Effect of W addition on phase transformation and microstructure of powder metallurgic Ti-22Al-25Nb alloys during quenching and furnace cooling
2019-06-03JunpengYANGQiCAIZongqingMAYunHUANGLimingYUHuijunLIYongchngLIU
Junpeng YANG ,Qi CAI ,Zongqing MA ,Yun HUANG ,Liming YU ,Huijun LI ,Yongchng LIU ,*
a State Key Lab of Hydraulic Engineering Simulation and Safety,School of Materials Science&Engineering,Tianjin University,Tianjin 300354,China
b Materials Genome Institute,Shanghai University,Shanghai 200444,China
KEYWORDS Hardness;Phase formation;Ti2AlNb-based alloy;W addition;Widmannsta¨tten microstructure
Abstract Powder metallurgic Ti2AlNb alloys with W addition are sintered at 900,1000,1070°C,and 1150°C(i.e.,in the O+B2,α2+B2+O,α2+B2,and single B2 phase regions,respectively)for 12 h,followed by water quenching and furnace cooling.Comparisons of phase and microstructure between quenched and furnace-cooled W-modified alloys are carried out to illustrate the phase transformation and microstructure evolution during the cooling process.Furthermore,a comparison is also made between W-modified and W-free alloys,to reveal the function of the W alloying.W addition accelerates the solutions of α2 and O phases during the high-temperature holding,and a Widmannsta¨tten B2+O structure,which contributes to the properties,is induced by furnace cooling from all the phase regions.The Widmannsta¨tten structure includes a B2 matrix,primary O,and secondary O precipitates.However,W alloying refines the Widmannsta¨tten structure only when the alloys are solution-treated and then cooled from the single B2 phase.Although the hardness of the W-modified alloys is lower than that of the W-free alloys sintered in the same phase region,an enhancement of hardness,489±18 HV,is obtained in the alloy solution-treated in the single B2 phase region for only 0.5 h.
1.Introduction
Ti2AlNb-based alloys have been regarded as one of the potential candidates for intermetallic Ti3Al in aerospace applications,primarily due to their low density and favorable high-temperature properties,such as high specific strength and stiffness,and excellent oxidation and creep resistance.1-5An addition of Nb element is conducive to improving the oxidation resistance,fracture toughness,and room-temperature ductility of a Ti3Albased intermetallic alloy.3,6The key is attributed to the formation of an orthorhombic phase,Ti2AlNb,1which is originated from a α2phase(Ti3Al,hexagonal)or a B2 phase(Ti2AlNb,body-centered cubic),and depends on the Nb concentration and temperature.1,4A Ti2AlNb-based alloy comprises a B2/β phase,an O phase,and a α2phase.7,8The B2 phase is the matrix,and the O phase is the main strengthening phase,which brings a balance of strength and room-temperature ductility to the Ti2-AlNb-based alloy.9The B2 and O phases commonly form a Widmannsta¨tten B2+O bimodal microstructure,and this microstructure would improve the hardness and roomtemperature ductility.10The α2phase is relatively brittle;hence,Ti2AlNb-based alloys with a B2+O structure are more competitive in high-temperature applications.
Rolling and forging are common processes to manufacture mechanical components from Ti2AlNb ingots.11-13With continuous development of powder metallurgy in recent years,it has been expected to produce Ti2AlNb-based alloys with controllable and stable shapes,microstructures,and properties by powder metallurgy.This on the other hand could reduce a further cutting process,and could therefore avoid complicated phase transformation during hot working.4,14-16The mechanical properties and densities of the alloys depend largely on the sintering time and temperature.Li et al.17studied the phase and microstructure evolution of the Ti-22Al-25Nb alloy prepared by powder metallurgy.A full B2+O Widmannsta¨tten structure,which contributes to the properties,was obtained in an alloy furnace cooled from a single B2 region,and the α2phase was completely dissolved.The hardness was improved accordingly.The phase transformation and microstructure evolution were elaborated when the alloy was sintered in different phase regions,e.g.,B2+O,α2+B2+O,α2+B2,and B2 regions.
In the past decades,W-modified Ti2AlNb-based alloys have attracted great attention,and favorable mechanical properties have been obtained. Feng et al.18,19studied the hightemperature tensile property and creep resistance of the Ti-22Al-20Nb-2W alloy.The low diffusion rate of W element in the O phase should be responsible for the refinement of the Widmannsta¨tten structure.As a result,the critical temperature,over which the 0.2%proof stress sharply dropped,was 100°C,higher than that of the alloy without W,and the elongation-to-fracture increased with an increasing temperature.Besides,W-modified alloys were found to have smaller lattice parameters than those of alloys without W addition,and the W addition can raise the ductile-brittle transition temperature and increase the cracking tendency.20,21However,the effect of W addition on the phase formation and microstructure of Ti2AlNb-based alloys sintered in different phase regions was barely investigated.
In this study,Ti-22Al-25Nb(at%)pre-alloyed powder and W powder were used to synthesize Ti2AlNb-based alloys by powder metallurgy.In order to investigate the phase and microstructure evolution,samples were solution-treated in different phase regions,i.e.,B2+O,α2+B2+O,α2+B2,and B2,followed by quenching and furnace cooling,respectively.The phase and microstructure formed after the solution treatment can be remained to room temperature due to rapid cooling.Furnace cooling was applied to regulate the roomtemperature microstructures of the Ti2AlNb-based alloys.A comparison between the quenched and furnace-cooled alloys could point to the phase transformation and microstructure evolution during the cooling process.Moreover,a comparison between the W-modified and W-free alloys could reveal the function of W element during the solution treatment and cooling stage.
