均匀, 烧结后的陶瓷晶粒生长完善, 具有更大的烧结致密度。与未改性的PLZT陶瓷相比, 在2 kV/mm极化电压下, 2wt%硬脂酸改性的PLZT的压电常数33由638pC/N提高为682pC/N。
硬脂酸; 粉末改性; PLZT; 注射成型; 压电性能
PLZT是在PZT陶瓷基础上掺杂La元素而获得的压电陶瓷, 其压电常数、机电耦合系数与介电性能均得以提升, 在传感、储能、光电等诸多领域应用广泛[1–3]。不同于金属及高分子材料, 陶瓷材料的天然脆性使其难以后续加工, 因而人们开发了多种方法用以制备异型陶瓷。Yang等[4]结合了激光刻蚀和凝胶注模成型技术, 开发了一种新型复杂形状Al2O3陶瓷部件的制备方法; Chen等[5]借助3D打印制备了用于能量聚焦和超声波感测的压电元件。但上述方法普遍造价高昂, 生产效率很低。
陶瓷注射成型(CIM)是一种高效精密加工技术, 具有形状自由度高、生产快速、结构组织均匀等优点。迄今为止, CIM已能制备Al2O3、ZrO2、SiC等诸多高附加值陶瓷材料[6–9], 但关于压电陶瓷粉末注射成型的研究鲜有报道。Han等[10–11]使用蜡基粘结剂体系、通过CIM法制备了多种功能用压电陶瓷器件, 验证了CIM制备压电陶瓷的可行性。针对亚微米粉末在注射成型过程中存在固含量低、粉末团聚等缺陷, 已有大量文献研究了各种表面活性剂预处理粉末及其对后续性能的影响[12–13]。Hu等[14]使用硬脂酸对Al2O3粉进行表面亲油处理, 提高了烧结陶瓷的致密度与透光率; Liu等[15]通过钛酸酯偶联剂包覆, 使得ZrO2最佳烧结温度降低了100 ℃。表面活性剂可充当聚合物和陶瓷粉之间的桥梁, 改善粉体在粘合剂中的分散, 进而改善喂料各组分间的界面相容性[16]。
刘春林等[17]选用PEG/PVB/POM作为环保型粘结剂体系制备了PLZT压电陶瓷, 其压电性能优于传统干压法PLZT。本研究以此为基础, 使用硬脂酸对粉体进行包覆处理, 有望打破粉末团聚并显著降低喂料的剪切黏度, 对烧结陶瓷的致密度亦可有所提高。此外还对比了改性前后PLZT陶瓷的电性能, 从而全面分析硬脂酸改性对PLZT粉末注射成型性能的影响。
1 实验方法
