航空发动机及燃气轮机叶片涂层概述
2019-05-18崔慧然李宏然崔启政任建伟翟永杰张乔
崔慧然,李宏然,崔启政,任建伟,翟永杰,张乔
(无锡透平叶片有限公司,无锡 214174)
0 前言
随着航空发动机及燃气轮机(以下简称“两机”)的技术不断发展和使用要求的不断提高,其工作温度也逐步升高,工作环境也会千差万别。目前先进的发动机的压气机段的出口温度已经超过650℃,而燃烧室温度可以接近2000℃,高压涡轮进口温度可以达到1650-1750℃[1]。而目前常规的Ni基高温合金的最高使用温度只能承受1080℃,基体材料所能承受的温度有限,且长时间工作在高温环境下基体耐热腐蚀和耐氧化的性能也会降低[2-3]。而海洋环境和沙尘环境对“两机”叶片的侵蚀更是会极大地导致发动机叶片寿命降低。为了提高其寿命、抗疲劳性能及发动机的效率,叶片需要具备能够承受氧化腐蚀、高速气流冲刷、抗高温蠕变及热机械疲劳长期工作而不致失效的能力,在叶片上使用合适的涂层防护技术便是一种既经济又有效的方式。

图1 航空发动机和燃气轮机压气机叶片及涡轮叶片图示Fig.1 Diagramofcompressor blades and turbine blades for Aero-engine and Gas Turbine
本文主要围绕“两机”压气机叶片及涡轮叶片涉及涂层的分类、涂层制备技术现状、主要性能指标,结合在无锡透平叶片有限公司的研制及批产应用情况进行论述。
1 “两机”压气机叶片涂层
“两机”压气机叶片涂层按叶片部位及功能分为叶根榫头抗微动磨损涂层、型面防腐蚀涂层、抗冲蚀涂层和阻燃涂层四大类。
1.1 叶根榫头抗微动磨损涂层
1.1.1 CuNiIn涂层
微动磨损是指两接触面发生极小幅度的运动产生的磨损损伤,是航空发动机风扇、压气机和涡轮叶片安装联结部位一种常见故障,发动机轻量化、要求的轻、薄、柔性结构以及高转速等带来的微动磨损问题比较严重。钛合金因摩擦系数大、耐高温磨损性能较差,相比其他材料,对微动磨损更加敏感[4]。发动机钛合金压气机叶片在旋转过程中震动会造成榫头与轮盘隼槽发生微动磨损,使基体消耗、连接间隙增大,影响其使用寿命及机组的安全可靠性。CuNiIn涂层因具有硬度低、耐腐蚀和抗高温性能好等特点,常用作压气机叶片的工作面抗微动磨损涂层。

图2 压气机叶片CuNiIn涂层Fig.2 CuNiIn coatings on compressor blades
CuNiIn涂层是在Cu涂层基础上改良的软质金属涂层,提高了涂层硬度,减小了磨损损伤,与Cu涂层相比虽微动磨损防护效果有所降低,但综合性能得到提高。CuNiIn涂层的制备方法有大气等离子喷涂、超音速火焰喷涂、电弧喷涂等方法,其中大气等离子喷涂CuNiIn涂层最为常见,通过氢气电离形成等离子火焰将送入火焰的粉末熔化、喷射到工件表面,涂层质量受预热温度、喷涂距离、送粉量等因素影响重大。受大气等离子喷涂工艺限制,涂层氧化物含量偏高,电弧喷涂技术可以制备更加致密、光滑、结合强度高的涂层[5-6]。
目前,CuNiIn涂层已在GE、Rolls-Royce、SNECMA等发动机供应商的产品上得到应用。如GE某机组钛合金压气机叶片,要求在工作面喷涂厚度为127±50μm的CuNiIn涂层,剪切强度至少需要达到44.4MPa。