2.Experimental details
Tungsten-alloyed Ti2AlNb-based alloys were prepared from spherical Ti-22Al-25Nb(at%)pre-alloyed powder(200 μm in diameter, single B2 phase, Fig. 1) and tungsten powder(99.5%in purity,73 μm in size).The compositions of the alloys are Ti-22Al-23.4Nb-1.6W,Ti-22Al-22.5Nb-2.5W,and Ti-22Al-22Nb-3W, respectively. The W-modified Ti-22Al-25Nb powders were heated up to 1200°C in a differential scanning calorimetry apparatus(Mettler Toledo TGA/DSC 1)with a heating rate of 20°C·min-1,and a heat flow curve was recorded synchronously.After comparing the phase composition and hardness performance,the content of 1.6 W was selected for further investigation,i.e.,the effect of W addition on the phase formation and microstructure of Ti2AlNb-based alloys.The W-modified Ti-22Al-25Nb powders were pressed into compacts(∅5 mm×2 mm)under a pressure of 8 MPa before being sealed into quartz tubes,and then sintered in a pipe furnace(SK-G06123K)at 900,1000,1070,and 1150°C,followed by quenching and furnace cooling, respectively.These sintering temperatures,which were determined from the recorded DSC curves, correspond to the B2+O,α2+B2+O,α2+B2,and B2 phase regions,respectively.Ti-22Al-25Nb alloys were also prepared by quenching and furnace cooling from the four phase regions(900,990,1060,and 1100°C,respectively)as reference samples.The phase compositions of the sintered Ti-22Al-23.4Nb-1.6W compacts were then characterized by X-ray diffraction(XRD,Bruker D8 Advanced),and the microstructures of the Ti-22Al-25Nb and Ti-22Al-23.4Nb-1.6W alloys were observed by scanning electron microscopy(SEM,Hitachi S-4800),respectively.Before the microstructure observation,the alloys were chemically etched with Kroll's reagent.The room-temperature hardness was measured by a Vickers hardness test(0.2 kg load).
3.Results and discussion
3.1.Determination of the content of alloying W
Fig. 1 Typical morphology of Ti-22Al-25Nb pre-alloyed powder.
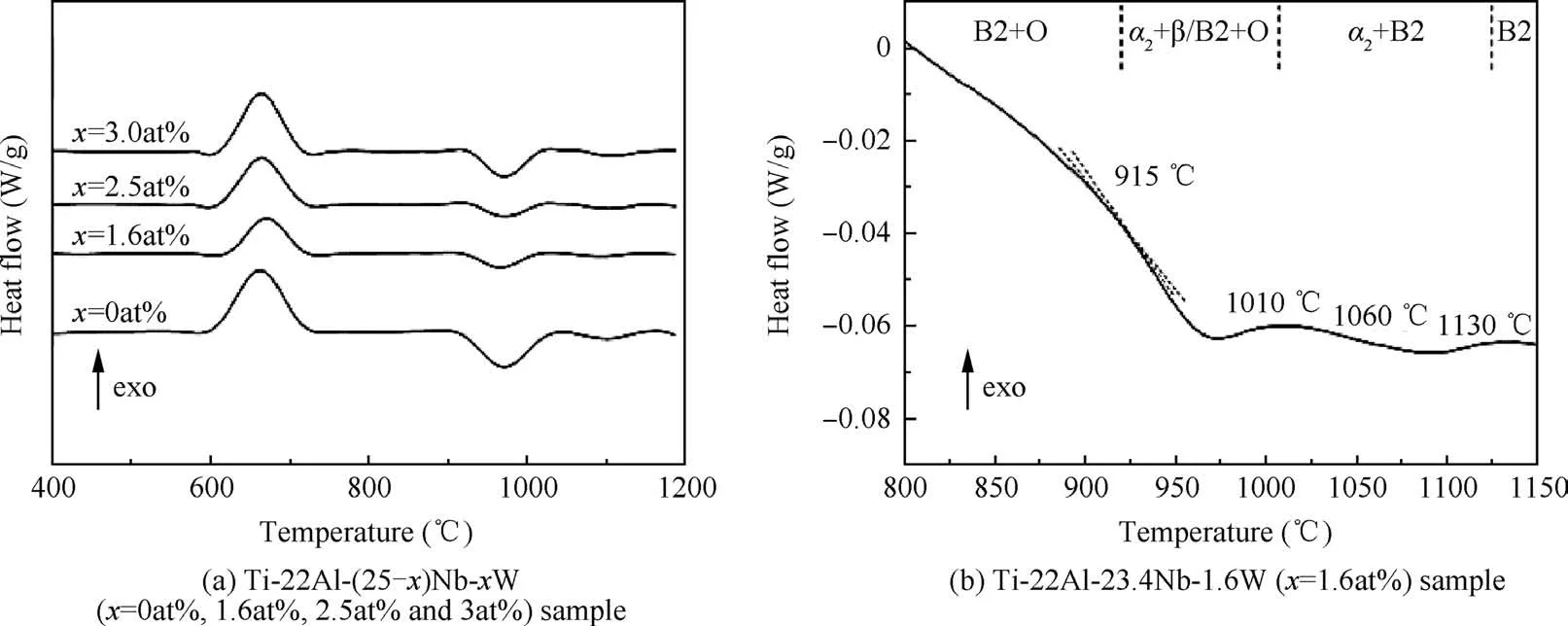
Fig.2 DSC curves of W-modified and W-free Ti2AlNb samples with a heating rate of 20°C·min-1.
