AZ31B镁合金表面等离子喷涂陶瓷层的微观结构及耐蚀性
2019-05-18杨素媛周林程兴旺
杨素媛,周林,程兴旺
(1.北京理工大学材料学院,北京 100081;2 冲击环境材料技术重点实验室,北京 100081)
0 引言
镁合金广泛应用于航空航天、交通工具、3C产品、印刷行业和纺织等领域,并已成为航空、航天及工业中结构材料轻量化的首选材料[1-2]。然而镁合金耐蚀性差这一特点,在很大程度上限制了镁合金的应用。因此,如何有效、合理地提高镁合金的耐蚀性成为目前镁合金应用研究的重点之一。提高镁合金耐腐蚀性可以从两方面开展工作:一方面,从镁合金本身着手,开发性能优良的新型镁合金;另一方面,通过有效的表面处理来提高镁合金的耐腐蚀耐磨性能。众多的研究结果表明[3-5],通过改变镁合金的化学成分及组织结构均可提高镁合金的耐腐蚀性能,但镁合金成分和组织的改变一般伴随着重稀土元素的添加,使得镁合金的密度有较大幅度增加,这就降低了镁合金应用的优势。因此,为了不改变镁合金的低密度优势,可以通过表面技术改变镁合金的表面性能从而提高其耐腐蚀性。
热喷涂技术的工业化应用相对成熟,涂层材料发展也日益完善,热喷涂具有操作程序较少,施工时间较短,效率高,喷涂过程中基体表面受热的程度较小而且可以控制等优点,在国民经济的各个领域内得到越来越广泛的应用,是一种很有前景的表面处理技术[6-7]。陶瓷材料是离子键和共价键极强的材料,有很强的化学惰性,不像金属材料那样容易因自由电子转移得失而被腐蚀,在大气、水等自然环境中陶瓷材料的腐蚀速率都很小,同时它还具有很高的硬度及良好的耐磨损性能、极强的抗氧化性和耐热性等特点,被广泛用于改善材料的表面性能[8]。
本研究采用等离子喷涂方法在AZ31B镁合金表面制备了三种陶瓷涂层,通过对三种陶瓷涂层的微观结构及性能的对比研究,揭示了陶瓷涂层可大幅度提高镁合金耐蚀性的内在原因,为拓展等离子喷涂技术在提高镁合金表面耐腐蚀性能方面的应用提供了实验支持和理论依据。
1 实验
实验所采用的镁合金基体材料是商用Mg-Al-Zn系合金AZ31B,成分如表1所示。选用了三种常见的陶瓷粉末Al2O3、Al2O3-13%TiO2(AT13)、Al2O3-20%TiO2(AT20)作为工作层,选取镍基复合粉末NiCr为粘结层,喷涂材料均由北京矿冶科技集团有限公司金属材料研究所生产,其成分规格如表2所示。等离子喷涂工艺参数如表3所示。

表1 AZ31B镁合金的化学成分(wt%)Table 1 The chemical composition of AZ31B magnesium alloy

表2 等离子喷涂粉末规格Table 2 Specification of dustyspray