国内外在钛合金抗微动磨损方面做了大量研究,大致可以分为三类:第一类为表面改性技术,如渗氮、激光硬化、喷丸等;第二类为表面涂层技术,如热喷涂、微弧氧化等;第三类为涂层结构设计,在抗微动磨损的同时保证微动疲劳性能。CuNiIn涂层作为常用微动磨损防护方法之一,成为热门研究对象。靳磊等[7]对CuNiIn微动磨损涂层失效机理进行了研究,认为涂层表面在服役过程中伴随着粘着、加工硬化、氧化、磨屑剥落等复杂过程,并生成Cu2O、Cu0.1Ni0.9O1、CuInO2等物质,基于密度泛函理论第一原理得出生成物CuInO2对CuNiIn涂层服役形成不利影响。李琪[8]等对比研究了MoS2-Ti/CuNiIn多层膜和MoS2-Ti、CuNiIn单层膜的高温抗微动磨损性能,发现多层膜交替结构清晰、致密,具有更好的高温抗微动磨损性能。郭志宏[9]等以TC4为基体材料,研究了电弧喷涂工艺参数对CuNiIn涂层性能的影响,优化涂层制备工艺,获得了性能和结构良好的涂层,为航空发动机压气机叶片工作面制备质量更加优良的CuNiIn涂层进行了深入探讨。吴轩璇[10]等以TC4-DT合金为基体材料,研究了超音速火焰喷涂CuNiIn涂层组织结构,并验证了涂层对基体疲劳极限的影响,使用CuNiIn涂层后磨损体积降低62%。
1.1.2 干膜润滑涂层
干膜润滑涂层(Dry Film Lubricants)又称固态润滑涂层,是将润滑介质分散于无机或有机粘结剂中,通过不同的制备方法将其涂敷到工件表面,减少摩擦磨损[11]。航空发动机叶片榫头部位由于工作条件恶劣,承受巨大的离心负载及微动磨损等损伤,易造成叶根榫头磨损,装配间隙增大。干膜润滑技术可以有效地解决这一难题,将干膜润滑技术应用于航空发动机叶片榫头部位,可以防止微动磨损对叶片榫头的损伤,提高发动机的可靠性,延长其使用寿命[12-13]。
目前,干膜润滑涂层在航空发动机上主要应用于叶根工作面喷涂,以减少叶根榫头表面的摩擦系数,有效地降低叶根压力工作面的磨损,提高叶片的抗微动磨损性能。常见的润滑涂层主要有:石墨基润滑涂层、二硫化钼基润滑涂层等[14-15]。GE某压气机叶片工作面所使用的石墨基润滑剂的工况使用温度可以达到760℃,Rolls-Royce某压气机叶片工作面所使用的二硫化钼基润滑剂工况使用温度可以达到300℃。
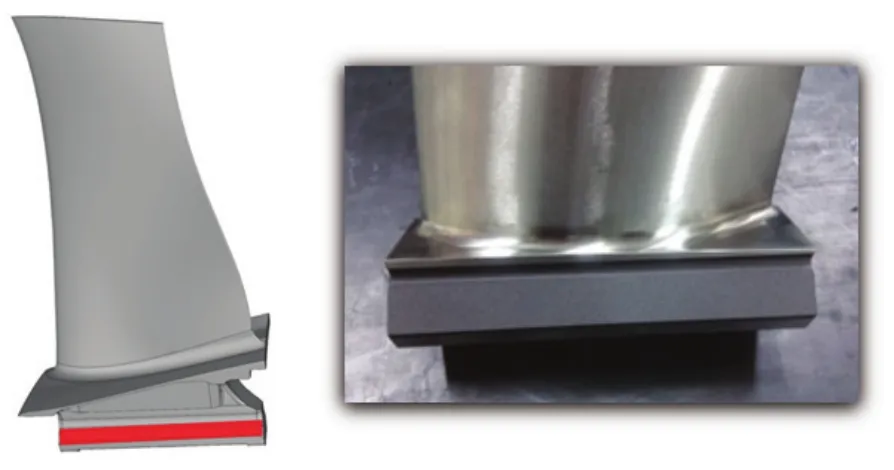
图3 压气机叶片干膜润滑涂层(石墨涂层)Fig.3 Dry Film Lubricants coatings on compressor blades
干膜润滑涂层的制备方法主要为涂刷、喷涂、沉浸等方法,较为常用的方法为喷涂法,喷涂法制备的干膜润滑涂层具备操作简单、喷涂效率高,涂层厚度均匀等优点。
叶片在进行干膜润滑涂层喷涂前需要进行表面处理(如喷砂、喷丸等),使得待喷涂表面粗糙度在合适范围内,增强叶根工作面与涂层之间的附着力。叶片工作面在喷涂完涂料后需要进行相应的表干工序及固化工序,固化后的涂层才能满足工况使用需求。
干膜润滑涂层在批产过程中主要检测指标有:外观、涂层厚度、附着力。而在进行首件鉴定时常见的检测项目有:耐高温性能、耐低温性能、耐液体介质、耐磨损性能、热稳定性能等。
干膜润滑涂层的种类日益增多,其应用也越来越引起人们的重视和关注。干膜润滑涂层在航空工艺上的应用在国外已十分普遍,它不仅可以满足现代航空工业在高温、高速、长寿命等方面的要求,它还起到节约能源和原材料的作用。目前,国内外干膜润滑涂层主流的喷涂方式采用手工喷涂,随着“两机”产业对涂层质量要求的日益提升,可制备出成分均匀、性能一致的干膜润滑涂层的机器人喷涂方式成为该涂层现阶段关注热点。无锡透平叶片有限公司通过自主研发,建成了干膜润滑涂层全自动喷涂生产线,并批量应用于GE和RR的“两机”压气机叶片榫头的干膜润滑涂层制备。
1.1.3 镀银涂层
