压力条件对不同尺寸条缝喷嘴换热的影响
2019-06-03顾翰文王金锋
顾翰文 谢 晶 王金锋
(1.上海水产品加工及贮藏工程技术研究中心,上海 201306;2.上海冷链装备性能与节能评价专业技术服务平台,上海 201306;3.食品科学与工程国家级实验教学示范中心﹝上海海洋大学﹞,上海 201306;4.食品学院上海海洋大学,上海 201306)
对于食品冻结而言,不仅需要做到冻结速度快、冻结均匀,还需要使食品的干耗小、损耗少、能耗低。这就要求上下冲击式速冻机在尽可能短的时间内完成气流与食品的换热,并且保证其喷嘴出口风速的均匀性以期能使食品均匀换热。在进入速冻机的空气质量流量相同的情况下,改变送风结构是一种比较经济有效的提高速冻机换热的方式[1]。Maghrabie等[2]对横流中冲击射流的传热及压降进行了研究,发现压力会随着射流位置的变化而变化,局部努塞尔特数的不规则分布会随着雷诺数的增加而趋于稳定,冲击射流目标表面上游的平均努塞尔特数会随着雷诺数的增加而增加,下游却截然相反。Penumadu等[3]发现过高的横流速度会影响冲击射流的下游传热且会导致下游射流的震荡,而努塞尔特数的非单调变化是由横流与射流共同引起的。Lavisse等[4]研究了低流量、低射流速度的冲击射流对换热特性的影响,发现当流量为5 L/min、流速低于风机转速的20%时,流体的换热效率降低;并且,当流速提高时,流体的换热系数会随之增加,直到流速达到风机转速的70%时达到最大值。这说明了风机、压力、流速、换热四者是一种逐次影响的关系。由于冲击射流在冲击目标面时流体处于湍流阶段,所以研究该阶段的流场就具有很重要的意义。Giachetti等[5]研究了合成射流在横流构型的强化传热问题,发现平均努塞尔特数大幅度增加,且该动力学特性有利于湍流。风速的均匀性对食品的换热至关重要,即风速的均匀性会影响换热均匀度,是衡量换热的重要指标[6-7]。若食品在冻结过程中受冷不均匀,会直接影响冻结时间和冻品品质[8-9]。
多数研究[10-11]着重于射流位置、结构对流场的影响而忽视了外部条件即入口压力对于流场的影响。本研究拟以条缝型喷嘴结构的上下冲击式速冻机为试验和模拟对象,将所测定的上下冲击式速冻机喷嘴的出口风速与模拟的出口风速作对比,在两者一致性的基础上进一步模拟上下冲击式速冻机的换热特性,从而得到该类速冻机最优的喷嘴尺寸与入口压力,以期为后续速冻机的优化设计提供理论依据。
1 数值模拟
1.1 物理模型
上下冲击式速冻机的原理是利用离心式风机将一部分气流从V型条缝喷嘴的上方吹入,使得气流与钢带上的冻品进行换热,另一部分气流从钢带下方进入完成换热,最后气流从速冻机出口处吹出且在风机的作用下经过蒸发器降温并完成循环[12]。