1.1 实验原料
Pb3O4(99%), La2O3(99%), ZrO2(99%), TiO2(99.97%)和Nb2O5(99%)作为粉末原料, 上海阿拉丁试剂有限公司; 硬脂酸(SA), 上海凌峰试剂公司; 粘结剂体系为:聚乙二醇(PEG), 分子量1500, 上海阿拉丁试剂有限公司, 聚乙烯吡咯烷酮(PVB), 航空级, 国药集团试剂有限公司, 聚甲醛(POM), 日本旭化成株式会社。
1.2 样品的制备
实验使用的压电陶瓷组分为Pb0.91La0.06(Zr0.58Ti0.42)0.975Nb0.02O3。所有氧化物原料在称量前充分干燥, 按化学计量比混合均匀, 于850 ℃下煅烧2h制得PLZT压电陶瓷粉末, 球磨过筛。将PLZT粉末分散于无水乙醇中, 分别加入粉末质量1%、2%、3%的硬脂酸, 在60℃下搅拌反应2h, 烘干后制得改性PLZT粉末。将改性后粉末与各粘结剂在密炼机中混合均匀, 完成喂料制备, 密炼温度180 ℃, 使用的粘结剂配方为(PEG) :(PVB) :(POM)=6 : 2 : 2, 固含量53%。喂料冷却后破碎, 经注射成型制备成15mm×2mm的圆片形生坯, 在40 ℃去离子水中浸泡, 完成第一步脱脂, 得到水脱脂坯。之后烧结至指定温度, 完成压电陶瓷的制备。
1.3 测试与表征
注射生坯浸没于去离子水中, 恒温40 ℃, 每隔1h取出烘干并称重, 由脱脂前后生坯质量损失除以生坯中PEG质量计算得脱脂率。使用日本JEOL公司JSM-6510型扫描电镜观察生坯、脱脂坯及烧结陶瓷的表面形貌。喂料的剪切黏度由Anton Paar公司MCR301型旋转流变仪测得, 测试温度为180 ℃。使用日本Rigaku 公司D/max-2500/PC型X射线衍射仪测压电陶瓷的晶型结构, 扫描范围为2=10°~80°。电陶瓷双面抛光后涂高温银浆, 550 ℃烧结2h制成银电极, 用以测试电学性能。陶瓷的介电性能通过TH2818自动元件分析仪(常州通辉电子有限公司)进行测量。电滞回线用Radiant Precision Premier LC铁电材料测试系统(Radiant Technologies Inc., USA)测试, 将压电陶瓷浸没于硅油中, 常温极化10 min, 极化电压从0.5kV/mm逐渐增加至2kV/mm, 间隔为0.5kV/mm, 使用ZJ-6A Berlincourt型准静态33/31测试仪(中国科学院声学研究所)测试压电常数33。