在压气机叶根工作面镀银,具备与干膜润滑涂层类似的功能,能够减少摩擦力及微动磨损。另外,由于镀银具有较好的防腐蚀功能,镀银也被用于压气机叶片凸台的表面防腐蚀[16]。
在压气机叶片上镀银的主要方法为电镀法。如下为某压气机叶片叶根工作面镀银主要工序:消除应力——装挂——除油——绝缘——清理——腐蚀——冲击镀镍——冲击镀银——镀银——清洗、干燥——除脆——防腐——检验。
压气机叶片镀银工艺在批产过程中常见的测试项目有:外观检测、镀层厚度检测、裂纹检查。
1.2 型面防腐蚀涂层

图4 压气机叶片型面防腐蚀涂层Fig.4 Dry Film Lubricants coatings on compressor blades
压气机叶片是燃气轮机动力装置的主要组成部分,压气机的使用性能对燃气轮机的整体性能产生直接影响。压气机叶身部分(流道面)在使用过程中直接受到高速、高压、潮湿的大气冲蚀从而失效,其中由于腐蚀造成的失效尤为严重[17]。在压气机叶身部分涂敷型面防腐蚀涂层能够有效地较少叶身受到的腐蚀损伤,目前压气机叶身防腐蚀涂层应用较多的是无铬锌铝涂层。达克罗涂层(Dacromet)是指由片状锌粉、片状铝粉、润湿剂、分散剂、还原剂、去离子水及其它助剂等组成的混合溶液,搅拌均匀后涂敷在工件表面,在300℃下固化而成的涂层,达克罗涂层具有优异的耐腐蚀性能。无铬锌铝涂层是达克罗涂层改进后的涂层,它不仅保留了达克罗涂层的耐腐蚀能力,还具有良好的耐有机溶剂侵蚀的性能,且更加的环保[18]。
常见的无铬铝涂层主要由两层组成:底层-耐腐蚀涂层+面层-封闭涂层。常见的涂料牌号有:Alseal519,Alseal598等。底层的功能主要为基体提供阴极保护,在高温腐蚀环境下,通过阳极牺牲的方法为基体提供防腐蚀保护;面层的功能是提高底层防腐蚀涂层的平整度,通过降低涂层的消耗来延长涂层防腐蚀寿命。叶片型面防腐蚀涂层的制备方法主要为手工喷涂,这是由于叶片型面形状复杂,手工喷涂灵活性更好。
1.3 抗冲蚀涂层
直升机或运输机在沙漠区域起降或低空飞行过程中,环境中的盐粒、砂粒、火山灰在旋翼下洗气流的诱导下高速吸入发动机,导致发动机部件受砂尘冲蚀损伤十分严重;尤其是处于发动机最前端的压气机叶片,在砂尘的冲击和磨损作用下,压气机叶片外形和结构完整性遭到破坏,导致发动机性能衰减、寿命降低,严重影响作战效能和安全可靠性[19]。通过抗冲蚀涂层是解决压气机叶片冲蚀损伤最有效的手段,带有涂层的压气机叶片在腐蚀环境下寿命可提高2~3倍。
目前,国外航空发动机压气机叶片已广泛使用二元抗冲蚀涂层,如美国CH-46E运输机螺旋桨叶片使用了TiN涂层,法国幻影战机前两级压气机叶片使用TiN涂层,俄罗斯米格28直升机压气机叶片使用了TiN、CrC等涂层,英国“山猫”直升机压气机也同样使用抗冲蚀涂层。而近几年,GE、MDS-PRAD等公司开发了ER7和BlackGold陶瓷涂层,其成分主要为TiN和TiAlN,两相交替排列,并通过一过渡层与基体紧密结合。其涂层的断裂韧性和抗冲蚀能力都有较大幅度的提升[20]。
国内对多元抗冲蚀涂层也做了大量研究,主要研究的涂层有TiAIN、ZrAlN、ZrN/TiN、Al/AlN、Ti/TiN、Cr/CrN等,这些复合涂层的韧性承受较多的苏醒变形,硬质脆性则发挥着增强涂层抗磨损的作用。但能应用在航空发动机叶片上的抗冲蚀涂层很少,还不能充分满足实际技术要求。
