电缆成型模具激光再制造工艺分析和应用
2019-05-24林凯生李福海陈兴驰王岳亮马文有
林凯生,李福海,陈兴驰,王岳亮,马文有
(广东省新材料研究所激光制造研究室,广东 广州 510650)
电缆行业涉及到的模具有:拉丝模、绞合模、紧压成型模、成缆模、挤出模等。其中紧压成型模、成缆模、挤出模属于塑料模具,是塑料挤出全过程中最后的热压作用装置,直接决定电缆加工的品质,塑料模具使用的材料有碳素工具钢、合金钢、不锈钢等。其中,碳素工具钢由于经济性高,应用最为广泛。在注塑成型时,注塑模具型腔的温度高于300℃,某些塑料中还加人了玻纤、无机填料及固体颜料,固态添加剂和塑料熔体一起在流道、模腔中髙速流动,对模具接触表面产生很大的摩擦,从而导致模具产生磨损。
再制造是利用各种技术手段对废旧产品进行修复和改造,再制造过程中能够节能50%、节材60%、节约总成本70%以上,再制造的本质是发掘生产过程中的“富矿”。激光熔覆技术是再制造所采用的关键技术之一,由于激光器系统性价比的提高、材料体系的完善和工艺技术的成熟,是“增材制造”、3D打印技术发展的关键。其中,同轴送粉式激光熔覆“增材制造”技术,由于工艺可靠性、生产效率高和柔性制造的特点,是发展的重点。
因此,本文针对磨损失效的电缆成型模具,采用“激光再制造”技术,快速恢复模具的使用效用,为传统行业技术进步寻求一种可靠的高技术保证。
1 设备、工艺、模具材料及方法
磨损的电缆成型模具—交联外屏分流套模具,其尺寸特点是圆锥的内表面,可以明显看出,内锥面局部有2-3mm的磨损,从而导致了生产的线缆包套厚度不均匀,影响了产品质量而报废。模具的材料是40Cr,热处理硬度45 HRc。
激光熔覆设备采用Trumpf6006激光器,如图1所示,其配置了6+2轴KuKa机械手,送粉头采用3路同轴送粉;主要的激光工艺参数为:光斑4-6mm圆光斑,熔覆速度600mm/min,多道多层搭接,搭接率50%;熔覆材料采用Fe-Cr-B-Si系自熔合金粉末,选取了1、2、3种不同硬度的粉末进行试验,粉末粒度+5-125微米;试验过程伟首先采用优化工艺参数在试样上进行熔覆,分析熔覆层的组织和性能并进行系统测试,然后在模具表面制作激光熔覆层,熔覆层经过后加工,检测尺寸精度和表面光洁度,达到新模具的要求,上机试验。

图1 激光再制造系统
2 试验结果及分析
2.1 光学显微镜观察。
40Cr钢的表面经过激光再制造Fe基合金后,在钢材的表面形成明显不同于基体的金相组织。如图2所示。由表及里,最表面一层为熔覆层;其下次是热影响区;再往里是钢材的原始基体组织。熔覆层具有非常细腻的结构,在图中呈现白亮的特征,这是因为其在硝酸酒精侵蚀液的耐腐蚀性能明显好于基体材料,组织细小均匀、没有孔洞、裂纹等缺陷;从图3可以看出,熔覆层与基体具有紧密的结合,产生了局部的焊接冶金结合,这是因为熔覆层底层部分是粉末材料与基体共同熔化凝固后所新生成的,没有孔洞、裂纹等缺陷,而且热影响区的范围最大为101.10微米,非常细小,说明激光熔覆过程对基体的影响非常小。
