白铜B19带材退火及酸洗工艺技术研究
2019-05-27范先勇
范先勇
(1.中南大学材料科学与工程学院,湖南 长沙 410083;2.中铝洛阳铜加工有限公司,河南 洛阳 471039)
白铜是以镍为主要添加元素的铜合金,铜-镍合金具有良好的导电性、导热性和良好的机械性能,热态、冷态压力加工性能也很好。同时具有色泽漂亮、耐腐蚀性能强等优点,被广泛应用于工业生产中[1]。随着科技的发展,金属合金被大量使用于各类机械工具的制造中,白铜以其优异的物理化学性能被越来越多地应用于船舶业、仪器仪表、医疗器械、工艺装饰品等领域,其表现的优异性状得到了工程实践的检验,既可靠又稳定,也是重要的电阻及热电偶合金。
1 白铜带材的组成及制作工艺
Cu与Ni形成无限固溶的连续固溶体,面心立方结构[2]。Cu-Ni合金中,当Ni含量超过16%时,产生的Cu-Ni合金会呈现白色,Ni含量越高时,颜色也会越白。B19铜合金中,含Ni在19%左右,呈白色,该合金主要含Fe、Mn、Zn等杂志元素,因杂质含量较少,对产品物理性能、机械性能等基本没有影响。表1为白铜B19的元素组成。

表1 白铜B19的元素组成
白铜B19产品冷加工性能较好,冷变形时,加工率可达80%以上,白铜B19产品工艺流程设计如图1所示。

图1 白铜B19产品工艺流程图
白铜B19带材多采用罩式炉进行退火处理。罩式炉的主体部分包括炉台、喷淋型冷却罩和热电偶加热罩、对流盘等[3],适用与紫铜、黄铜、白铜等各种铜及铜合金的光亮退火要求,整个退火工艺过程包括升温、持续保温、冷却三个过程,其主要工艺如图2所示。
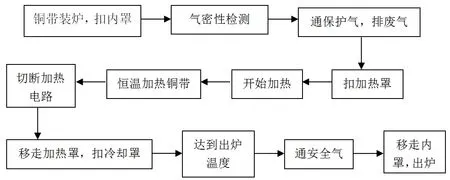
图2 罩式炉的工艺流程
实际生产中,采用罩式炉对白铜B19进行退火处理时,温度多控制在600℃~750℃,由于现存技术的限制以及生产现场存在突发问题,在退火过程中易出现碰边、加热延时、加热速度或冷却速度过快等现象,同时很容易会造成带材表面烧粘,影响生产进度和带材的经济价值。
2 产品改善的应对措施
在工业应用中,用户会对白铜B19产品的各项品质有所限制,而软态产品一般要求HV在90以下,且要求产品表面要光亮、不能发暗、不能有烧粘印。
针对钟退后烧粘问题,结合设备现状,本文对解决方案进行了探讨。
罩式炉退火时一般采用高氢(75%)气氛进行光亮退火,通过实验研究得到,退火温度对B19带HV的影响变化如表2所示,退火温度在600℃时,产品的维氏硬度高达95,退火温度在650℃时,产品的维氏硬度可降至85。

表2 不同温度下2.5mm带材HV对比
即罩式炉的退火温度在650℃时,白铜B19带材可以被软化,并达到HV90以下。但是罩式炉退火温度偏高,很容易造成带材表面烧粘,从而使带材表面颜色发暗、有烧粘印,难以满足用户要求。
为改善白铜B19厚带产品表面质量,结合现场的设备能力,进行了一系列试验。罩式炉生产完成以后,进行酸洗工序,白铜B19热处理后表面形成致密的Ni2O和NiO,一般采用硝酸水溶液或在硫酸水溶液的基础上加入少量硝酸(HNO3)来提高酸洗效果,反应如下:
NiO+H2SO4—NiSO4+H2O
Ni2O+2H2SO4—2NiSO4+H2O+H2
Ni+2HNO3—Ni(NO3)+H2
酸洗工序包含刷洗环节,为去除带材表面烧粘层,先后使用尼龙刷、200目3M刷、500目3M刷、1000目3M刷、2000目3M刷进行刷洗,其中,3M刷材质是尼龙丝+磨料Al2O3,制刷工艺是将条状不织布材料均匀的粘结在电木管材料制成的辊轴上,形成外松内紧的辐射状结构。不同刷子类型刷洗试验效果如表3所示。
从试验效果看,在酸洗设备上使用500目的3M刷进行刷洗,能将带材表面烧粘层完全去除掉,图3为刷洗前后的带材表面,刷洗后带材表面发亮,试验效果良好。
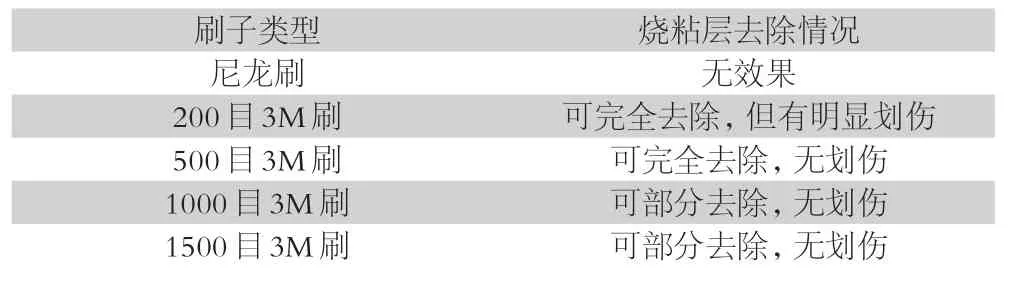
表3 不同刷子类型效果对比
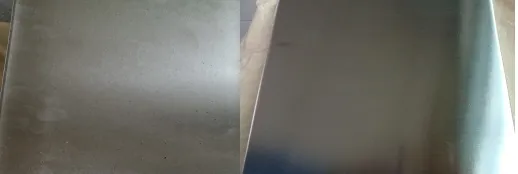
图3 刷洗前后的带材表面比较(左为刷洗前,右为刷洗后)
3 结论
①对白铜B19退火工艺以及力学性能进行了阐释和系统研究,根据实际生产得到了罩式炉的操作工艺;②通过进行刷子选型试验,解决了带材表面烧粘问题,可以得到表面光滑、颜色光亮、性能稳定、无烧粘印的产品。