Fig.2(a)shows the DSC curves of Ti-22Al-(25-x)Nb-xW samples(the content of W,x=0,1.6at%,2.5at%,and 3at%)heated up from room temperature to 1200°C.The exothermic peak at around 650°C corresponds to the O transus to B2+O.Two endothermic peaks in temperature ranges of 900-1025°C and 1050-1140°C indicate the typical phase transformations of α2+B2/β+O transus to α2+B2 and α2+B2 transus to B2,respectively.22Compared with the curve of Ti-22Al-25Nb pre-alloyed powder without W addition,the two endothermic peaks shift to the high-temperature direction,which means that the transformation is postponed.17Since the transformation referred to α2→B2 relies on Nb diffusion,the W substitution for Nb sites20,21in the lattice might be responsible for such a delay.The phase transformation temperature for the pre-alloyed powder is determined to be 915,1010,1060,and 1130°C by the tangent method on the DSC curve of the Ti-22Al-23.4Nb-1.6W sample, as shown in Fig.2(b),and the nearby temperature is selected for solution treatment.
Fig.3(a)shows the XRD patterns of the Ti2AlNb-based alloys with and without W addition.The sample without W addition is composed of B2/β and O phases after cooling from the single-phase region,while an α2phase is induced in the samples containing various contents of W.It is also noted that B2/β is the dominating phase in the W-free sample.After W addition,the O phase begins to precipitate to a large amount,which is traced from the proportion of B2(110)peak and O(221) peak from the XRD patterns. The existence of α2accounts for such a precipitation,i.e.,α2+B2 →O.In this regard,a B2+O bimodal structure is expected to form in the W-alloyed Ti2AlNb sample,resulting in an enhancement of hardness.Fig.3(b)illustrates the Vickers hardness of the Ti2AlNb-based alloys with and without W addition.Compared with that of the W-free sample sintered in the singlephase region, the hardness of the W-alloyed samples is improved to be higher than 450 HV.However,the hardness decreases slightly with an increasing tungsten content.In view of this,the Ti-22Al-23.4Nb-1.6W alloy is selected to investigate the effect of W on the phase formation and microstructure of Ti2AlNb-based alloys by solution treating at 900°C--1100°C for 12 h followed by water quenching and furnace cooling.
3.2.Phase composition and microstructure right after solution treatment
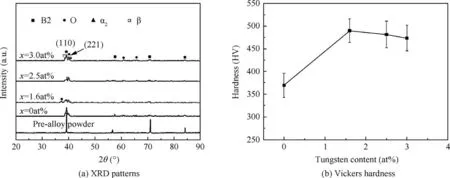
Fig.3 XRD patterns and Vickers hardness of sintered Ti2AlNb-based alloys with tungsten addition.
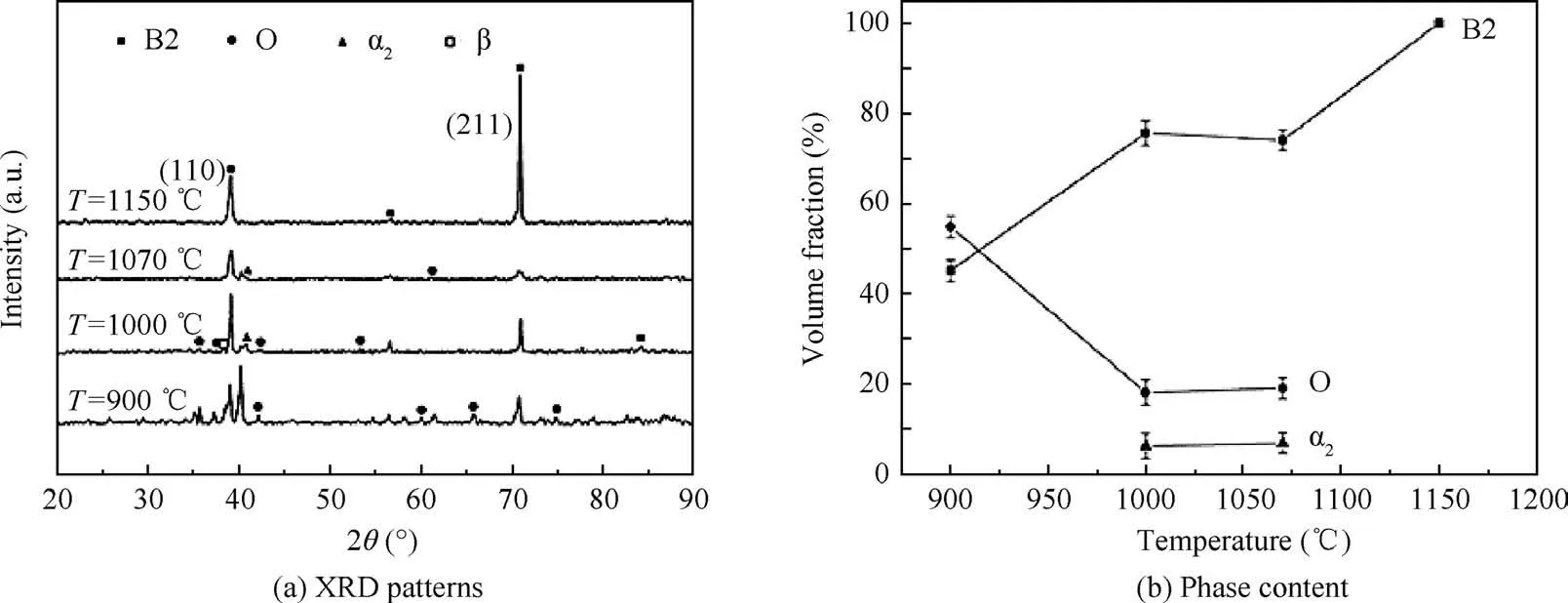
Fig.4 XRD patterns and phase contents of W-modified Ti2AlNb-based alloys solution-treated at 900,1000,1070,and 1150°C followed by water quenching.