表3 等离子喷涂工艺参数Table 3 Parameters of plasma spraying
采用HITACHI S-4800型场发射扫描电镜对试样形貌及微观结构进行分析,涂层孔隙率的测定由扫描电镜图片用专业图像分析软件ipp6分析获得。结合强度的测试采用对偶拉伸试验,拉伸试样规格为Φ25.4×10mm,拉伸设备采用WDW-E100D微机控制式万能试验机,最大载荷为100kN,加载速度为1kg/s。相分析采用X'PERT X射线衍射仪,测试条件为:Cu靶辐射,特征波长λ=1.5418Å,电压40 kV,电流40mA,扫描步长 0.033°,衍射角(2θ)范围20~90°,温度298K。电化学实验采用Advanced Electrochemical System型电化学工作站完成,电解液为3.5wt.%NaCl溶液。对腐蚀后的试样的截面腐蚀形貌进行观察,分析腐蚀产物,并结合电化学腐蚀测量数据对膜层的腐蚀机理进行分析。
2 结果及分析
2.1 等离子喷涂陶瓷层的微观形貌
图1为等离子喷涂三种陶瓷涂层的截面形貌。从图1(a)、(b)、(c)中可以看出,陶瓷层与粘结层、粘结层与基体之间存在着明显的界面,两个界面均呈现锯齿状,没有明显的开裂,说明各层之间结合良好。经测量可知,Al2O3、AT13层的平均厚度约为200μm,AT20与前两种陶瓷层相比较薄,约为170μm,三种涂层中粘结层的平均厚度分别为150μm、140μm和120μm,各层的厚度相差不大。三种陶瓷涂层中颗粒的熔融状态良好,并未观察到明显的未熔颗粒,喷涂层呈现典型的层状结构。三种陶瓷层中均可以观察到独立的孔洞(陶瓷层中的黑色区域),这些孔洞会成为腐蚀液进入的通道,对基体材料耐蚀性产生负面影响。
图1(d)、(e)、(f)为等离子喷涂三种陶瓷层的局部放大SEM图。可以看出,图1(d)中Al2O3涂层比较均匀,图1(e)、(f)上具有典型的浅色与深色相互交替的层状结构,图1(f)中白色区域面积相对较大。对图1(d)、(e)、(f)中所标注区域进行能谱分析来确定各自成分,结果见表4。A区域中只有Al和O两种元素,与喷涂材料Al2O3一致,B、C、D、E区域均含Al、Ti、O三种元素,白色区域C、E中Ti含量较高,灰色区域B、DAl含量较高。由此可以看出涂层中的TiO2和Al2O3发生了互熔,互熔现象的产生有助于涂层中各片层间的结合强度和涂层致密度的提高。

图1 等离子喷涂陶瓷涂层的形貌:(a) Al2O3;(b) AT13;(c) AT20;(d)Al2O3陶瓷层局部放大形貌;(e)AT13陶瓷层局部放大形貌;(f)AT20陶瓷层局部放大形貌Fig.1 Morphologies of plasma sprayed ceramic coatings:(a) Al2O3; (b) AT13; (c) AT20; (d)Partial magnification of Al2O3ceramic layer; (e) Partial magnification of AT13 ceramic layer; (f) Partial magnification of AT20 ceramic layer
