U型卷取工艺试验研究
2019-05-31王鹏
王 鹏
(山东钢铁集团日照有限公司钢铁研究院,山东 日照 276805)
热轧带钢在卷取过程中,卷取温度全长设定为同一目标温度值,称之为等温卷取。等温卷取工艺下,钢卷内外圈由于热辐射及与空气对流换热而导致温度较低,同钢卷的中间部分相比,渗碳体、AlN的析出少且不易粗大,从而使钢卷头尾部分的材料性能变差,影响最终产品通卷性能的均匀。
控制冷却技术是提高热轧组织性能的重要手段,而层流冷却系统已成为热轧带钢控制冷却的重要工艺手段[1]。为了消除性能要求严格的钢种钢卷头尾与中间部分性能差异,例如深冲超低碳IF钢和高强系列钢板,国内很多钢厂热轧生产一般会使用U型卷取工艺(即提高头尾的卷取温度目标值使卷取温度分布呈现U型,如图1所示),来改善冷热轧钢卷的头尾性能。
为了验证热轧U型卷取工艺的实际作用效果,我们选取四炉低碳铝镇静钢DC01进行工艺对比试验,其化学成分如表1所示。为保证生产工艺的一致性,四炉DC01从炼钢到冷轧均为集中生产,热轧和冷轧成品规格和工艺制度保持一致。