图1(a)~(c)分别为3种不同尺寸的V型条缝喷嘴的物理模型,由于速冻机模型过于庞大,为降低计算难度,考虑到设备流场的对称性,因而取整体模型的1/12进行模拟计算。
图1 速冻机喷嘴类型与尺寸Figure 1 Type and size of nozzle for quick freezer
图1中条缝喷嘴的总高度为H、上高度S、下高度为X、上宽度为K、出口宽度为Z、相邻喷嘴间距离为D、开口角度为θ、喷嘴与钢带表面距离为Y。图1(a)、(b)中喷嘴上部分与喷嘴出口连接处无圆角,图1(c)中喷嘴上部分与喷嘴出口连接处的圆角为Rc,具体参数如表1所示。
1.2 计算模型区域及边界条件的选取
首先分别选取3种V型条缝喷嘴、钢带及整个静压腔体作为计算区域,对其做网格加密处理[13-14]。之后将网格导入Fluent作边界条件设置,条件如下:
(1)计算区域内流体均为气体且不可压缩[15],静压腔入口、出口均分别设为压力入口及压力出口。对称面作对称边界设置,其余部分均设立为墙体(墙体处气体流速为0 m/s)。

表1 条缝喷嘴参数Table 1 Size parameters of slit nozzle
(2)静压腔与喷嘴接触处热流密度q=0 W/m2[16-17]。
(3)对不同尺寸喷嘴的计算区域的压力入口与出口均设立温度条件。
由于工业化设备现场测试条件的限制,为了既能研究不同入口压力对流场换热特性的影响,也能进行同一压力下不同喷嘴之间的比较,对条缝喷嘴T0的入口压力分别设定为190,170 Pa,条缝喷嘴T1的入口压力分别为170,160 Pa,条缝喷嘴T2选取了190 Pa进行了模拟与试验。其他边界条件:入口温度228 K、出口压力0 Pa、出口温度233 K、钢带表面温度223 K。
1.3 V型喷嘴换热的不均匀度定义

(1)
式中:
η——换热不均匀度,%;
Numax——钢带表面最大努塞尔特数;
Numin——钢带表面最小努塞尔特数。
2 试验验证
2.1 试验器材
德图空气差压仪:TESTO-510型,德国仪器国际贸易(上海)有限公司;
多点风速仪:SYSTEM MODEL 1560型,德国仪器国际贸易(上海)有限公司;
风速探头:0965-00/01型,日本KANOMAX公司;
电能综合测试仪:HSDZC型,上海徐吉电器有限公司。
2.2 试验方法
首先,通过在长、宽、高为4 000 mm×1 500 mm×3 000 mm 的速冻机内部配上V型条缝喷嘴T0,再在钢带表面沿速冻机宽度方向每隔150 mm布置风速测量点。由于出风口有3组,所以沿速冻机长度方向布置3组风速探头。当速冻机内的风机鼓风时,通过风速探头所连接的多点风速仪每间隔10 s记录1次喷嘴出口风速,记录10次得出条缝喷嘴一个位置的出口风速[20]。之后迅速改变测试位置测量下一位置的风速。当得出所有位置的试验数据后,将其与模拟值作对比。如表2所示,模拟值与试验值的误差绝对值均在20%之内[21],说明了该模型及计算的可信性。由此,后续可依托该模型模拟出钢带上方10 mm处的横流及钢带表面换热特性的变化[22]。