2 结果与讨论
2.1 硬脂酸改性对粉末及喂料性能的影响
图1为硬脂酸与粉末改性前后的红外谱图。PLZT粉末在3400cm-1处的吸收峰表明其表面具有多羟基结构, 而硬脂酸由于存在羧酸在1703cm-1处出现强的C=O吸收峰;羧酸能与粉末表面的羟基发生Lewis酸碱反应, 生成酯键而包覆于粉末表面, 其吸收峰也变为1724cm-1。改性后的粉末还在2874~2942cm-1出现了硬脂酸长碳链的特征吸收峰。上述结果均表明硬脂酸已吸附于粉末表面。图2为硬脂酸改性前后PLZT粉末的SEM照片, 由图可见, 未改性粉末表面光滑, 改性后的粉末表面形成了涂层状结构, 进一步佐证了硬脂酸已经包覆于粉体表面。
喂料黏度是粉末注射成型中所需考量的重要性能之一。由图3可知, 所有喂料的黏度均随剪切速率的增加而降低, 呈现典型的假塑性流体特性, 适合注射成型。改性后粉末的喂料黏度显著下降, 这是由于粉末表面的硬脂酸包覆层具有润滑作用, 提高了喂料整体的流动性。但喂料黏度并非随包覆量的增加而单调递减, 包覆量为2wt%时黏度达到最小, 过量包覆反而使黏度增大。这是因为多余的硬脂酸会吸附在第一层表面, 使粉末相互吸引并减少颗粒的移动空间, 进而使黏度增大[18]。图4显示了硬脂酸用量对生坯及水脱脂坯强度的影响。硬脂酸改性使得坯体强度显著提高, 在包覆量为2wt%时达到最大值。这是因为粉末表面的硬脂酸涂层与以POM和PVB为主的骨架粘结剂有更强的粘结效果, 这也是水脱脂后坯体依然具有高强度的原因。但过厚的包覆层会在受力时从粉体表面剥离, 反而导致坯体强度下降。
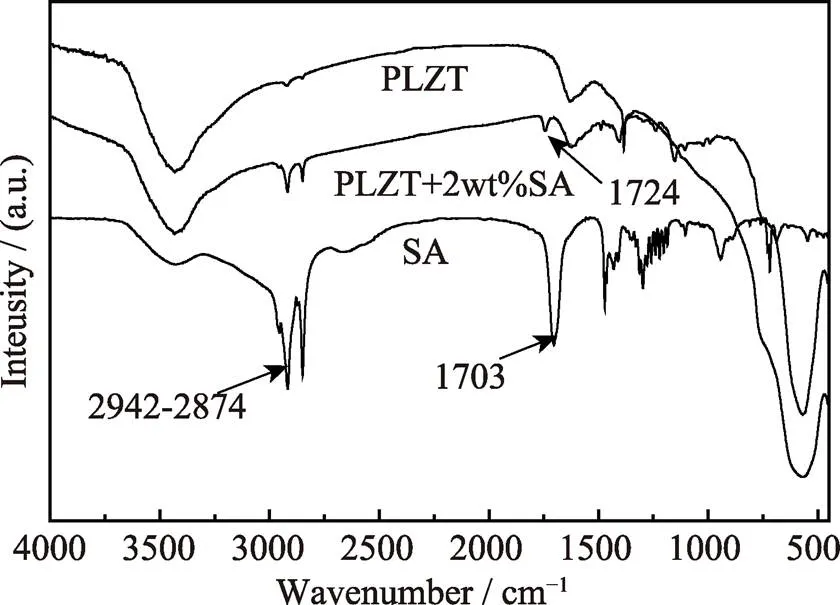
图1 硬脂酸与粉末改性前后的红外谱图
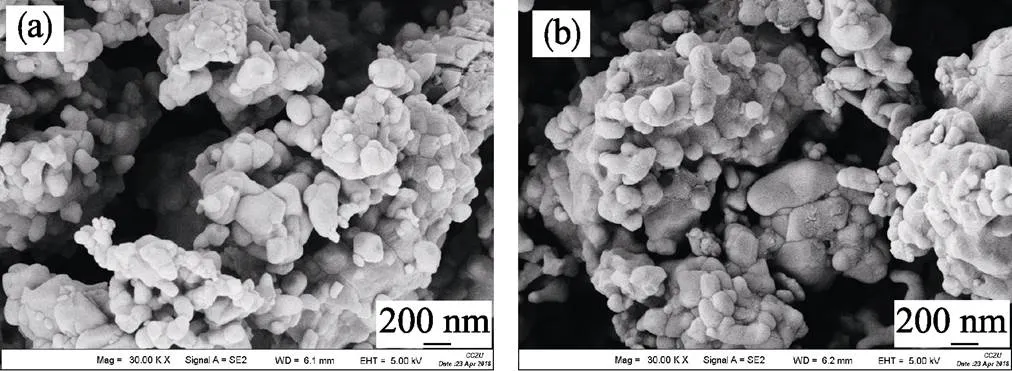
图2 PLZT粉末改性前(a)和后(b)的SEM照片