我国在抗冲蚀涂层领域存在机理研究不深入、缺少涂层设计以及考核体系不完善等关键问题,这些都是我国抗冲蚀涂层领域的发展方向和研究重点。抗冲蚀涂层脆性较大,增加了合金表面裂纹萌生的倾向,从而降低合金的抗疲劳性能,是亟待解决的技术难题。开展合金化多元涂层及复合涂层研究,即向二元陶瓷涂层中加入A1、Cr、Si、B、Hf等元素,以提高涂层耐海洋腐蚀性能,目前这些工作还处在基础和应用研究阶段[21],仍有很多工作要做。
1.4 阻燃涂层
钛合金因其比强度高、耐热性能好、耐蚀性能好等优点,广泛应用于航空发动机压气机叶片的制造,从而减轻质量和提高发动机推重比。但钛合金叶片在剧烈撞击、摩擦等条件下会发生快速氧化燃烧,引发“钛火”故障[22],造成发动机内部零部件的损坏,且来不及采取补救措施,后果极其严重。如何解决钛合金阻燃已成为发动机制造业中一项急需解决的问题。
阻燃涂层技术、阻燃合金、表面合金化是解决“钛火”的三种技术途径,其中阻燃涂层技术应用最为广泛,且可控性较高。阻燃涂层是采用先进的涂层制备方法在钛合金领域见表面,尤其是再容易发生摩擦的表面涂覆一种那燃烧的材料,使得在一定温度和能量的冲击下起到阻燃的作用。所以阻燃涂层的性能要求具备良好的导热性、耐磨性、摩擦系数低、燃烧热值低及良好的抗氧化性能。
国外对阻燃涂层技术研究较早,在20世纪60年代NASA针对钛合金基体防护开展了一项涂层研究计划[23-24],其目的是开发一种新的涂层体系,在不降低能量输入的情况下,既不造成钛合金的燃烧,也不影响钛合金的力学性能(高周疲劳)。该项目研究了十几种涂层,正对不同涂层进行了燃烧试验,试验结果下表1所示。该研究在特殊制造的燃烧试验台上,模拟发动机工作时气流通道的环境条件,在不同的温度、压力和速度等条件下,测试涂层的阻燃性能。试验结果表明,在发动机正常工作的条件下,有8种涂层具备良好的阻燃性能,但随着气流温度和压力的升高,涂层的阻燃性能逐渐消弱,当达到455℃+0.96MPa的条件下,涂层阻燃能力消失。为了研究涂层对钛合金高周疲劳强度的影响,研究人员还进行了涂层后试样的旋转弯曲试验,结果表明,涂覆离子蒸发沉积Al(IVD Al)和电镀Pt-Cu-Ni涂层试样的高周疲劳寿命与空白对比试样合金高周疲劳寿命相同。NASA还研究了离子蒸发沉积Al(IVD Al)和电镀Pt-Cu-Ni涂层两种涂层在高冲击能量条件下的阻燃性能测试,结果同样表明这两种涂层具备有效防止“钛火”的能力,是较好的钛合金阻燃涂层[25]。

表1 钛合金阻燃涂层(%燃烧)Table.1 Titanium alloy flame retardant coating
目前,阻燃涂层已广泛应用在航空发动机压气机叶片的制造,通常涂覆在转子叶片和机匣内环。涂层材料与钛合金基体的内部组织存在差异,其结合强度直接影响着涂层的使用寿命,因此选择合适的涂层材料和制造工艺同样重要。国内外制备阻燃涂层的方法主要有热喷涂、离子镀、电子束物理气相沉积、磁控溅射、化学气相沉积等。其中机匣内环阻燃涂层的制备多采用等离子喷涂和爆炸喷涂工艺。
从已有文献来看,目前国内外在阻燃涂层技术方面的研究还不是很多,尤其是我国在近几年为了提高新机推重比使用钛合金零部件,才真正投入经费进行阻燃涂层工程应用研究,因此基础还很薄弱,今后还需要在阻燃涂层的材料、结构和制备、涂层阻燃性能测试等方面做很多工作,以加快阻燃涂层技术在新机发动机上的应用进程。
2 “两机”涡轮叶片涂层
“两机”涡轮叶片涂层按涂层与基体互扩散程度分为热障涂层、包覆涂层、铝化物及改进铝化物扩散涂层以及相关的可磨耗封严涂层四大类。
2.1 热障涂层
热障涂层是由陶瓷面层和金属粘结层构成的金属-陶瓷复合涂层系统,它沉积在耐热金属或超合金的表面,陶瓷面层的作用是形成沿涂层厚度方向上的高温梯度,减弱高温气体向基体的传热,提高基体的抗磨损、抗高温氧化及抗腐蚀性能,粘结层的作用是使陶瓷层和合金基体物理性能兼容[26]。其可有效降低金属基体的工作温度,达到延长燃机寿命、提高热效率的目的,而被广泛应用于航空发动机和燃气轮机高温叶片上。
