哈萨克斯坦PKOP炼厂催化裂化装置分馏塔整体吊装工艺
2019-05-11庞学龙
庞学龙
中国石油天然气第七建设有限公司,山东青岛 266300
哈萨克斯坦PKOP 奇姆肯特炼油厂现代化改造工程中,新建200 万t/a 催化裂化装置是该工程的核心装置,大型设备布局集中,安装方式将直接制约整个施工工期,优化大型设备安装方式至关重要。
1 装置概况
分馏塔作为催化裂化装置最大塔器,在国内分片预制,运输至哈萨克斯坦施工现场进行组焊,整个施工周期长,占用场地大,制约条件多,对后期工序施工影响大,既要保障分馏塔施工工期,又要保证后续工序正常施工,分馏塔安装形式成为该装置安装考虑的重点。
分馏塔直径5 400 mm、总高度51 374 mm、壳体总质量257 t,塔盘38 层、塔盘支撑件约40 t,劳动保护结构约50 t,保温层约10 t,附塔管件等附件约30 t,装置总质量约387 t。
2 确定吊装方法
按照设备安装工艺以及以往同类设备安装经验,大型塔器安装方法主要有以下4 种:其一,分段立式组对,大型吊车分段吊装;其二,分段卧式组对,大型吊车分段吊装;其三,卧式组焊成整体,大型吊车主吊,旋转尾排溜放吊装就位;其四,卧式组焊成整体,大型吊车主吊,大型吊车辅助吊装就位。设备整体安装工艺的工期短、效率高且高空作业量少,并能够减少后续工序。
本分馏塔分段卧式预制后,在现场组焊成整体;完成设备本体及管道水压试验后,安装完劳动保护、附塔管件及支架、防腐保温、设备照明等所有附件;采用大型吊车整体吊装就位,达到“塔起灯亮”效果。
2.1 大型吊装设备资源
哈萨克斯坦PKOP 施工现场设备资源:DEMAG -CC5800 型1 000t履带吊车1台、DEMAG-CC2400 型400t履带吊车1台、利勃海尔LR1400 -1 型400t履带吊车1台和SANY -SCC2000 型200t履带吊车1台。
奇姆肯特周边资源:多田野TADANO -ATF220G 型220t汽车吊1台和徐工XCMG -XCA100 型100t 汽车吊1台。
2.2 吊装施工工艺
根据现有大型吊装设备资源和吊装原则并结合分馏塔的结构形式,采用1台DEMAG-CC5800型1000t履带吊车(SSL 工况,主臂带超起)作为主吊设备,1台DEMAG-CC2400 型400 t 履带吊车(SSL 工况)为辅吊设备,在地面各工序施工完毕后,采用“单吊车提升,单吊车滑移法”将分馏塔整体吊装就位。
3 前期准备
3.1 场地预留
吊装方法确定后,根据吊装方法进行现场施工场地策划,采用大型吊车吊装需有吊车站位场地,分馏塔位于整套装置中心位置,东侧紧邻两器框架,南侧紧邻主管廊,西侧紧靠管廊,北侧紧邻泵棚,四个方向没有大型吊车站位场地。结合施工进度安排,大型吊车站位在分馏塔的东南侧位置,分馏塔摆放在分馏塔基础的正南侧,根据分馏塔摆放位置以及吊装所需场地,预留区域见图1。

图1 场地预留
3.2 路基处理
1 000 t 履带吊车行走及站位处的地基换填2 m戈壁土,每填厚250 mm 采用18 t 及以上振动式压路机进行压实,压实后再铺设上层戈壁土,整体水平度不大于3°,地基处理区域见图1 虚线区域内。
3.3 平衡梁设计与制作