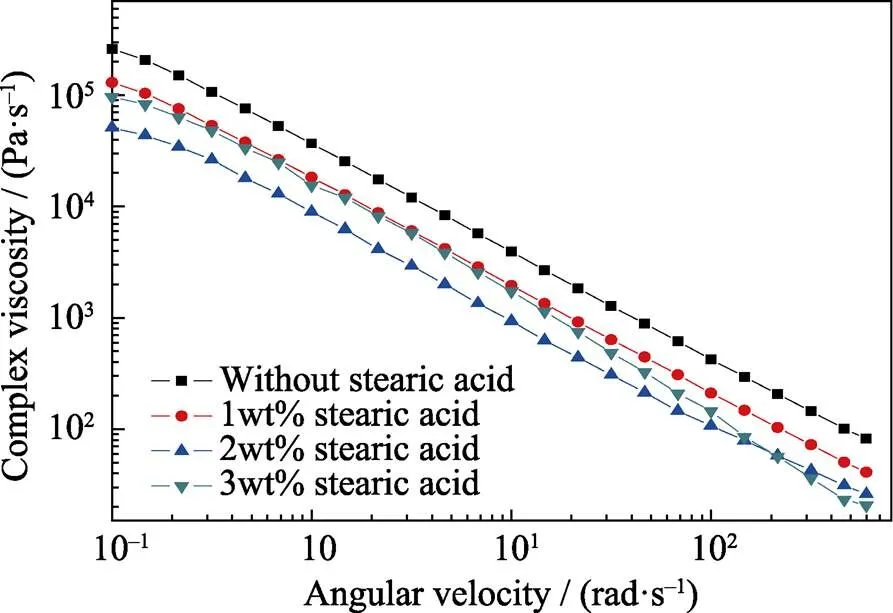
图3 不同硬脂酸用量喂料的流变性能

图4 生坯及水脱脂坯的弯曲强度
水脱脂过程示意图如图5所示:水分子由表及里渗入生坯内部, 在内外浓度差作用下将PEG溶解并逐步带出坯体, 而保型树脂PVB/POM则继续维持坯体形状[19]。图6为不同硬脂酸用量的水脱脂速率图, 此粘结剂体系水脱脂效率极高, 去离子水中浸泡3 h便达到了高于80%的PEG脱除率。改性后喂料的脱脂速率无显著变化, 而硬脂酸包覆量为3wt%时, 脱脂率有所下降。这可能是因为粉末表面过多的疏水包覆层阻碍水分子进入生坯内部, 导致坯体内的PEG难以脱除。

图5 水脱脂过程示意图
图7为改性前后(2wt%硬脂酸)生坯及水脱脂坯的表面形貌照片。从图7(a~b)可见, 硬脂酸改性使得粉末分散均匀性得以提高。由图7(c)可以发现, 未改性坯体出现粉末团聚与粘结剂偏析现象(已在图中圈出), 这将阻碍喂料的流动性并导致陶瓷烧结缺陷。改性后粉末无明显团聚, 粉末外层被粘结剂紧密包裹, 证实硬脂酸改性提高了粉末与粘结剂的界面相容效果。
2.2 硬脂酸改性对烧结陶瓷性能的影响
由上述分析知硬脂酸用量在2wt%时喂料性能最佳, 故选用2wt%硬脂酸改性前后的PLZT作为对比, 更深度地表征包覆改性对陶瓷性能的影响。图8为硬脂酸改性前后PLZT压电陶瓷的XRD图谱, 其衍射峰与JCPDS46-0504标准物质衍射峰(四方相PLZT)的数量和位置完全一致, 表明两者均呈现钙钛矿结构。未改性PLZT陶瓷在2=28°左右处出现少量杂峰, 可能是铅挥发后生成的焦绿石杂相; 而改性后PLZT不存在杂峰。究其原因可能是改性后PLZT的烧结流动性和烧结活性得以提高, 导致烧结充分, 导致杂质相减少。
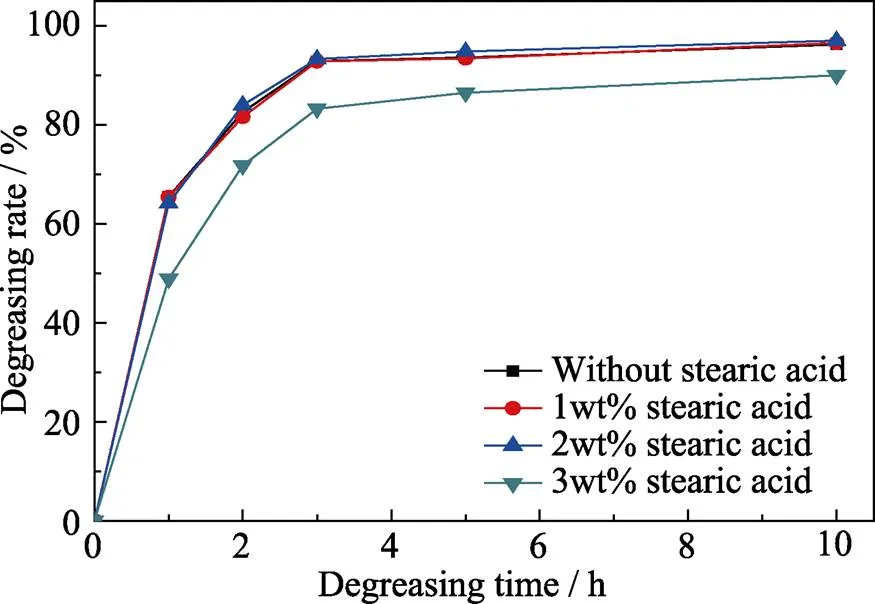
图6 脱脂率随脱脂时间的变化曲线

图7 水脱脂前后坯体表面SEM照片