典型的热障涂层在结构上有三种形式:双层结构、多层结构和梯度结构,图5所示。经典双层结构的热障涂层包括金属粘结层和陶瓷面层,粘结层一般为MCrAlY或Pt-Al合金,厚度约100~150μm;陶瓷面层厚度约300μm;多层结构是在双层结构的基础上又增加了封阻层,有效降低对粘结层的腐蚀和氧化速率,该结构能大大降低导热系数,将叶片的耐高温能力提高260℃,其设计理念先进,但因制备工艺比较复杂,可重复性差,多处于研发阶段[27];功能梯度涂层(复合结构)的高温合金成分和表面陶瓷成分呈现连续梯度变化,涂层材料一般是YSZ和MCrAlY的混合物。
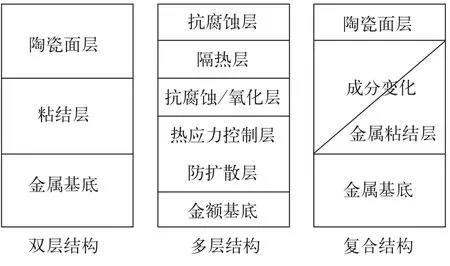
图5 典型热障涂层结构Fig.5 Classical TBCs structure
热障涂层的制备方法主要包括高速火焰喷涂(HVOF)、高频脉冲爆炸喷涂(HFPD)、等离子体喷涂(PS)、电子束物理气相沉积(EB-PVD),其中等离子体喷涂和电子束物理气相沉积应用最为广泛,近年来,在现有技术的基础上又开发了等离子激活电子束物理气相沉积、悬浮等离子喷涂、等离子喷涂-物理气相沉积(PS-PVD)等新型制备工艺[28],其工艺优势对比详见表2。
等离子体喷涂技术具有温度高、结构均匀、成膜性好等优点,具有普适性,国内外学者对其工艺进行改进形成了悬浮液等离子喷涂技术,形成类似柱状晶的结构,因此具有更精细尺度的微观结构特征。
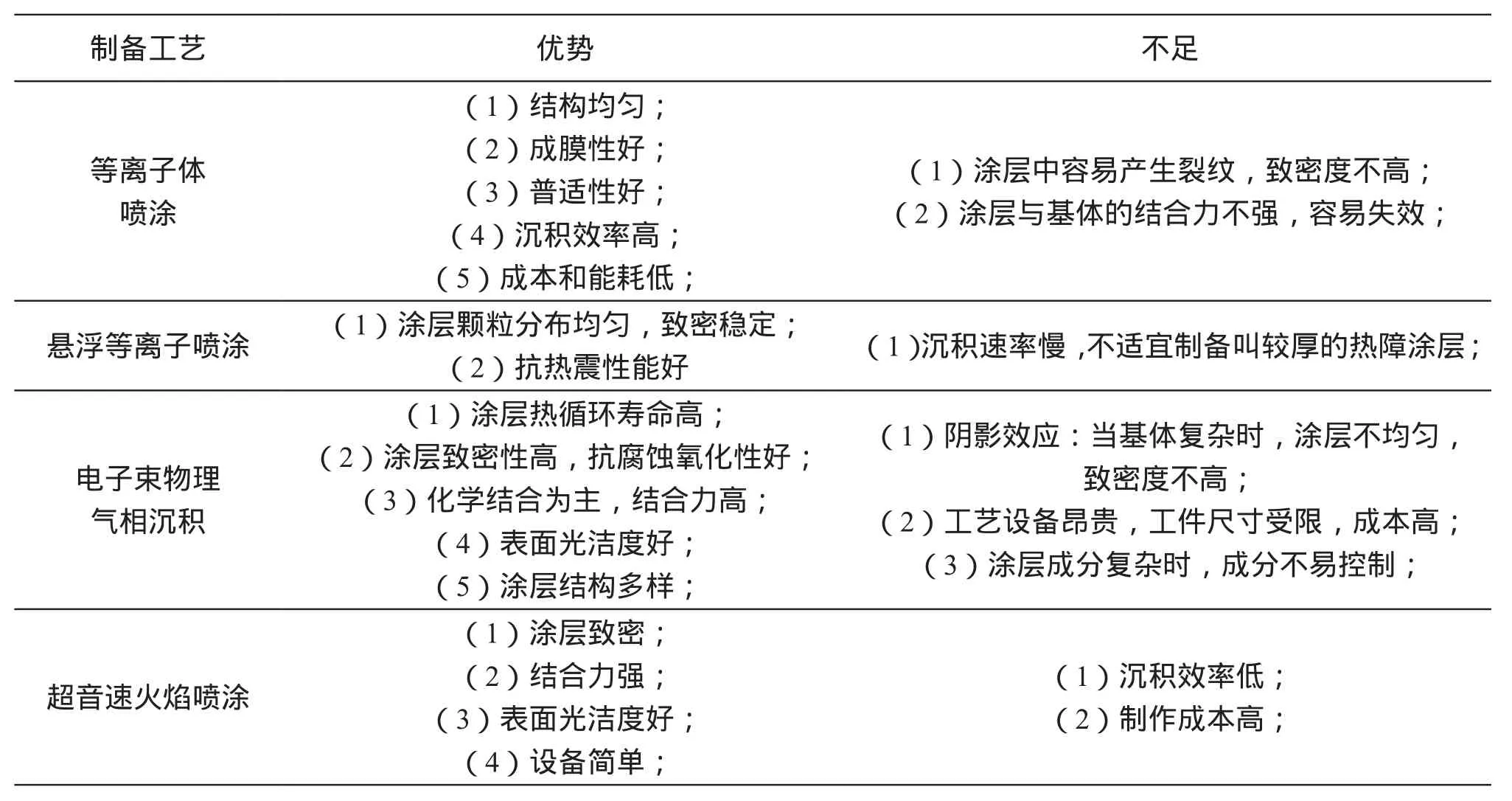
表2 热障涂层常见制备工艺优劣势对比Table.1 Comparion of the advantages and disadvantages of TBCprocessing
与等离子制备涂层技术相比,EB-PVD涂层具有以下优势[29]:(1)柱状晶结构使涂层具有更高的应变容限,热循环寿命比PS涂层提高近8倍;(2)EB-PVD涂层更致密,涂层的抗氧化、抗热腐蚀性能更好;(3)涂层界面以化学结合为主,结合力显著提高;(4)表面具有更高的表面光洁度,有利于保持叶片的空气动力学性能。近年来,等离子辅助沉积与EB-PVD相结合的技术研究为热障涂层发展指出了新的方向,其兼具了沉积效率高和柱状晶的优点。
HVOF具有下列优势[30]:(1)火焰流速高,涂层致密且结合力强;(2)涂层表面光滑;(3)与等离子喷涂相比,其火焰温度低;(4)设备简单。HVOF法制备热障涂层的发展方向是极大限度的提高燃料的燃烧效率、燃烧温度和焰流速度。
P&W,GE等公司采用EB-PVD制备的热障涂层已经在PW4000,JT9D-7R4,V2500,F100,F119,CF6-80,CFM56-7等发动机高温涡轮导向叶片和工作叶片上获得了应用,其中1994年3月交付使用的PW2000“降温型”发动机,其第1级高压涡轮工作叶片和导向叶片寿命比原机型提高两倍,第2级高压涡轮工作叶片寿命比原型机提高1.5倍[31],RR公司的发动机在叶片上、下缘板与燃气接触的表面上也喷有热障涂层[29]。