表2 速冻机条缝喷嘴出口风速Table 2 Exit velocity of slot nozzle for quick freezer
3 流场数值模拟的结果与讨论
3.1 V型条缝喷嘴的出口风速对流场换热特性的影响
在上述对比中所验证的模型基础上,进一步通过数值模拟研究速冻机内部流场及换热特性的变化。通过设置入口温度Tin=228 K,出口压力Pout=0 Pa,出口温度Tout=233 K,钢带表面温度Tgd=223 K,针对不同喷嘴设置不同入口压力可以得到如图2~5所示的不同流场指标的变化情况。图2对比了条缝喷嘴T0与T1、T2在不同入口压力下的出口风速变化。由图2可见,对于条缝喷嘴T0、T1、T2来说,出口风速呈整体下降趋势,原因是在各自入口压力条件下从速冻机出风口(X=0 mm)到速冻机中心(X=750 mm)处流动阻力是不断增加的,越靠近出风口处,喷嘴入口与喷嘴出口的压差越大,气流受到的扰动越小。反之,在靠近速冻机中心位置,喷嘴入口与喷嘴出口的压差很小,使得传递给气流的“动力”很小,这就会造成速度的减弱。条缝喷嘴T0在190 Pa时的出口风速比在170 Pa时的高,条缝喷嘴T1在170 Pa时的出口风速比在160 Pa时的高,这是因为条缝喷嘴T0与T1相比,即使喷嘴的下高度变大所带来的气流流通速度的损失也远远不能抵消高入口压力所提供的“动力”,Matteo等[23]的研究说明了压力会造成流体的加速度增加,使得流体快速冲击目标表面,这两者具有一致性。但显然只有条缝喷嘴T0在高压条件下出口风速的波动范围最小,不均匀度最小,说明使用条缝喷嘴T0能够更加全面地对食品换热。在同为190 Pa时,条缝喷嘴T0与T2相比,T2的上下喷嘴连接处的圆角增大了气流的接触面积,导致一部分气流流速损失,所以沿着速冻机宽度方向上出口风速不如T0。在同为170 Pa时,条缝喷嘴T0与T1相比,喷嘴下高度变大减少了气流的混合,使垂直冲击钢带表面的气流得到加强。总之,在食品速冻方面,喷嘴的出口风速越高对快速完成食品换热会起到的影响越大[24]。即食品的中心温度可以快速达到-18 ℃[25],所以条缝喷嘴T0在入口压力为190 Pa时更加有利于提高速冻机的效率。
图2 条缝喷嘴出口风速Figure 2 Outlet velocity of slit nozzle
3.2 V型条缝喷嘴的横流风速对流场换热特性的影响