图9为未改性及改性后PLZT于不同温度烧结后的表面SEM照片, 由图可见, 改性后PLZT压电陶瓷晶粒生长更完全, 1200℃烧结就可以获得高烧结致密度, 而未改性PLZT则仍存在大量孔隙。各温度烧结陶瓷的孔隙率与密度由表1列出。此三种烧结温度分别对应于陶瓷致密化过程的三个阶段, 即颗粒重排、气孔排出和晶粒长大。若要制备高致密陶瓷, 则需在晶粒长大前将气孔排除, 否则这些气孔将永久保留于陶瓷内而形成内孔。硬脂酸改性提高了粉末的表面活性, 促进烧结时的颗粒重排, 并使气孔排出先于晶粒生长发生, 故而硬脂酸改性后陶瓷的致密度得以提高[20]。
图10为PLZT压电陶瓷在100Hz下的介电常数与介电损耗图, 随着温度升高, 压电陶瓷的介电常数呈现先升高后下降的趋势, 于居里温度点处达到极大值, 此处对应发生铁电-顺电相转变。相比于未改性PLZT, 改性后陶瓷的介电常数有明显提高, 主要归因于陶瓷致密度的提高。改性后PLZT压电陶瓷的密度更大, 气孔率低, 相比于陶瓷晶粒, 通常认为气孔具有更低的介电性能[21], 因而改性后PLZT压电陶瓷的介电性能提高。介电损耗的增加是由于畴壁运动所致, 这表明硬脂酸改性后PLZT压电陶瓷的电畴更易于发生转变, 有利于极化从而提高压电性能。

图8 改性和未改性PLZT的XRD图谱
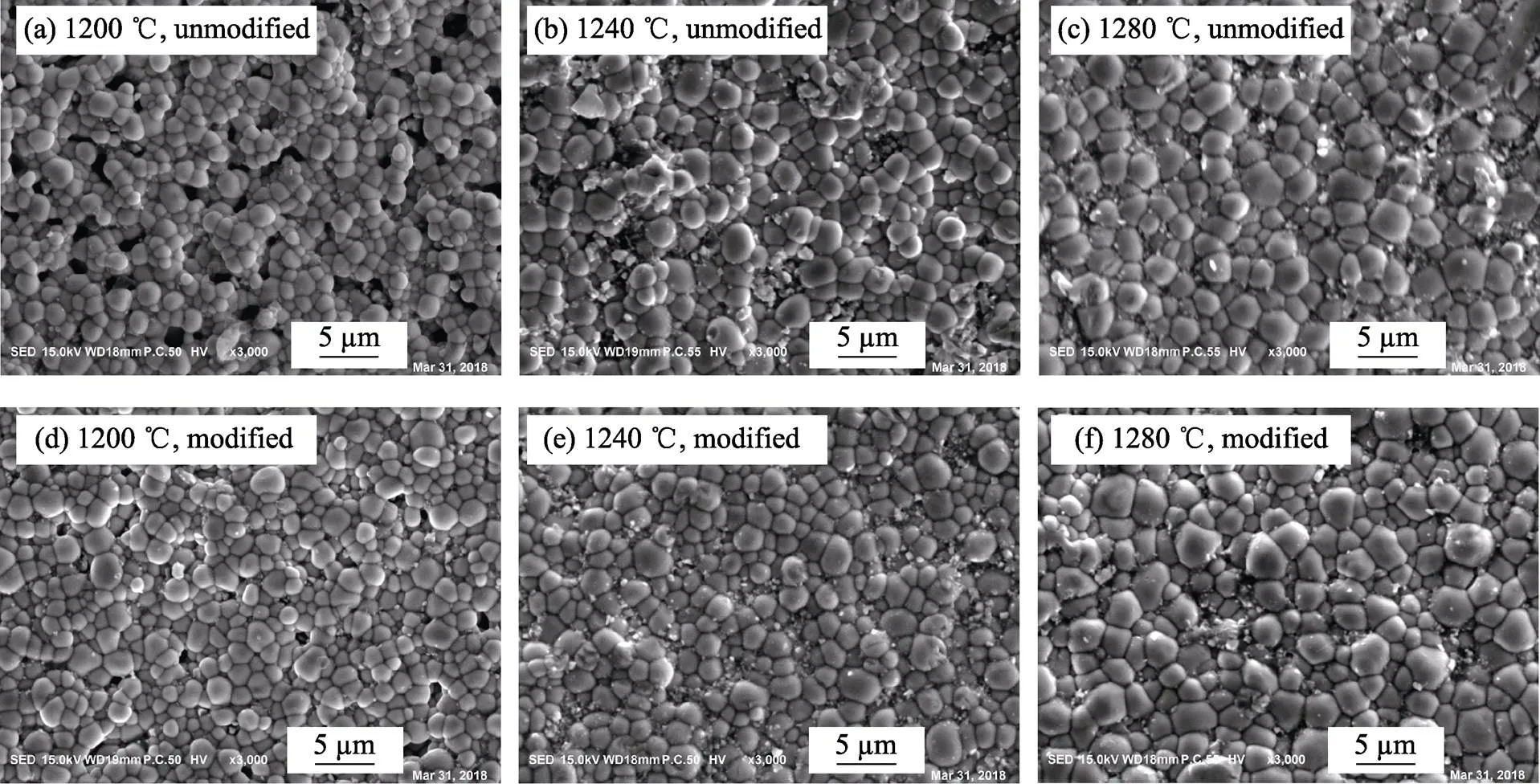
图9 不同温度烧结PLZT的表面SEM照片

表1 不同温度烧结陶瓷的孔隙率和密度

图10 PLZT压电陶瓷在100kHz下介电常数(a)和介电损耗(b)与温度的关系曲线
图11为PLZT压电陶瓷在13kV/cm、10Hz下的电滞回线, 由图可知, 硬脂酸改性后PLZT具有更高的剩余极化强度, 表明在相同条件下, 改性后压电陶瓷有更多的电畴发生转向。电滞回线在零电场下不闭合是铁电体的通常现象, 与高温烧结过程中Pb挥发产生点电荷缺陷导致铁电陶瓷中产生空间电荷场有关。图12为PLZT压电常数和极化电压的变化关系, 改性后PLZT的压电常数33有显著提高, 在极化电压为2 kV/mm时,33由638pC/N提高到682pC/N。这种现象除了归因于更多的电畴发生转向, 还因为改性后PLZT内部气孔较少, 气孔的存在将使压电陶瓷内部结构出现突变, 造成信号和能量传递的不连续性, 导致所测得压电性能降低。
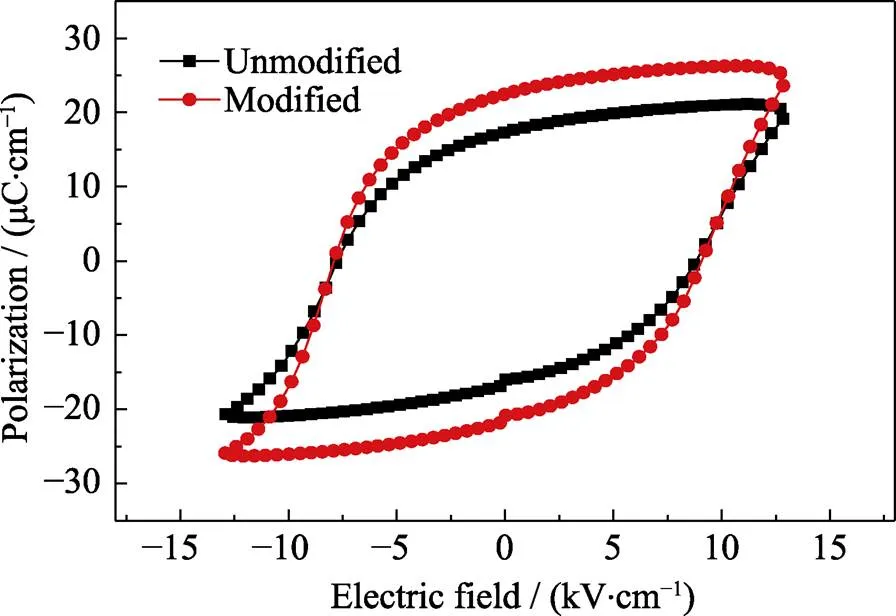