热障涂层失效的主要原因有热疲劳、高温氧化、烧结、蠕变及外来沉积物熔盐腐蚀[32,33]。其中热疲劳、高温氧化、烧结、蠕变等引起的热障涂层失效的原因研究较多,已形成了较为系统的理论知识,外来沉积物熔盐腐蚀引起热障涂层失效比较复杂,且前期研究较少。热涨涂层外来沉积物的主要成分为CaO、MgO、Al2O3及SiO2,所以一般取其首字母将其简写为“CMAS”。随着,发动机技术水平的发展,人们对热障涂层提出了更高的要求,如何实现长寿命和高隔热性成为了热障涂层的发展方向。因此,从外来沉积物熔盐腐蚀机理入手,探索提高涂层抵抗CMAS腐蚀的方法也成为国内外学者研究的重要领域。
由于发动机工作的地理位置及服役环境的不同,TBCs表面沉积物的成分也存在差异,但其主要成分为CaO、MgO、Al2O3及SiO2(CMAS)。CMAS对YSZ材料具有极好的润湿性,同时具有较低的粘度(1200℃时的粘度约为22Pa·s[34]),因此在高温条件下可以迅速从表面裂纹渗入到TBCs的内部[35]。
研究表明:成分为23.3%CaO,9.2%MgO,19.3%Al2O3,47.7%,SiO2和 0.5%K2O 的 CMAS的玻璃化温度约为735℃,结晶化温度约为910℃,烧结温度为884℃。CMAS对TBCs的影响取决于CMAS的组成和TBCs的工作温度。在较低温度下(低于735℃),CMAS颗粒撞击表面涂层,会引起腐蚀磨损、冷却孔堵塞和涂层局部剥落[36]。而在较高温度下(约1200℃),CMAS在涂层表面熔化而且渗入涂层后与涂层发生反应,破坏YSZ的相结构或造成涂层致密化,降低了涂层的应变容限,导致涂层中产生横向裂纹直至剥落失效。在较薄的EB-PVD制备的陶瓷涂层(约0.1mm)中,如果CMAS(或其他熔融沉积物)渗入涂层的厚度达到30μm时,涂层将很容易发生破坏[37]。而在较厚的APS制备的陶瓷涂层(约1mm)中,如果CMAS渗入涂层厚度的一半时,涂层将剥落失效[38]。
CMAS与涂层接触会不断地与涂层发生反应,显著降低热障涂层寿命。为了减少CMAS对涂层寿命的影响,近年来很多学者对涂层抗CMAS渗入的方法进行了大量研究。常用的方法为:(1)在YSZ陶瓷层表面制备保护涂层;(2)优化YSZ陶瓷层的成分;(3)制备新型结构热障涂层。
随着我国“两机”专项的推动,迫切需要研制出高性能的发动机,热障涂层作为燃气涡轮发动机叶片技术的关键技术之一,必将广泛应用,热障涂层未来的研究方向主要有如下几个方面:(1)对耐温突破1400℃的新热障涂层材料及结构的研究;(2)高可靠、经济型的新型热障涂层制备技术研究;(3)高致密性及光洁度抗CMAS热障涂层研究[39];(4)先进的热障涂层寿命评估方法和技术研究[28,40]。
2.2 MCrAlY包覆涂层
随着航空发动机和燃气轮机的发展,涡轮进口温度已增至1850~2000K,涡轮叶片的工作温度越来越高,并受到高温燃气的氧化和腐蚀作用[41],因此高温防护涂层材料技术对航空发动机和燃气轮机涡轮叶片的发展具有重要的作用。为了提高涂层的综合性能,学者们研究了MCrAlY包覆涂层,该涂层具有硬度高、强度大、韧性好以及良好的耐磨性能和抗氧化性等优点,成为航空发动机和燃气轮机涡轮叶片高温防护系统中不可缺少的一种涂层[42-43]。
MCrAlY包覆涂层按基体分为Fe基涂层、Co基涂层和Ni基涂层。Fe基MCrAlY包覆涂层一般适宜在增碳环境下工作,Co基MCrAlY包覆涂层抗腐蚀性能较好,而Ni基MCrAlY包覆涂层抗高温氧化和延展性较强。为了结合Co基和Ni基二者的优点,目前国内外主要研究NiCo基、CoNi基等Ni基在发动机上的应用。
MCrAlY包覆涂层具备抗氧化、抗腐蚀的性能,合金组元性质起着重要的作用。研究表面主要组成为Ni,Co,Ni+Co等基体元素;Al用来形成保护性的氧化膜,Cr用于促进氧化膜的形成,并提高涂层抗热腐蚀能力,Y用来提高氧化膜的粘附性,Si、Hf、Ti、Re、Zr等元素中的一种或多种以满足一些特定的应用需求[43]。涂层成分及结构决定了涂层的化学性能、机械性能等一系列性能。