Fig.4(a)illustrates the XRD patterns of the metallurgical Ti-22Al-23.4Nb-1.6W alloys solution-treated at 900,1000,1070,and 1150°C,which fall in different phase regions,respectively.The phase and microstructure formed after solution treatment can remain to room temperature due to rapid cooling.At the first glance,peaks of W single element are hardly recognized from the XRD patterns,indicating a sufficient solution of W in the Ti2AlNb-based alloys.The obtained phase composition of the alloys basically conforms to the phase diagram,which means that the alloys are completely solution-treated in a certain phase region.To be specific,the alloy solution-treated at 900°C(in the B2+O phase region)contains dual B2/β and O phases,and the one sintered at 1000°C(in the α2+B2+O phase region)contains B2,O,and α2phases.When the alloy is solution-treated at 1070°C(in the α2+B2 phase region),a small amount of the O phase is generated in addition to B2 and α2phases,and the one sintered at 1150°C is of a single B2 phase.Nevertheless,the solution treating procedure has been facilitated due to the alloying W,as α2was hardly eliminated in the solution-treated Ti2AlNb-based alloys without W addition. In our previous study, Ti2AlNb-based alloys solution-treated in B2+O and B2 phase regions were composed of α2,B2/β,and O phases,21and an α2phase in Wfree alloys was formed due to plenty of interfaces caused by powder metallurgy.Considering the existence of an α2phase in the W-alloyed Ti2AlNb alloy sintered at 1200°C in Fig.2(a),the alloy sintered at 1150°C for 12 h might have experienced the formation of α2,and the texture of B2(211)planes could provide an extra evidence.The main peak of the B2 phase is normally the(110)plane,for the pre-alloyed powder or the W-free alloy17sintered in the single B2 phase region.However,it is alternated to be the(211)plane for the alloy with 1.6 W addition after 12-hour holding at 1150°C.The α2and B2 phases accord with the Burgers relation of(0001)α2//(110)B2.23The solution of α2should be responsible for the concealing of the B2(110)plane and the appearance of the B2(211)plane.Hence,an addition of W is conducive to the solution of the α2phase and the formation of the B2 phase.
The volume fractions of the phases formed during the solution treatment have been calculated from the peak intensities of the XRD patterns by the Rietveld method,24and results are shown in Fig.4(b).The alloy sintered at 900°C contains comparable B2 and O phases with contents of 45vol%and 55vol%, respectively. One could then identify an overall increasing tendency for the B2/β phase with an elevated solution temperature,and on the contrary,the content of the O phase follows a descending trend.The content of the B2 phase increases by consuming the O phase, since it gradually approaches to the single B2 phase region,i.e.,the B2-stable region,and the one sintered in the single B2 region only contains the B2 phase.The tendency of the phase content accords firstly with that in the W-free Ti2AlNb-based alloys,as the sintering temperature increases.17However,the B2 content is less than 60vol%when the W-free alloy is sintered in the single B2 region for 12 h.This indicates that W addition promotes the reaction of O →B2,as well as that of α2→B2.In general,the volume fraction of the α2phase in the W-alloyed samples sintered within the α2+B2+O and α2+B2 phase regions is less than 10 vol%,and those sintered in the other regions are free of the α2phase.For the W-free samples,the α2phase even exists in the samples sintered in the B2+O and B2 single-phase regions.17
Fig.5 shows the backscattered electron(BSE)images of the W-modified Ti2AlNb samples quenched at 900,1000,1070,and 1150°C.The BSE images of the W-free Ti2AlNb samples,quenched from the corresponding phase regions,are shown in Fig.6.One could recognize that Widmannsta¨tten O-phase laths with a width of about 0.4 μm precipitate within the B2-phase matrix in the sample sintered at 900°C in Fig.5(a).The Widmannsta¨tten structure is due to the reaction of B2 →B2+O,as the sample is sintered in the B2+O phase region,and the microstructure is analogous to that of the Wfree sample sintered in the same phase region,as shown in Fig.6(a).In Fig.5(b)and(c),as the sintering temperature increases to 1000°C and 1070°C,respectively,which fall in the α2+B2/β+O and α2+B2 phase regions,respectively,a decrease of the O-phase content is accompanied by the disappearance of the lath-shaped O phase,and an equiaxed O phase appears in the B2 matrix instead.From the difference between colors,the light-grey O phase is identified to precipitate around the rim of the equiaxed α2phase(dark grey),and is called rim-O.Such a typical microstructure commonly exists in the phase region including α2and B2,and it might be related to the peritectic reaction α2+B2 →O.22Therefore,the rim-O is largely dependent on the diffusion of the α2phase,and is regarded as the barrier between the low Nb-containing α2phase and the high Nb-containing B2 phase.25Analogously,the W-free samples sintered in α2+B2 and α2+B2+O phase regions contain an equiaxed O phase and α2,as shown in Fig.6(b)and(c),which are of decreased dimensions;moreover,the W-free ones in Fig.6(c)contain B2+O Widmannsta¨tten laths as well.A typical energy dispersive spectrum(EDS)of the corresponding α2,B2,and O phases is illustrated in Fig.7.The region of the α2phase is difficult to concentrate due to the small size;nevertheless,it is confirmed that the α2phase region is Nb-lean and W-lean.The atomic ratio of Ti,Al,and Nb in B2 and O phases is approximately 2:1:1,while the B2 phase contains more W content,as W is a B2-stable element.Besides accelerating the solutions of α2and O phases,it is suggested that W drives the reaction of α2+B2 →O.In agreement with the XRD pattern that the sample quenched at 1150°C contained a complete B2 phase, one could hardly identify any lath-shaped or equiaxed O phase in the B2 matrix in Fig.5(d).However,this differed from the lath-shaped Widmannsta¨tten O structure in the W-free sample sintered in the single B2 phase region,as shown in Fig.6(d),which also proved that the effect of W addition lies in accelerating the solutions of α2and O phases.