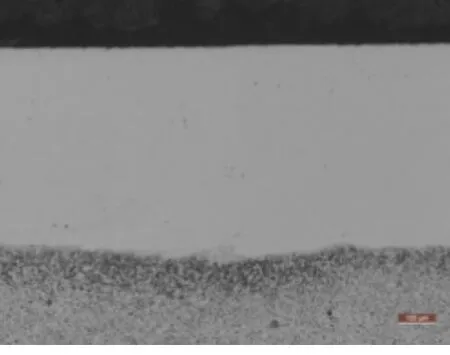
图2 激光再制造Fe基合金层
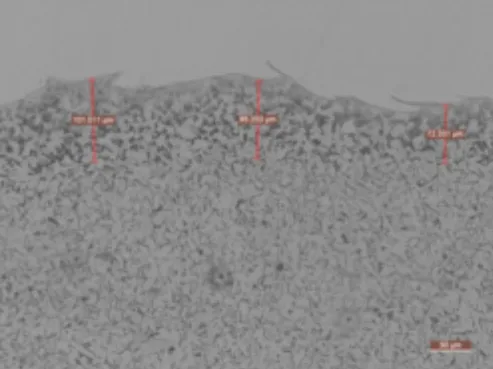
图3 激光再制造Fe基合金层结合界面
2.2 熔覆层的性能分析
(1)熔覆层显微硬度。表1列出了样品熔覆层与基体的显微硬度,可以看出,可以看出,激光熔覆层硬度分比较均匀,1号粉末熔覆层平均硬度为485,2号粉末熔覆层平均硬度为350,3号粉末熔覆层平均硬度为381,基体材料的显微硬度均值约为422,3号粉末的硬度与基体最为接近,因此选择其再制造模具产品。
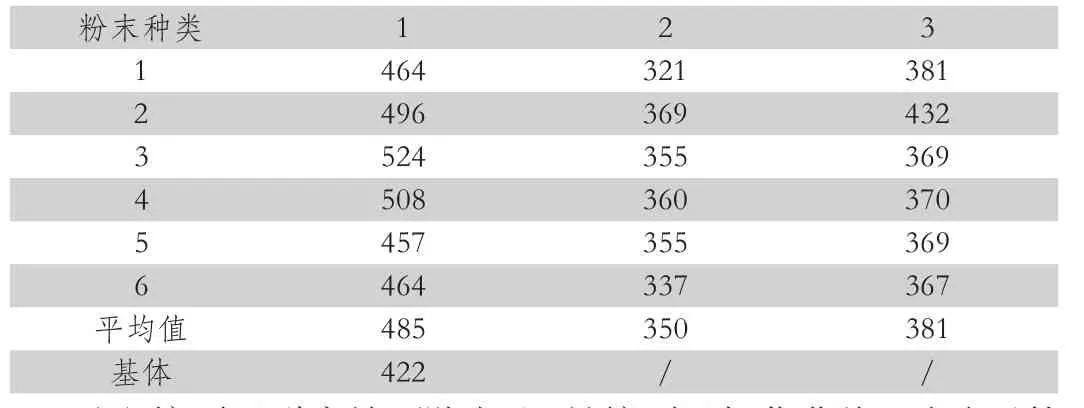
表1 熔覆层硬度值表(Hv200,15)
(2)熔覆层耐腐蚀。测试了3号熔覆层极化曲线,试验后的试样上出现了点蚀现象,但基体产生了明显的溶解腐蚀;得出结论激光熔覆层电位较低,会产生明显的钝化现象,钝化电位高于基体的电压,因此比基体耐腐蚀性强。
盐雾试验是评价熔敷层的有效验证试验,图4是熔覆层经过3天盐雾试验的试样外观,在实验过程中,基体在1天后就出现了腐蚀,3天后出现了严重的腐蚀,而熔覆层在连续的1周试验期内也没有任何腐蚀,因此熔覆层比基体的耐腐蚀性更强。实验过程中,熔覆层也没有出现红点,证明熔覆层没有贯穿的缺陷。
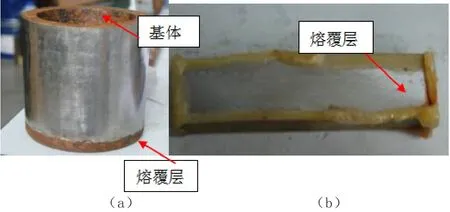
图4 熔覆层盐雾腐蚀试样表面形貌(a不封基体;b封闭基体)
2.3 模具激光再制造的经济性分析
全新模具加工周期为1-1.5月,价格在数万元;而激光再制造的加工周期仅为3天左右,费用约为0.3万元,再制造模具的时间消耗和费用消耗仅为新模具的10%以下;激光再制造后的模具如图5所示,随后,再制造模具在企业的生产线上得到应用,达到了新模具的效果。

图5 激光再制造的模具(a熔覆后的模具;b再制造后的模具)
3 结论
(1)碳素工具钢上激光熔覆Fe-Cr-B-Si熔覆层组织均匀细腻、没有气孔、裂纹、孔洞等缺陷,与基体达到冶金结合,热影响区低于0.2mm。
(2)激光熔覆Fe-Cr-B-Si熔覆层可依据硬度需要进行选择,熔覆层在腐蚀环境中具有钝化效果,具有更好的耐腐蚀性能;盐雾试验结果表明熔覆层内没有贯穿的孔隙,可在耐腐蚀环境中长期保证结构的完整性。
(3)激光再制造比新制造模具能够节约10倍以上的生产制造周期和成本,可靠性高,具有极大的推广应用前景。