图1 U型卷取工艺控制示意图

牌 号CSiMnPSAlsDC01≤0.03≤0.03≤0.03≤0.02≤0.02≤0.06
1 热轧组织与性能情况
1.1 热轧工艺情况
试验钢热轧生产分别执行等温卷取和U型卷取工艺进行对比,其中等温卷取工艺全长卷取温度设定为同一目标值,而U型卷取工艺以带钢中部温度为基准,中部采用原始目标卷取温度,通过设定头、尾部冷却长度和冷却温度实现全长的U型控制。具体为等温卷取工艺目标卷取温度设定为700 ℃,如图2所示,U型卷取工艺中部目标卷取温度为700 ℃,头部、尾部50 m目标卷取温度为730 ℃,如图3所示。
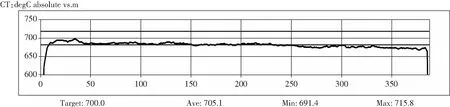
图2 等温卷取实际温度控制曲线
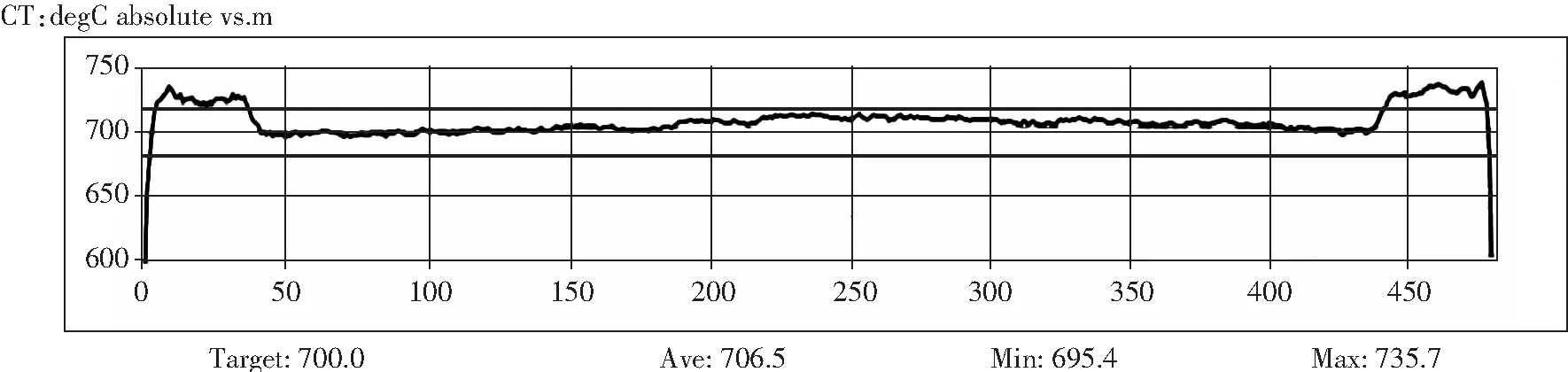
图3 U型卷取实际温度控制曲线
对热轧卷的头部、尾部取样,对比不同层流冷却工艺下的热轧头尾部组织和性能。
1.2 热轧金相组织
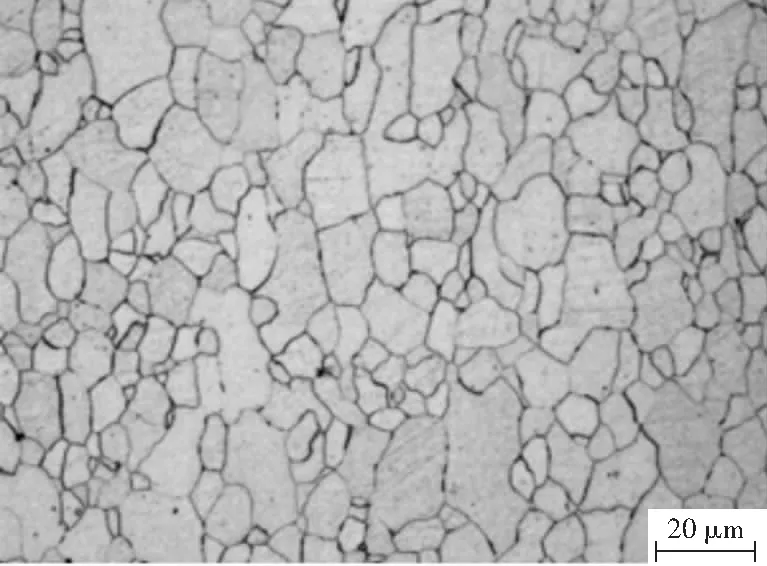
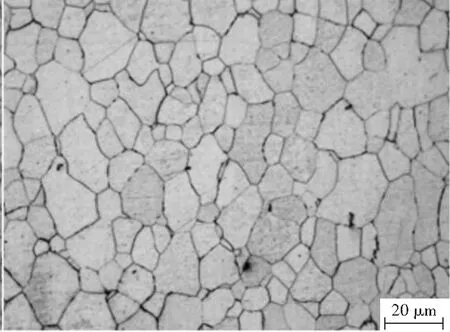
由图4和图5的热轧头部、尾部试样的显微组织可见:
(1)由于钢卷外圈散热较快,卷芯热传导散热较尾部慢,所以热轧尾部晶粒较头部更为细小。
(2)与等温卷取相比,U型卷取工艺下热轧卷头部、尾部晶粒尺寸更粗大。
(3)与等温卷取相比,U型卷取工艺下热轧卷头部、尾部晶粒尺寸相差更小,晶粒更加均匀。
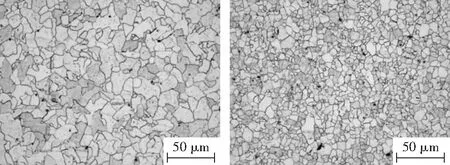
(a)头部 (b)尾部图4 等温卷取热轧头尾部200倍金相组织对比
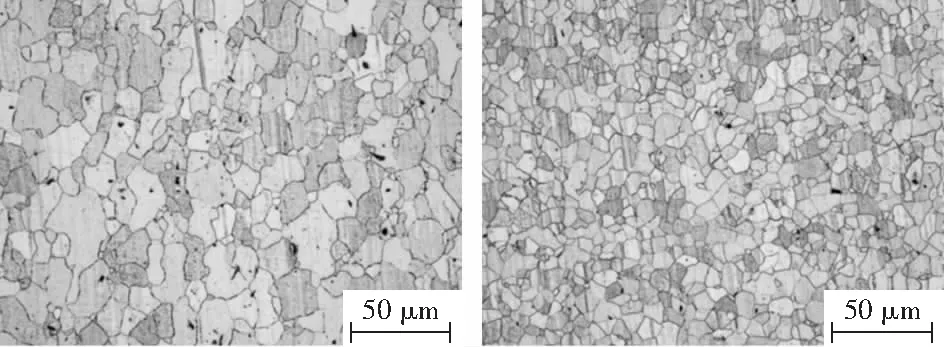
(a)头部 (b)尾部图5 U型卷取热轧头尾部200倍金相组织对比
1.3 热轧头尾力学性能
对热轧卷的头部、尾部试样做拉伸实验,测试热轧屈服强度ReL、抗拉强度Rm和延伸率A50指标,结果见表2。