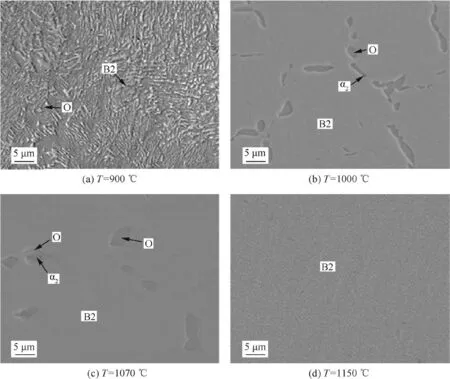
Fig.5 Backscattered electron(BSE)images of W-modified Ti2AlNb-based alloys solution-treated and followed by water quenching.
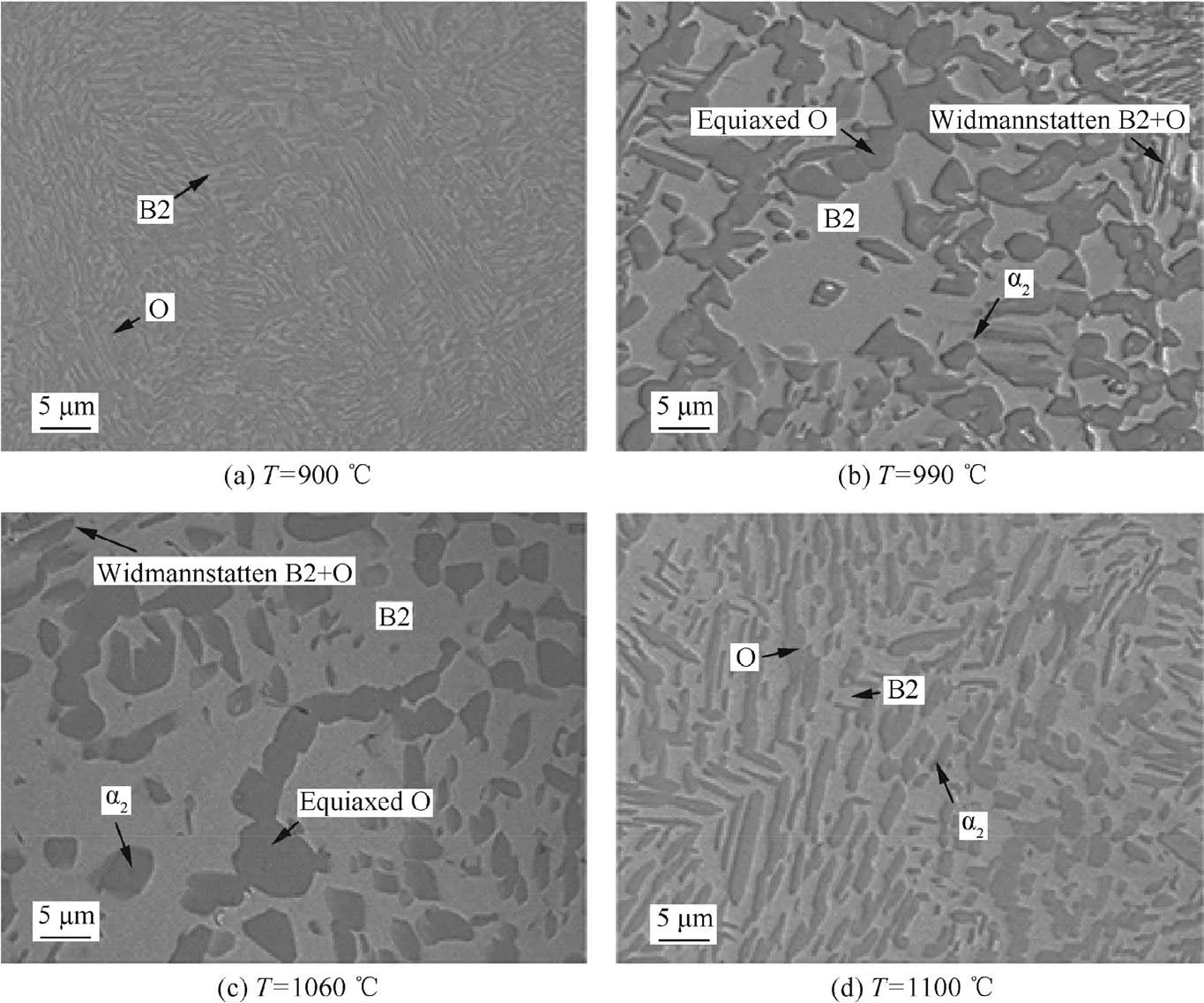
Fig.6 BSE images of W-free Ti2AlNb-based alloys solution-treated and followed by water quenching.