对粘结层与基体、陶瓷层与粘结层之间分别进行线扫描,观察涂层界面处的元素扩散情况,选取范围见图1(a)、(b)、(c)中线Ⅰ、Ⅱ、Ⅲ、Ⅳ,结果如图2所示。可以看出所有元素在界面处均没有明显的互扩散现象,说明陶瓷层与粘结层之间是机械结合,没有元素的扩散。在图2(c)和(d)中可以看到,陶瓷层中Al和Ti两种元素表现出含量上的波动,这与表4中B、C处能谱分析所获得的结果一致,即浅色区域Ti含量较高,深色区域Al元素含量高。结果表明,AT13和AT20陶瓷涂层中存在TiO2和Al2O3的互熔现象,涂层中应有新相产生。

表4 等离子喷涂陶瓷涂层的能谱分析结果Table 4 Analysis results of EDS on plasma sprayed ceramic coatings
2.2 等离子喷涂陶瓷层的相组成
图3为三种陶瓷涂层的X射线相分析试验结果。可以看出,Al2O3陶瓷层由亚稳相γ-Al2O3和稳定相α-Al2O3组成。喷涂前的粉末的相为α-Al2O3,经喷涂后,发生了α-Al2O3相向γ-Al2O3相的转变,且最终以γ-Al2O3为主相。另外两种陶瓷层中,除了上述的两种Al2O3相外,随着TiO2的添加,还出现了TiO2相和Al2TiO5新相,随着TiO2含量的增多,新相的含量也逐渐增多。新相会对涂层的孔隙率及结合强度产生一定的影响。

图3 等离子喷涂陶瓷涂层的表面XRD谱:(a)Al2O3涂层表面;(b)AT13涂层表面;(c)AT20涂层表面Fig.3 Surface XRD spectrum of plasma sprayed ceramic coatings:(a) Surface of Al2O3 coatings; (b) Surface of AT13 coatings; (c) Surface ofAT20coatings
2.3 等离子喷涂陶瓷层性能
2.3.1 孔隙率
等离子喷涂陶瓷涂层的孔隙率普遍较高,本试验中Al2O3、AT13、AT20三种陶瓷层的孔隙率分别为9.28%、5.02%和4.7%,随着TiO2含量的提高,孔隙率呈现下降趋势。这是由于TiO2的熔点为1840℃,Al2O3的熔点为2015℃,混合等离子喷涂时,在等离子体的高温作用下,这些粒子大多数都会呈熔融状态,在熔融颗粒喷射到低温的粘结层时,高熔点的Al2O3先凝固,TiO2随后凝固,先凝固收缩产生的部分孔隙能够被尚处于流动态的TiO2填充进去。因此,提高TiO2含量会在一定程度上降低孔隙率。