横流方向的风速是影响气流与钢带表面换热的重要因素之一[26],当气流与钢带表面的食品进行换热时,由于来自速冻机中心处混合气流的积聚,导致了射流区域的变化,进而减弱了风速,所以对于横流的研究显得至关重要[27]。以虾仁为试验对象,通过测量虾仁的高度一般为10 mm左右。图3显示了钢带表面上方10 mm处X方向的风速沿着速冻机宽度方向距离的变化。由图3可知,3种条缝喷嘴整体的横流风速呈下降趋势。这是因为靠近速冻机中心位置(X=750 mm)处,气流还未得到充分积聚。从同一种喷嘴、不同入口压力条件方面来看,条缝喷嘴T0在190 Pa时的横流风速与在170 Pa时的横流风速相差不大;条缝喷嘴T1在170 Pa时的横流风速却比在160 Pa时的高。原因是对于条缝喷嘴T0,压力梯度较小不会对横流产生较大影响;对于条缝喷嘴T1,过小的喷嘴下高度加剧了喷嘴之间气流的扰动。而同样在190 Pa时,条缝喷嘴T2的横流风速比T1的小,因为T2的圆角在横流方向上起到了导流的作用,加快了横流的流通。但无论是哪一种条缝喷嘴类型,在不同的压力条件下均不会达到使冻品被吹离钢带表面的风速,这确保了速冻机安全稳定的运行。这是因为喷嘴与钢带表面的距离相较于冻品本身高度足够远(3种条缝喷嘴与钢带距离均为70 mm),大大削弱了横流对于冻品的影响。总之条缝喷嘴T2虽然在入口压力为190 Pa时的横流风速最小,但是为了削弱横流对于流场换热影响的同时保证最大的换热效率,在入口压力为190 Pa条件下的条缝喷嘴T0显然是最佳的选择。
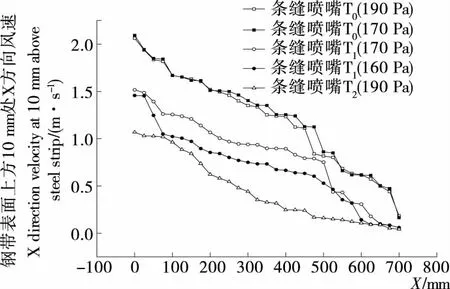
图3 钢带表面上方10 mm处X方向风速Figure 3 X direction velocity at 10 mm above steel strip
3.3 V型喷嘴钢带表面平均及局部换热特性
以努塞尔特数来体现气流组织对物体的换热是最常用的方法[28],即在本研究中使用努塞尔特数来衡量钢带表面上冻品与气流的换热特性,图4、5分别显示了3种条缝喷嘴在不同压力条件下钢带表面局部努塞尔特数沿速冻机宽度方向的变化情况和钢带表面平均努塞尔特数分布情况。由图4可知,3种条缝喷嘴类型下的局部努塞尔特数均呈波浪状分布,造成这种分布的原因是:V型条缝喷嘴的特殊性,由于两边喷嘴截面的约束性导致气流受到了削弱,使得喷嘴与喷嘴之间的气流不能很好地完成与冻品的换热,而喷嘴正下方的气流能垂直冲击钢带表面,所以局部努塞尔特数波状分布,但条缝喷嘴T1的峰值位置发生了移动,这是因为在入口压力及横流的共同作用下,即使是与同样无圆角的相似喷嘴类型T0相比,也会在同样的气流换热位置发生不同的换热情况;并且,同一种条缝喷嘴下的不同压力使局部努塞尔特数不同,压力越高,局部努塞尔特数越高,说明入口压力对局部努塞尔特数起到了决定性作用。另外,通过对3种条缝喷嘴平均努塞尔特数的计算发现:条缝喷嘴T0与T1在平均换热的强度差距可以忽略不计。综上所述,在局部换热强度方面,条缝喷嘴T1在入口压力为170 Pa 时比T0在190 Pa 时略好。而在平均换热强度方面,条缝T0与T1均适合上下冲击式速冻机。