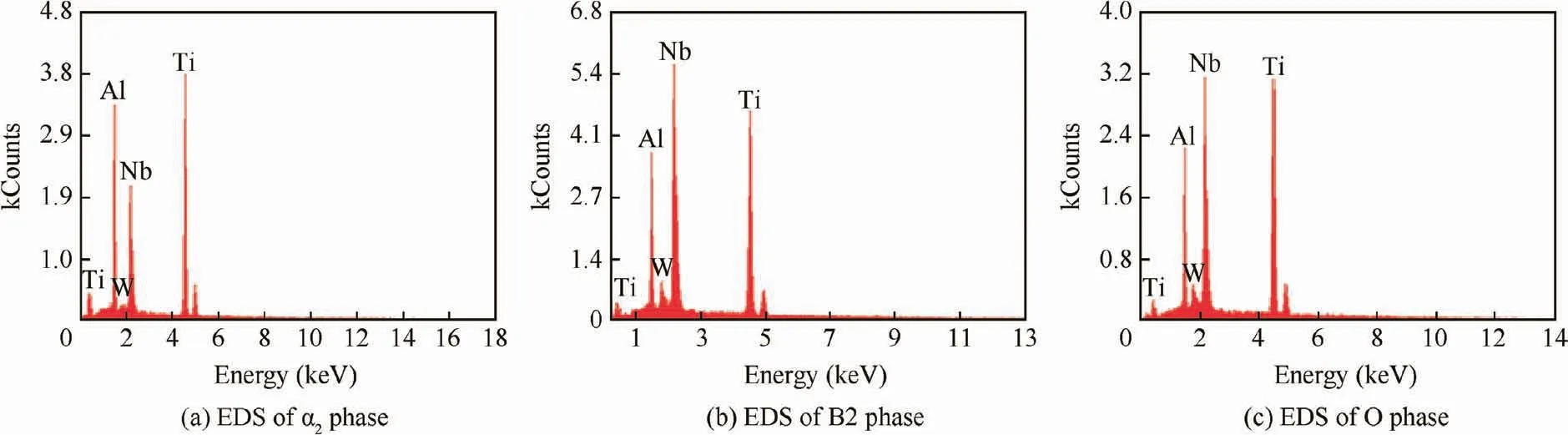
Fig.7 Energy dispersive spectrum(EDS)of corresponding phases.
3.3.Phase transition and microstructure evolution during furnace cooling
Furnace cooling is applied to regulate the room-temperature microstructure of the Ti2AlNb-based alloys,and to figure out the phase transition and microstructure evolution during furnace cooling.Fig.8(a)shows the XRD patterns of the Walloyed samples solution-treated at 900, 1000, 1070, and 1150°C for 12 h and followed by furnace cooling.It is for starters noted that the α2phase has been completely removed during the furnace cooling stage, and all the samples are composed of B2/β and O phases.For the samples sintered in the α2+B2+O and α2+B2 phase regions,the disappearance of the α2phase is attributed to the reaction of α2+B2 →O,and the main phase has become an O phase in the XRD patterns.Similarly,the precipitation of the O phase from the B2 matrix, i.e., B2 →B2+O, leads to increased intensities of O-phase peaks in the alloy furnacecooled from the single B2 phase region.In contrast with the XRD pattern of the quenched alloy,the main peak of the B2 phase returns to be the(110)plane,due to the precipitation of the O phase following the Burgers relation (001)O//(110)B2,22and the(110)plane of the B2 phase begins to dominate in the furnace-cooled alloy.To interpret the phase transition during the furnace cooling stage,the volume fractions of the phases are calculated according to the XRD patterns(Fig.8(b)),and a comparison of the phase content between the quenched and furnace-cooled samples is shown in Table 1.During the furnace cooling stage,the O phase begins to precipitate at the expense of B2 and α2phases.The transformations of O →B2 and α2+B2 →O could account for the variation of the phase content, and the furnacecooled samples contained 38 vol%-47 vol%B2 phase as well as 53 vol%-62 vol%O phase.

Fig.8 XRD patterns and phase contents of W-modified Ti2AlNb-based alloys solution-treated and followed by furnace cooling.

Table 1 Phase contents(vol%)in the W-alloyed Ti2AlNb samples solution-treated at 900,1000,1070,and 1150°C followed by water quenching(Q)or furnace cooling(FC).