2.3.2 结合强度
等离子喷涂粘结层及Al2O3、AT13、AT20三种陶瓷涂层的结合强度分别为18.4MPa,23.6MPa,24MPa。随着添加TiO2含量的增加,涂层的结合强度提高。热喷涂陶瓷涂层在拉伸时,涂层的脱落界面大部分位于陶瓷层与粘结层之间,个别在陶瓷层内部断裂,这是由于它们之间的结合为纯机械结合,结合力比较弱。在陶瓷涂层内存在α-Al2O3向γ-Al2O3的转变,涂层内伴随体积变化,产生相变应力,同时由于涂层聚集产生的收缩应力、热应力等综合作用,使涂层之间的结合强度下降。陶瓷涂层中随着TiO2含量增加,降低了涂层孔隙率,TiO2与Al2O3相互交替重叠,TiO2起到粘结作用,同时提高了层内部之间的结合,因此涂层结合强度有显著提高。
2.4 等离子喷涂陶瓷涂层的极化曲线
图4为AZ31镁合金基体与等离子喷涂陶瓷层的Tafel极化曲线。黑色曲线为AZ31镁合金的极化曲线,随着电位的上升,电流密度增加比较迅速,这导致了镁合金基体迅速被腐蚀。陶瓷涂层的腐蚀电位较基体有较大提高,腐蚀电流密度降低,从总体上看各曲线阳极区、阴极区形状都比较相近,阳极区均未出现钝化现象。各曲线的Tafel拟合结果见表5。

图4 AZ31基体与等离子喷涂陶瓷层的极化曲线Fig.4 Polarization curves of AZ31substrate and plasma sprayed ceramic coatings
由表5结果可见,AZ31镁合金基体的自腐蚀电位最低只有-1535mV,自腐蚀电流密度最高为4.38×10-4A/cm2,三种陶瓷层Al2O3、AT13、AT20的自腐蚀电位分别为-975mV、-923mV、-834mV,自腐蚀电流密度分别为2.9×10-5A/cm2、2.5×10-5A/cm2、8.96×10-6A/cm2,其中AT20试样的自腐蚀电位升高了701mV,自腐蚀电流降低了近两个数量级,AT20涂层的腐蚀速度最低,其耐蚀性为三种陶瓷层中最优。Al2O3层的自腐蚀电位虽然与粘结层的相同,但是其自腐蚀电流却小于后者,AT系列涂层的两项参数也优于粘结层,可见陶瓷层降低试样的腐蚀速率,对镁合金提供有效的防护。

表5 AZ31基体与等离子喷涂陶瓷层极化曲线的拟合结果和腐蚀速度Table 5 Fitting results and corrosion rates of AZ31 and plasma sprayed ceramic coatings