目前,根据使用的目的不同,MCrAlY包覆涂层的制备方法一般分为电子束物理气相沉积、大气等离子喷涂、低压等离子喷涂、超音速火焰喷涂、爆炸喷涂及多弧离子镀等方法制备。电子束物理气相沉积和低压等离子喷涂制备的MCrAlY包覆涂层性能较好,但成本较高且大尺寸工件涂层制备困难;大气等离子喷涂、超音速火焰喷涂和爆炸喷涂制备的MCrAlY包覆涂层组织结构均匀、沉积效率高且成本较低,但所制备的涂层存在一定的空隙率且氧化严重。
MCrAlY包覆涂层作为高温防护涂层的重要组成部分,许多科学工作者们通过采用不同的制备工艺,研发更先进的材料,优化MCrAlY合金的组成、结构等方法,希望能够进一步提高涂层的粘结性能、抗高温氧化腐蚀性能和应变容限[44]。
P.Richer[45]等研究和比较了由大气等离子喷涂(APS)、超音速火焰喷涂(HVOF)、冷喷涂(CGDS)制备的三种CoNiCrAlY粘结层的形貌及恒温氧化性能(1000℃)。在恒温氧化之前,HVOF和CGDS制备的涂层微观形貌类似,而APS制备的涂层含有较多的孔隙及氧化物;经过100h恒温氧化实验,粘结层的抗氧化性能:CGDS>HVOF>APS。采用低温高速的制备方法降低涂层在制备过程中的氧化及孔隙率,提高粘结层的抗高温氧化性能。
JianmingLiu[46]等采用HVOF技术制备了NiCrAlY和NiCoCrAlY涂层,比较和分析了真空热处理和涂层热膨胀系数的变化对涂层循环氧化性能的影响。采用真空热处理(1050℃)有助于涂层表面形成致密连续的氧化膜,而且循环氧化过程中涂层增重明显降低;NiCoCrAlY涂层的(0~1000℃)热膨胀系数逐渐增大,近似一条直线,而NiCrAlY涂层的热膨胀系数在600℃~900℃之间发生非线性变化,由此分析可知,在这个阶段会产生更多的体积应力,导致表面氧化层易于剥落。因此,MCrAlY涂层的化学组成与热膨胀系数曲线的关系是设计该类涂层的一个新的原则。
2.3 铝化物及改性铝化物扩散涂层
高温Ni基体合金在航空中应用很广,有较好的高温力学性能和抗高温氧化性能,广泛应用于涡轮发动机叶片等热端部件[47]。随着涡轮发动机推重比提高,涡轮进口温度也随之升高。因此必须要提供一些保护,提高发动机零件对抗热冲击、高温腐蚀、高热交变和复杂应力的能力。元素Al是可以用来提供具有保护性能的Al2O3层形成的重要元素[48-49]。由于扩散型铝化物涂层既可以满足这一需求,又具有成本低、性能稳定的特点,所以目前世界上80%以上的高温涂层为扩散型铝化物涂层[50]。
简单铝化物涂层具有较好的抗高温氧化性能,但其脆性较大,并且抗热腐蚀性能差,故通常在简单铝化物涂层中添加Co、Cr、Si、Pt等有益元素[51-53]。这些有益元素一方面可以增强氧化膜与基体的结合力,另一方面能够降低维持Al选择性生长的临界Al含量,因而改性铝化物涂层比简单铝化物涂层具有更好的综合性能。Co一般作为有益元素添加于镍基高温合金中,以提高合金的拉伸强度、抗高温蠕变等机械性能。涂层中加入Cr,不但可提高其抗氧化和抗热腐蚀性能,而且还可提高涂层的稳定性。铝渗层中添加适量的Si,比只添加Cr有更好的抗高温氧化性能[54],但Si含量不宜过高,因为高温下Si会与基体中的Ni形成有害的低熔点相而使渗层变脆,在氧化过程中易产生剥落[55]。Pt改性铝化物渗层的耐腐蚀性能优于单一的铝化物渗层,原因在于:Pt提高了α+Al2O3膜的黏附性[56]及自愈合能力[57],阻止了氧化膜/渗层界面孔洞的形成,延缓了向γ-Ni3Al转变,增强了其组织稳定性[58]。