图11 PLZT压电陶瓷在13kV/cm、10Hz下的电滞回线
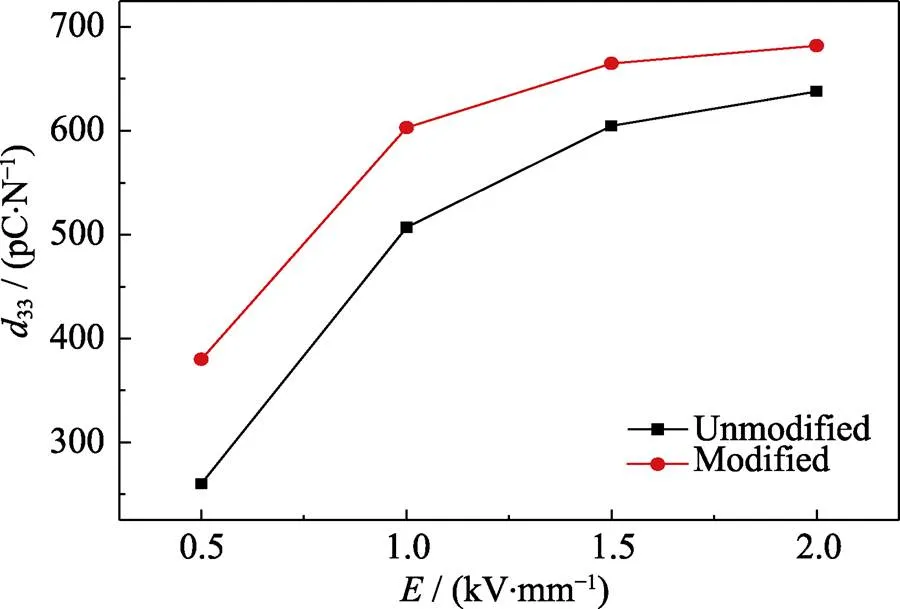
图12 PLZT压电陶瓷的压电常数与极化电压的关系
3 结论
本研究从粉末包覆改性到陶瓷最终烧结性能, 系统分析了硬脂酸改性对CIM法制备PLZT压电陶瓷的影响。通过使用硬脂酸作为表面活性剂对PLZT粉体改性处理, 成功制备了高致密度、高性能的PLZT压电陶瓷。硬脂酸改性减少了粉末间团聚, 提高了粉末分散均匀性, 当硬脂酸包覆量为2wt%时, 喂料具有最低的剪切黏度。过度包覆反而使黏度有所提高, 并使水脱脂速率降低。XRD图谱与SEM照片则显示硬脂酸改性粉体使陶瓷晶粒生长更趋完善、致密度更高, 这也使PLZT的介电、压电性能显著提高。与未改性的PLZT陶瓷相比, 在2 kV/mm极化电压下, 2wt%硬脂酸改性的PLZT的压电常数33由638pC/N提高为682pC/N。
[1] CHEN X, CHEN R, CHEN Z,. Transparent lead lanthanum zirconate titanate (PLZT) ceramic fibers for high-frequency ultrasonic transducer applications., 2016, 42(16): 18554– 18559.
[2] JIN C C, LIU X C, LIU C H,. Preparation and structure of aligned PLZT nanowires and their application in energy harvesting., 2018, 447(31):430–436.
[3] ZHANG X, XIA B, ZENG X,. Temperature dependence of electric-induced light scattering performance for PLZT ceramics., 2014, 97(5): 1389–1392.
[4] YANG J, YU J, CUI Y,. New laser machining technology of Al2O3ceramic with complex shape., 2012, 38(5): 3643–3648.
[5] CHEN Z, SONG X, LEI L,. 3D printing of piezoelectric element for energy focusing and ultrasonic sensing., 2016, 27: 78–86.
[6] MENG J, LOH N H, TAY B Y,. Pressureless spark plasma sintering of alumina micro-channel part produced by micro powder injection molding., 2011, 64(3): 237–240.
[7] ANI S M, MUCHTAR A, MUHAMAD N,. Fabrication of zirconia-toughened alumina parts by powder injection molding process: optimized processing parameters., 2014, 40(1): 273–280.
[8] CHECOT-MOINARD, RIGOLLET C, LOURDIN P. Powder injection moulding PIM of feedstock based on hydrosoluble binder and submicronic powder to manufacture parts having micro-details., 2011, 208(2): 472–479.
[9] FOUDZI F M, MUHAMAD N, SULONG A B,. Yttria stabilized zirconia formed by micro ceramic injection molding: rheological properties and debinding effects on the sintered part., 2013, 39(3): 2665–2674.