图5为试验涂层在3.5wt.%NaCl溶液中的交流阻抗谱,可以看出,AZ31基体的阻抗曲线由一个高频容抗弧和一个低频感抗弧组成,高频容抗弧对应氧化膜,感抗弧说明试样在低频段发生了阳极溶解。三种陶瓷涂层的阻抗曲线在高频段存在一个高频容抗弧,且该弧的半径都远大于镁合金基体的,在低频端出现了类似扩散阻抗的扩散尾,即呈现倾斜的直线,这说明在试验测量过程当中,溶液离子渗透到膜层内部受到阻挡,这使它们在较致密的固相膜中的迁移速度不能无限增加,因而抑制了阳极反应速度的增加,在低频区出现代表离子迁移扩散过程的扩散阻抗。
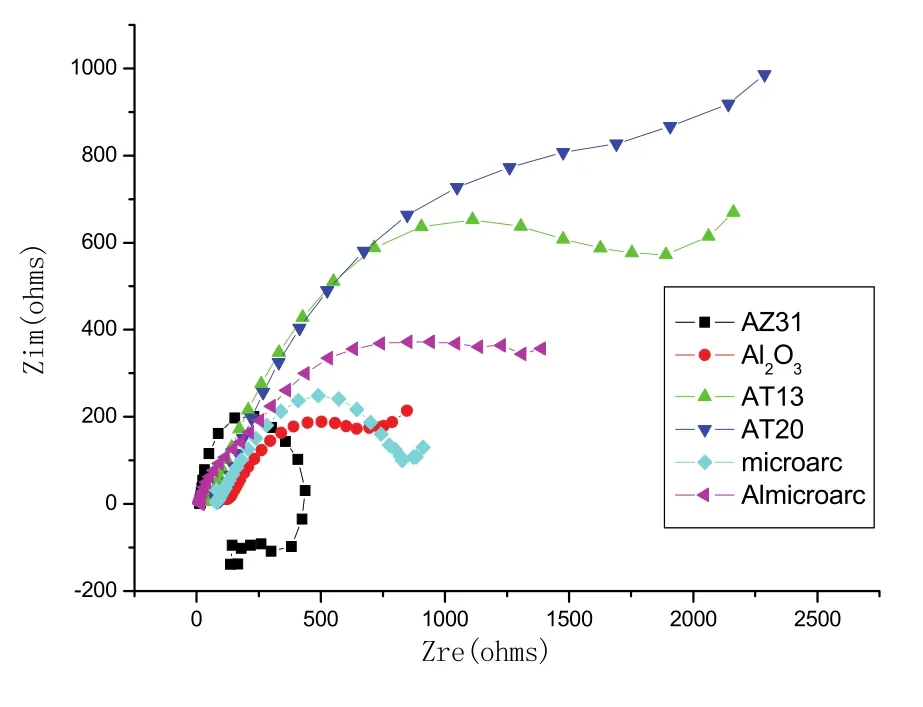
图5 AZ31基体和各种陶瓷层的阻抗谱Fig.5Impedance spectrum of AZ31 and all ceramic coatings
通过曲线分析软件可知,AZ31基体的阻抗值为440欧姆,三种陶瓷涂层Al2O3、AT13、AT20的阻抗值分别为1027、2343、2670欧姆,其中AT20的阻抗值最高,是基体的6倍。
2.5 等离子喷涂陶瓷层电化学腐蚀后的形貌与腐蚀机理
图6为等离子喷涂陶瓷层电化学腐蚀后截面形貌图。对AZ31基体和三种陶瓷涂层的腐蚀产物进行能谱分析,选取范围分别见图6中A、B、C、D区域,结果见表6。由结果可知,腐蚀产物中含有大量的Mg、O元素和少量的Al、Cl元素,腐蚀产物为Mg的氧化物或氢氧化物和含有氯元素的化合物。
从图6(a)中可以看出AZ31表面已经完全被腐蚀了,腐蚀产物中含大量Cl元素,发生了严重的氯化和氧化反应,腐蚀产物呈疏松分散状,表层腐蚀均匀。图6(b)Al2O3陶瓷层有明显裂纹,界面处出现了大量的腐蚀疏松组织,Cl元素含量相对较少,说明腐蚀溶液在陶瓷涂层中发生了局部腐蚀,然后腐蚀溶液通过陶瓷层到达基体,然后与基体发生氧化反应,涂层与基体之间已经出现开裂,粘结层未出现明显的腐蚀破损现象。图6(c)AT13涂层整体裂开,从陶瓷层表面贯穿至基体,界面处布满了腐蚀产生的疏松状产物和镶样的树脂,相比Al2O3陶瓷涂层,AT13陶瓷涂层内发生了较严重的局部腐蚀,使得陶瓷层的厚度相对未腐蚀前变薄了,界面处Cl元素含量较Al2O3陶瓷涂层高,腐蚀产物为基体的氯化和氧化产物。图6(d)AT20涂层借助TiO2与Al2O3呈相互交替重叠的“嵌锁”作用,为陶瓷层提供了更好的紧密结合条件,腐蚀试验时,与另外两种陶瓷涂层相比,腐蚀液不容易穿透涂层,膜层腐蚀相对少,陶瓷层上出现了细微的裂纹,腐蚀液透过陶瓷层及粘结层到达基体后,接触位置迅速发生点蚀,随后大量的点蚀发生并连接成大面积腐蚀区,使其发生严重的腐蚀,界面处Cl元素含量较低,腐蚀产物为基体的氯化和氧化产物,大量的腐蚀产物不断涌出还会造成涂层与基体逐渐脱离。
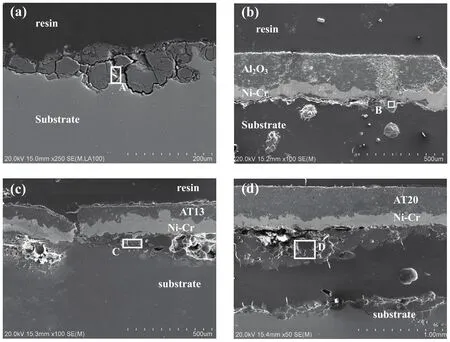