制备铝化物涂层的扩散渗铝工艺成熟,方法多样化。主要的渗铝方法有:固体粉末法渗铝,热浸渗铝,料浆渗铝,气体渗铝,电解渗铝、化学气相沉积渗铝等多种[59]。化学气相沉积(Chemical vapor deposition,CVD)技术是一种相当成熟且已工业化的先进技术,它是利用气态物质在固体表面上进行化学反应生成固态沉积物的过程。生产效率高,工艺可控性好,非常适合于对形状复杂零件的表面保护,渗层均匀,生产清洁环保,并且涂层厚度可控度高。目前无锡透平叶片有限公司已经使用该种方式,实现在燃机涡轮叶片内腔表面和外表面的铝化物涂层批量加工,这类涂层的使用也将是未来航空发动机和燃气轮机涡轮叶片涂层制备的发展趋势。
2.4 可磨耗封严涂层
可磨耗封严涂层是涂覆在“两机”气流通道的间隙部分的涂层。
飞机发动机涡轮的径向间隙每增大0.13毫米,发动机单位耗油量约增加0.5%;反之,减少0.25毫米,涡轮效率提高1%[60]。另外,减少压气机的径向间隙还可以提高发动机的抗喘振能力,从而改善飞行安全性。
作为发动机的重要技术之一,封严涂层可改善飞机燃气轮机中旋转与固定部件之间的密封性,显著提高发动机的性能。采用在涡轮机与压气机的机匣上制备封严涂层来封闭气体通道,减小间隙,提高热效率。新一代航空发动机中,封严涂层的使用温度为300-1200℃,最高可达1350℃[48,60]。这对发动机关键零部件封严涂层的高温防护、封严、耐磨损等性能提出了新的要求。封严涂层已经在航空领域得到广泛应用。
理想的封严涂层要求热稳定性强、摩擦系数小、抗氧化性强,用于叶尖与机匣之间封严时,才能在保持最小间隙的同时有效阻止刮擦损伤,达到良好的封严效果。封严涂层大多选用复合材料,主要成分是金属相、非金属相和孔隙。其中金属相具有可喷涂性、结合强度、抗冲蚀性等性能,常用的有镍、钴、铜、铝等及其合金。非金属相提供减磨、抗黏着和自润滑性能,如石墨、聚苯酯、膨润土等。表3为“两机”上比较常见的可磨耗涂层材料及其应用[61]。

表3 不同种类封严涂层性能及应用Table.2 Different sealing coating properties and applications
可磨耗封严涂层在提高航空发动机和燃气轮机工作效率和降低油耗方面发挥着重要的作用。国外先进的航空发动机和燃气轮机已广泛应用了可磨耗封严涂层,而国内在该领域的研究起步较晚、基础研究较为薄弱,研究水平较国外还存在差距,且目前大部分研究还集中在中低温可磨耗封严涂层和金属基体可磨耗封严涂层上,对于适应于更高温度和更新一代航空发动机材料的可磨耗封严涂层的研究还十分欠缺。因此,研制开发新型高温可磨耗封严涂层和新型CMC基体可磨耗封严涂层就成为提高国内可磨耗封严涂层研究及应用水平的重要发展方向。
3 结束语
涂层技术作为“两机”关键零部件制造的核心技术之一,近年来国内外在叶片涂层制备技术方面取得了显著的进步。作为全球一流叶片制造专业化企业,无锡透平叶片有限公司已具备“两机”叶片涉及涂层试验、研制及批量生产能力,并且批量供货给国外GE、RR、三菱、西门子以及国内航发、中船重工、中国重燃等行业顶级集团。但纵观全行业,在“两机”叶片涂层方面,仍然存在涂层性能、设备成本和工艺成本的矛盾,以及应用范围局限等问题,因此,加强各类涂层的制备工艺、过程控制方法、涂层组织性能、设备特性以及与生产效率和成本的匹配关系研究,对推动我国“两机”关键零部件的制造水平提高以及行业技术进步起到举足轻重的作用。