3.4 V型喷嘴换热的不均匀度
通过数值模拟得出最大努塞尔特数、最小努塞尔特数及平均努塞尔特数,并结合式(1)得出:当入口压力分别为190,170,190 Pa时,条缝喷嘴T0与T1、T2换热的不均匀度分别为6.76%,13.57%,10.66%,当入口压力分别为170,160 Pa时,条缝喷嘴T0与T1换热的不均匀度分别为7.30%,11.48%。从研究结果可以看出在换热不均匀度方面,T0的换热不均匀度最小,说明条缝喷嘴T0在入口压力为190 Pa时最适合上下冲击式速冻机。

图4 钢带表面局部努塞尔特数Figure 4 The local nusselt number on the surface of steel strip
4 结论
本试验以上下冲击式速冻机为研究对象,对比了3种不同类型的条缝喷嘴在不同压力条件下的流场及换热特性的变化,并在此基础上得出了适合上下冲击式速冻机的条缝喷嘴类型及压力条件。
(1)同一种喷嘴类型不同的压力条件:条缝喷嘴T0与T1在入口压力越高时的出口风速越高,不均匀度越低,局部换热强度越高,平均换热强度也越高。但对于条缝喷嘴T0,横流风速却相差不大,条缝喷嘴T1在高入口压力下的横流风速比低入口压力下的横流风速明显要高。
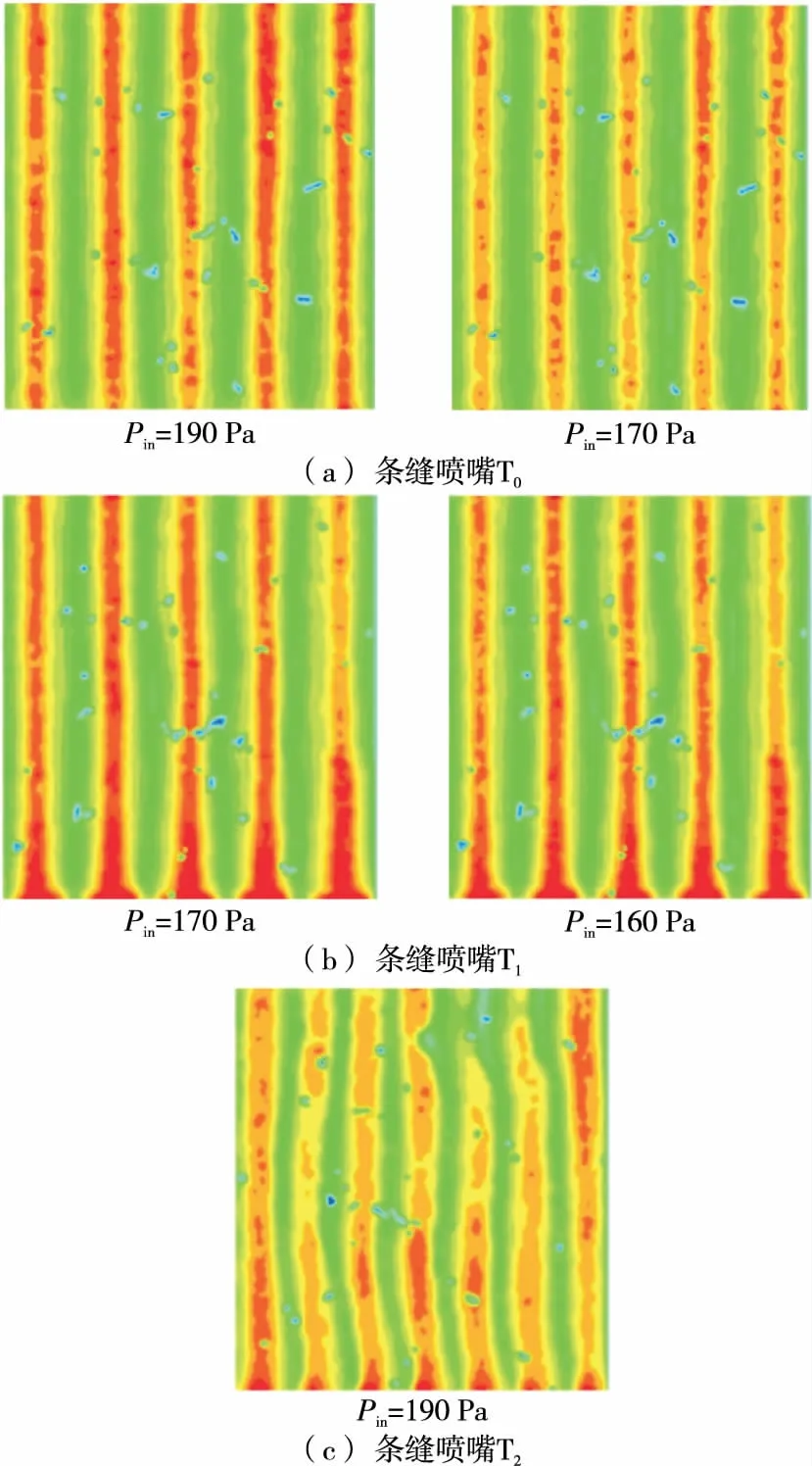
图5 钢带表面平均努塞尔特数Figure 5 The average nusselt number on the surface of steel strip
(2)条缝喷嘴T0在入口压力为190 Pa时的出口风速比条缝喷嘴T2在入口压力为190 Pa时的要高,风速不均匀度要小,局部及平均换热强度均要大。条缝喷嘴T0在入口压力为170 Pa时的出口风速比条缝喷嘴T1在入口压力为170 Pa时的高,风速不均匀度要小,局部换热强度要小、平均换热强度相差不大。
(3)由于3种喷嘴结构下的横流风速均满足速冻机安全稳定运行的条件,所以虽然条缝喷嘴T2的横流风速与T0、T1的横流风速相比较小。但相对于整体风速来说,横流对于换热的影响微不足道。
综合上述单一换热指标所推荐的不同条缝喷嘴及入口压力方案,条缝喷嘴T0可以在满足最大出口风速、最大平均换热强度、最好均匀性的同时有相对较好的局部换热强度。因而推荐T0为在入口压力为190 Pa时作为上下冲击式速冻机优选的喷嘴设计。
本试验虽然对上下冲击式速冻机的流场及换热特性起到了一定的优化作用,但是依然存在能耗较高的问题,未来可以在静压腔内部增设导流板或从风机角度继续深入研究减少能耗的方法。