[10] HAN J S, OH K H, MOON W K,. Bio-inspired piezoelectric artificial hair cell sensor fabricated by powder injection molding., 2015, 24(12): 125025.
[11] HAN J S, CHANG W G, PARK J M,. Powder injection molding of PNN-PMN-PZN doped low temperature sintering PZT ceramics., 2017, 28(1): 235–242.
[12] AUSCHER M C, FULCHIRON R, FOUGEROUSE N,. Zirconia based feedstocks: influence of particle surface modification on the rheological properties., 2017, 43(18): 16950–16956.
[13] HAYAT M D, WEN G, LI T,. Compatibility improvement of Ti-MIM feedstock using liquid surfactant., 2015, 224: 33–39.
[14] HU F, LIU W, XIE Z. Surface modification of alumina powder particles through stearic acid for the fabrication of translucent alumina ceramics by injection molding., 2016, 42(14): 16274–16280.
[15] LIU W, XIE Z, JIA C. Surface modification of ceramic powders by titanate coupling agent for injection molding using partially water soluble binder system., 2012, 32(5): 1001–1006.
[16] HAYAT M D, WEN G, LI T, CAO P. Compatibility improvement of Ti-MIM feedstock using liquid surfactant., 2015, 224: 33–39.
[17] LIU C L, QIN S, WU D,. Preparation and piezoelectric properties of PLZT piezoelectric ceramics by water-soluble degreasing powder injection molding., 2018, 46(6): 798–806.
[18] WEN J X, XIE Z P, CAO W B. Novel fabrication of more homogeneous water-soluble binder system feedstock by surface modification of oleic acid., 2016, 42(14): 15530–15535.
[19] CHEN G, CAO P, WEN G,. Debinding behaviour of a water soluble PEG/PMMA binder for Ti metal injection moulding., 2013, 139(2/3): 557–565.
[20] XIONG Y, HU J, SHEN Z J,. Preparation of transparent nanoceramics by suppressing pore coalescence., 2011, 94(12): 4269–4273.
[21] KARGUPTA R, VENKATATESH T A. Electromechanical response of porous piezoelectric materials: effects of porosity distribution., 2006, 54(15): 4063–4078.
Surface Modification by Stearic Acid on Property of PLZT Piezoelectric Ceramics PreparedPowder Injection Molding
WU Dun1, QIN Shuai1, LIU Chun-Lin4, FANG Bi-Jun1,3, CAO Zheng1,2, CHENG Jun-Feng1
(1. School of Materials Science and Engineering, Changzhou University, Changzhou 213164, China; 2. Jiangsu Key Laboratory of Environmentally Friendly Polymeric Materials, Changzhou 213164, China; 3. Jiangsu Collaborative Innovation Center of Photovolatic Science and Engineering, Changzhou 213164, China; 4. Huaide College, Changzhou University, Jingjiang 214500, China)
A powder injection molding feedstock of lead zirconate titanate (PLZT) was successfully prepared using stearic acid as powder modifier and polyethylene glycol/polyvinyl butyral/polyoxymethylene (PEG/PVB/POM) as binder system. Then, PLZT piezoelectric ceramics were prepared by degreasing and post-sintering processes. The effects of stearic acid (SA) dosage on powder properties, feedstock viscosity, water degreasing rate and green body strength were studied. The microstructure and electrical properties of the sintered ceramics were compared and analyzed. The results showed that stearic acid was successfully coated onto the PLZT powder by wet modification. The modification of stearic acid broke the agglomeration between the powders, and when the amount of stearic acid was 2wt%, the feedstock had a lower shear viscosity and a higher green body bending strength. However, excessive modification caused the feed viscosity to increase and the bending strength of the green body to decrease. The modified powder was uniformly dispersed in the body, and the sintered ceramic had higher density with well grown grains. As compared to the unmodified sample, the piezoelectric constant33of the PLZT modified with 2wt% SA increased from 638pC/N to 682pC/N.
stearic acid; powder modification; PLZT; injection molding; piezoelectric performance
TF124
A
1000-324X(2019)05-0535-06
10.15541/jim20180323
2018-07-16;
2018-12-07
吴盾(1984-), 男, 工程师. E-mail: wudun@cczu.edu.cn
刘春林, 教授. E-mail: chunlin@cczu.edu.cn