表2 热轧卷头尾拉伸性能结果
从表2中热轧卷头尾部试样的性能结果可见:
(1)在两种工艺下,热轧卷头部和尾部屈服强度差异变化较大。其中等温卷取工艺下,尾部屈服强度比头部屈服强度平均高20 MPa,原因为尾部散热较头部快,温度低,晶粒更细小,屈服强度增加,这与金相组织相对应;U型卷取工艺下,热轧卷头部和尾部的屈服强度差异明显减小。
(2)在两种工艺下,热轧卷头部和尾部的抗拉强度、延伸率指标差异不大。
2 冷轧组织与性能情况
2.1 酸洗表面质量
热轧基板在酸洗工序头尾出现横折印问题,缺陷长度与头尾U型长度基本对应。经分析U型卷取工艺提高了热轧头尾部卷取温度,在带头带尾实际温度控制会出现超过设定值的情况下,导致头尾屈服强度降低,屈服平台长度加长,上下屈服点应力差增大,便可能加重横折印缺陷的产生(见图6)。

图6 酸洗横折印缺陷
由于存在屈服平台,横折印缺陷在低碳铝镇静钢中很常见,一般产生于冷轧开卷矫直后,存在轻微手感,经冷轧机的连续轧制变形后基本可消除。
2.2 冷轧金相组织
由图7和图8的冷轧头部、中部、尾部试样的显微组织可见:
(1)带钢经退火再结晶后,整体的金相组织晶粒度均在8.5~9.5级之间,冷轧卷头部和尾部的晶粒大小差异较热轧卷减小。
(2)等温卷取的钢卷经冷轧退火后,卷中部与头尾部的晶粒相差较大,其中中部晶粒相对粗大,等轴晶粒分布更多,因此中部组织明显更为均匀。
(3)U型卷取的钢卷经冷轧退火后,卷中部与头尾部的晶粒相差不大,头尾部晶粒一般较中部晶粒仍稍微细小些,但通卷组织更为均匀。
(a)头部
(a)中部
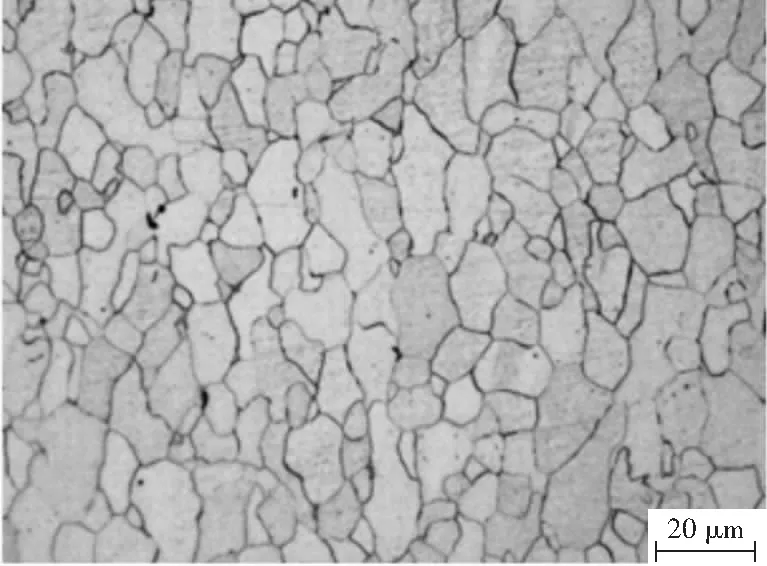
(a)尾部图7 等温卷取冷轧头中尾500倍金相组织对比
2.3 冷轧力学性能
冷轧连续退火生产的产品同一个钢卷上性能的波动,主要是由于热轧冷却不均,以致碳氮化合物不均匀析出以及平整量变动而造成的[2]。对退火后的冷轧卷头部、中部、尾部取样分析,整体来看,两种工艺下的冷轧卷头部、中部、尾部的屈服强度与抗拉强度值相差10 MPa左右,延伸率相差5%以内;如表3所示,对于冷轧卷的头尾部与中部的屈服强度和抗拉强度差异,U型卷取工艺下该性能差明显低于等温卷取工艺下的冷轧卷,即U型卷取比等温卷取的冷轧卷通卷性能更加均匀。

(a)头部

(a)中部

(a)尾部图8 U型卷取冷轧头中尾500倍金相组织对比

表3 冷轧卷强度性能结果(单位:MPa)
3 结论
(1)U型卷取工艺使得热轧卷头尾部的屈服强度差异减小,可提高冷轧卷通卷的性能均匀性,对屈服强度的影响要高于对抗拉强度的影响。
(2)U型卷取工艺可能会加重酸洗工序热轧原料头尾部横折印缺陷的产生,主要为低碳铝镇静钢,通过工艺调整可减轻该缺陷。
(3)U型卷取工艺效果良好,可以推广应用到超低碳钢、低合金高强钢、双相钢等性能要求较高的钢种。