图6 等离子喷涂陶瓷涂层电化学腐蚀后截面形貌:(a)AZ31;(b)Al2O3;(c)AT13;(d)AT20Fig.6 Cross section morphologies of plasma sprayed coatings after electrochemical corrosion:(a)AZ31;(b)Al2O3; (c) AT13; (d)AT20
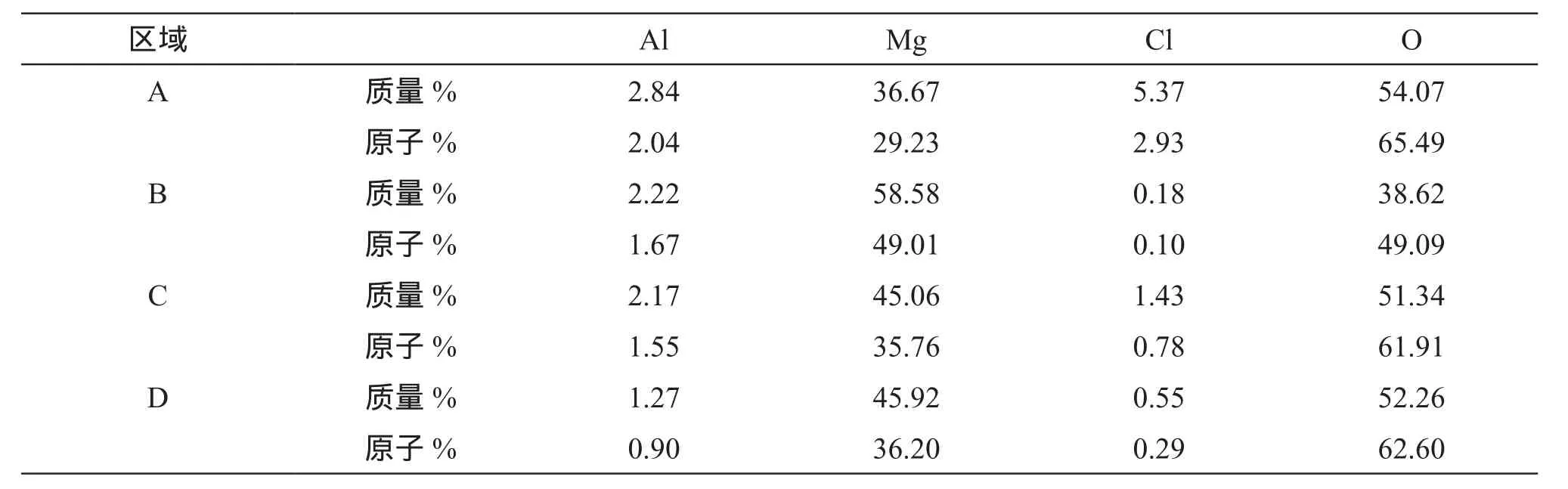
表6 等离子喷涂陶瓷涂层电化学腐蚀后能谱结果Table 6 EDS results of plasma sprayed ceramic coatings after electrochemical corrosion
等离子喷涂陶瓷层在电化学腐蚀过程表现为膜层腐蚀和基体腐蚀两个阶段。陶瓷层由于不存在金属离子的转变,很难发生腐蚀,但陶瓷层中孔隙、夹杂、未熔粒子等容易与腐蚀液作用引发局部腐蚀。腐蚀溶液穿过陶瓷层到达粘结层,粘结层是阻挡电解液离子进入基体的障碍物,但是等离子喷涂的粘结层存在孔隙,当腐蚀离子穿过粘结层到达镁合金基体界面时,会形成大阴极小阳极的电化学腐蚀情况,镁为阳极,在腐蚀离子和水分子的作用下,镁基体迅速发生阳极溶解,反应如下:
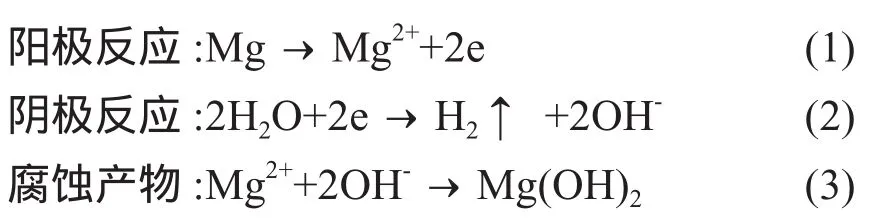
这些反应促进基体金属腐蚀并向纵深发展,同时破坏陶瓷涂层和基体界面。因此,这也指明了改善此类陶瓷涂层耐蚀性的有效途径,即增大陶瓷层和粘结层的致密度,切断腐蚀液扩散到基体材料的途径,以及增强陶瓷层自身的抗腐蚀性能。
3 结论
用等离子喷涂方法制备的三种含金属粘结层的陶瓷涂层在喷涂态下都不能为镁合金形成很好的腐蚀保护,电化学腐蚀时虽然耐腐蚀性有所提高,但是都发生了涂层与基体界面处的基体腐蚀,导致涂层与基体的剥离现象。因此改善此类陶瓷涂层耐蚀性的有效途径:增大陶瓷层和粘结层的致密度,切断腐蚀液扩散到基体材料的途径,增强陶瓷层自身的抗腐蚀性能。三种陶瓷涂层的主要研究结论如下:
(1)在AZ31B镁合金表面制备出了具有优良耐腐蚀性能的等离子喷涂陶瓷涂层。涂层均具有典型的层状结构,结合强度良好,孔隙率较低。涂层材料中随着TiO2含量的增多,涂层结合强度有所提高,孔隙率降低。AT20陶瓷层的孔隙率最低、结合强度最高,其值分别为4.7%和24Mpa。
(2)等离子喷涂的三种陶瓷层与基体镁合金相比,自腐蚀电位、自腐蚀电流密度、交流阻抗值和腐蚀速率均远优于AZ31基体,随TiO2的含量增多,陶瓷层的耐蚀性提高,AT20为三种涂层中耐腐蚀性最优,与基体相比自腐蚀电位提高了701mV,自腐蚀电流密度降低了2个数量级,交流阻抗值提高了6倍。
(3)陶瓷层的电化学腐蚀过程表现为前期膜层内腐蚀离子与夹杂物、未熔粒子等产生局部腐蚀,后期基底材料的腐蚀,主要失效方式为涂层片状或层状剥离。