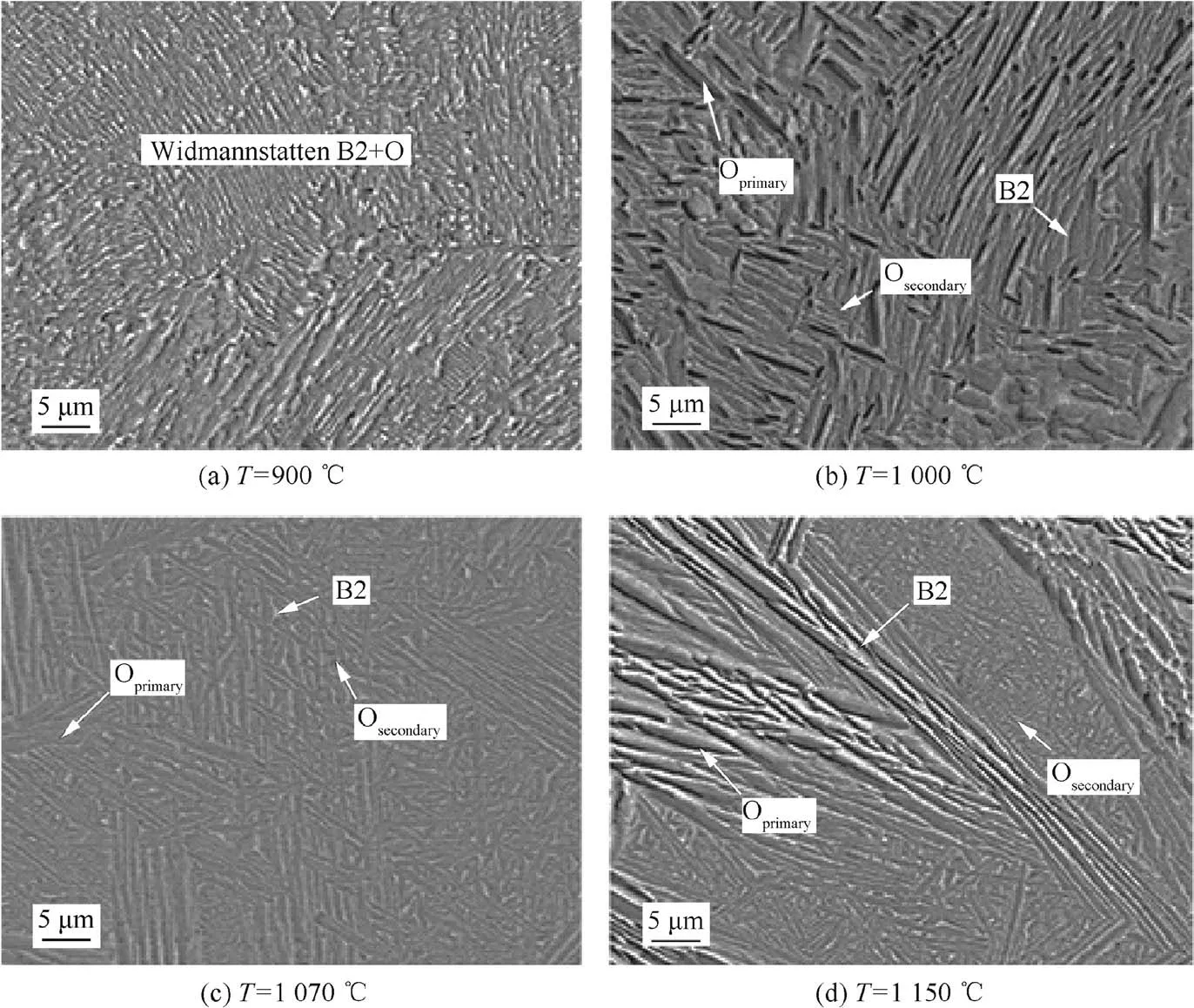
Fig.9 BSE images of W-modified Ti2AlNb-based alloys solution-treated and followed by furnace cooling.
BSE images of the W-alloyed Ti2AlNb samples,solutiontreated at 900,1000,1070,and 1150°C and followed by furnace cooling,are shown in Fig.9.BSE images of the W-free Ti2AlNb samples, furnace-cooled from the corresponding phase regions,are shown in Fig.10.At the first glance,in Fig.9(a),a Widmannsta¨tten structure is obtained in all the furnace-cooled samples with W addition.To be specific,complete and well-distributed B2+O lath colonies are formed in the W-alloyed sample furnace-cooled from the B2+O region.Furnace cooling leads to a uniform precipitation of the O phase,in contrast with the quenched one in Fig.5(a).This is analogous to the structure of the W-free sample furnacecooled in the B2+O phase region shown in Fig.10(a).For the W-modified one sintered in the α2+B2+O phase region,the alloy includes coarse O laths and B2+O lath colonies,as shown in Fig.9(b).The coarse O laths remain from the equiaxed O phase or are transform from the α2phase shown in Fig.5(b).The lath colonies of the Widmansta¨tten structure are formed from the B2 matrix.Overall,the percentage of the equiaxed O phase is less than that in the W-free sample with the same sintering process, due to the relatively lower O-phase content. When the sintering temperature rises to 1070°C,the equiaxed O phase evolves to be acicular according to Fig.9(c),and the size is comparable to that of the equiaxed O phase in Fig.8(b).The acicular O phase is transformed from α2as well,considering that the quenched sample has shown the feature of acicular α2in Fig.5(c).During the cooling stage within the α2+B2 phase region,acicular O is firstly formed according to the reaction of α2+B2 →O.As the temperature decreases to the α2+B2+O phase region during cooling,a primary O lath precipitates from the B2 matrix, i.e.,B2matrix→B2lath+Oprimary, and a further temperature decrease leads to the decomposition of the B2 lath, i.e.,B2lath→B2+Osecondary.In Fig.9(d),the W-alloyed sample sintered in the B2 single-phase region displays a complete B2+O Widmannsta¨tten structure with primary and secondary O precipitates. According to Fig. 10(b)-(d), the obtained structures of the samples sintered in α2+B2+O,α2+B2, and B2 phase regions differ from those of the W-free samples sintered in the same phase regions in that the equiaxed O phase remains in the B2 matrix.This provides a side evidence for the function of W element on accelerating the solutions of the α2and O phases.Apart from this,in Fig. 9(a), the Widmannsta¨tten structure differs from the observed B2+O lath colonies in the sample sintered in the B2+O phase region.During the cooling stage,the sample sintered at 1170°C experiences transformation within four phase regions,and the formation of an O phase follows the reactions B2matrix→B2lath+Oprimaryand B2lath→B2+Osecondaryas well.
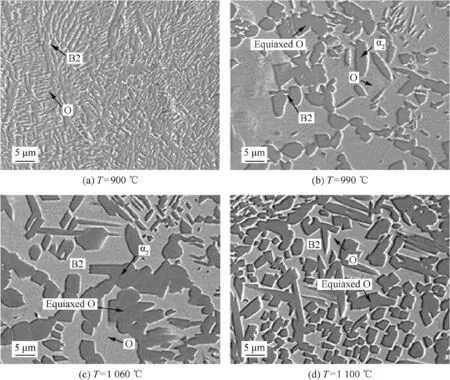
Fig.10 BSE images of W-free Ti2AlNb-based alloys solution-treated and followed by furnace cooling.
The width of the O laths could be calculated from the BSE images in Fig.5(a)and Fig.9.For the samples sintered at 900°C,as shown in Fig.5(a)and Fig.9(a),furnace cooling leads to a growth of the O lath, as the widths for the furnace-cooled and quenched samples are about 0.5 μm and 0.4 μm,respectively.It is noticed that the lath width in the W-free samples sintered at 900°C is around 0.3 μm,17which means that W addition fails to refine the Widmannsta¨tten lath of the powder metallurgic Ti2AlNb-based alloy sintered in the B2+O region.The O-lath widths of the furnace-cooled samples at 1000,1070,and 1150 are about 0.7,1.4,and 0.8 μm,respectively.By contrast,the O-lath widths of the W-free samples sintered in the α2+B2+O and B2 phase regions are 0.14 μm and 1.8 μm, respectively.17It is found that the W-alloyed samples sintered in the B2+O and α2+B2+O phase regions contain O laths that are coarser than those in the W-free samples,17while the O lath in the W-alloyed sample sintered in the B2 phase region is finer than that in the W-free sample.Yang et al.and Feng et al.have reported the refinement of lamellar and the resultant improvement of properties in W-modified Ti2AlNb-based alloys.18,19,26Nevertheless,it is suggested that the Widmannsta¨tten structure be hardly refined when alloys are solution-treated in B2+O and α2+B2+O phase regions.Instead,W alloying refines the Widmannsta¨tten structure when the alloy is solution-treated and then cooled from the single B2 phase.The atomic radius of W is comparable to that of Nb,and W atoms could occupy the positions of Nb in an O-phase unit cell.Therefore,the refinement might be due to that the addition of W leads to an efficient solution of the B2 phase,and a lower diffusion rate of W in Ti2AlNb-base alloys restricts the growth of Widmannsta¨tten laths for a small width.20However,the α2phase remains in the alloys right after solution treatment in the B2+O and α2+B2+O phase regions,and the difference in concentration between the Nblean α2phase and the Nb-rich O phase is likely to drive the diffusion of Nb element for coarsening of the laths.
3.4.Relation among phase composition,microstructure,and hardness
Fig.11 illustrates the Vickers hardness of the W-alloyed samples by furnace cooling and quenching at 900,1000,1070,and 1150°C.The quenched sample containing the most B2 phase exhibits extremely low hardness performance, since the Ti2AlNb-based alloys rely largely on the O precipitation strengthening. By regulating the microstructure, a Widmannsta¨tten structure is obtained in the furnace-cooled samples,and the hardness is enhanced in contrast with that of the quenched ones.The overall hardness of the furnace-cooled samples is about 330 HV,no matter which phase region the sintering temperature falls in.Neither the phase composition nor the O-lath size fluctuates much in the samples furnacecooled at 900,1000,and 1070°C,which could account for the stable hardness performance. For the one sintered at 1150°C,the reduced O-phase content should be responsible for the slightly decreased hardness.On the other hand,the hardness value is unfortunately lower than that of the W-free samples sintered in these phase regions for the same time.17Since W addition promotes the solution process,which is likely to remove the defects within the grains,the hardness is suppressed in the W-alloyed samples.Another clue could be found from Fig.3(b).The Ti-22Al-23.4Nb-1.6W alloy sintered at 1200°C for only 0.5 h exhibits an excellent hardness performance,489±18 HV,which is considerably higher than that of the furnace-cooled samples(~330 HV).This provides a side evidence for the insufficiency of short-time sintering to eliminate the remained defects.In addition,the hardness is remarkably higher than that of the W-free samples(~389 HV)for long-time solution treatment as well,17which implies that the hardness could be enhanced by regulating the heat treatment process in the W-modified Ti2AlNb-based alloys.
4.Conclusions
(1)An addition of tungsten promotes the solutions of α2and O during solution treatment,and a complete B2+O Widmannsta¨tten structure is constructed by furnace cooling from all the phase regions.
(2)W alloying refines the Widmannsta¨tten structure when alloys are solution-treated and then cooled from a single B2 phase,rather than being solution-treated and cooled from the B2+O and α2+B2+O phase regions.
(3)Although the hardness is uncompetitive when an alloy is solution-treated for 12 h,short-time sintering in a single B2 phase induces an excellent hardness performance,489±18 HV, which suggests the potential of Wmodified Ti2AlNb-based alloys for further enhancement of hardness by regulating the phase and structure.
Acknowledgements
The authors are grateful to the National Natural Science Foundation of China(Grant Nos.51474156 and U1660201)and the National High Technology Research and Development Program (‘‘863” Program) of China (Grant No.2015AA042504)for financial support.
杂志排行

CHINESE JOURNAL OF AERONAUTICS的其它文章
- Guide for Authors
- Thermoelastohydrodynamic analysis of misaligned bearings with texture on journal surface under high-speed and heavy-load conditions
- Role of the inter-pass cooling rate in recrystallization behaviors of Ni-based superalloy during interrupted hot compression
- Crystal orientation and morphology of α lamellae in wrought titanium alloys:On the role of microstructure evolution in β processing
- Three-dimensional finite-time cooperative guidance for multiple missiles without radial velocity measurements
- Data-driven model-free adaptive attitude control of partially constrained combined spacecraft with external disturbances and input saturation