国内采购一套500 t 级平衡梁的费用高,且制作、运输周期长,到货时间容易滞后不能满足需要,需自行设计和制作一套500 t 级支撑平衡梁,平衡梁及计算简图见图2。
支撑梁材质:20#钢;挡板、吊耳材质:Q235钢;20#和Q235 钢的许用应力[σ]=140 MPa;动载系数K 取值为1.2。
竖向载荷FV=250×1000×9.8×1.2=2 940(kN);轴向压力FN=FV/tan 60°=2 940/tan=60°=1 697.460(kN);横截面积A=π(D -δ)δ=π×(610-30)×30=54 636(mm2);受压弯矩M=FN×L=1 697.460×420=7.1×105(kN·mm);抗弯断面模数W=J /(0.5 D)=2.3×109/(0.5×610)=7.5×106(mm3)。其中:J=πD4·(1-α4)/64=π×6104×(1-0.901 64)/64=2.3×109(mm4);α=(D-2δ)/D=(610-2×30)/610=0.901 6。
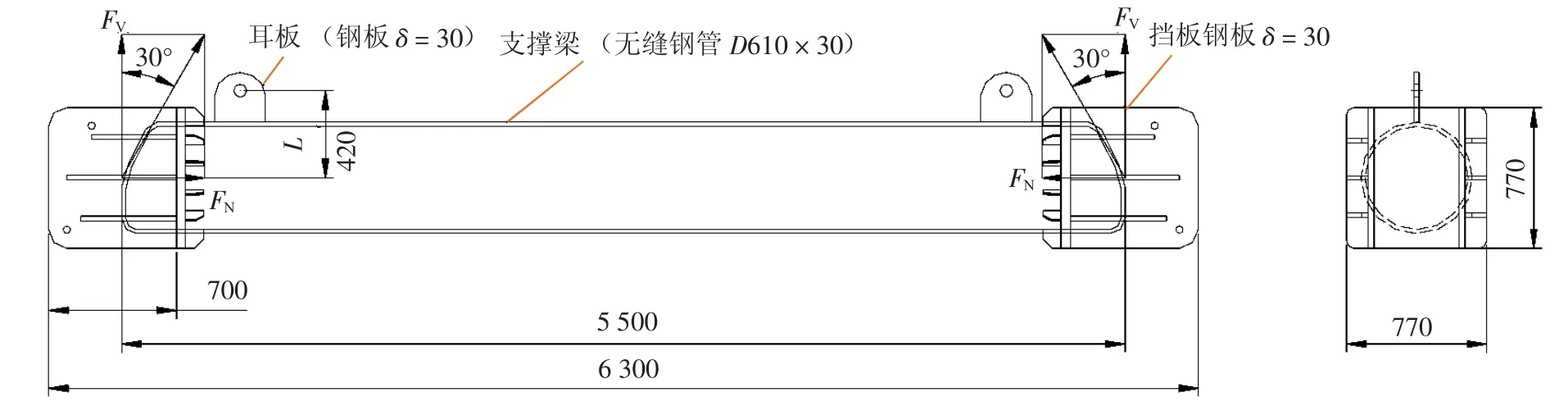
图2 支撑平衡梁
平衡梁组合应力σ=FN/A + M/W=1 697.460/54 636+7.1×105/7.5×106=125(MPa)。
通过核算σ<[σ],平衡梁强度满足要求。
平衡梁可采用有限元软件建模校核,其应力云图见图3。
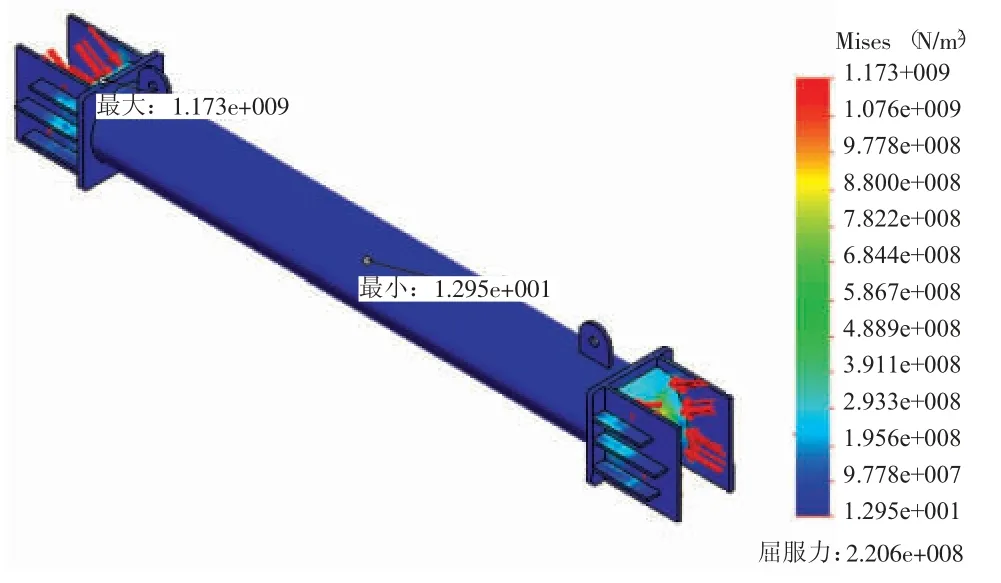
图3 支撑平衡应力分析
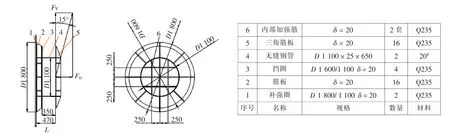
图4 分馏塔主吊耳
3.4 主吊耳设计
500 t 级主吊吊耳在HG/T 21574-2008《化工设备吊耳及工程技术要求》规范中没有可直接选用的标准,超出了规范内容要求,需按照规范中吊耳强度算例所列方法核算自行设计的主吊吊耳应力强度,按单个吊耳最大起吊质量250 t 核算,主吊耳及计算简图见图4。
管轴材质20#钢,筋板、挡圈材质为Q235 钢,20#、Q235 钢的许用拉应力[σ]L=140 MPa。
综合影响系数K 取值为1.65;竖向载荷FV=K·m·g=1.65×250×1 000×9.8=4 042 500(N);横向载荷FH=FV·tan15°=4 042 500×tan15°=1 083 184(N);径向弯矩M=FV·L=4 042 500×470=1.8×109(N·mm);吊耳横截面积A=π(D -δ)δ=π×(1 100 -25)×25=84 387(mm2);吊耳抗弯断面模数W=J /(0.5 D)=1.22×1010/(0.5×1 100)=2.2×107(mm3),其中:J=πD4·(1-α4)/ 64=π×1 1004×(1 -0.954 54)/64=1.22×1010(mm4),α=(D-2σ)/D=(1 100-2×25)/1 100=0.954 5;吊耳拉应力σLT=FH/ A=1 083 184 / 84 387=12.8(MPa);吊耳最大弯曲应力σLb=M/W=1.8×109/2.2×107=86.3(MPa);组合应力σL=σLT+σLb=12.8+86.3=99.1(MPa)。
通过核算σL<[σ]L,主吊吊耳强度满足要求。
主吊耳可采用有限元软件建模校核,其应力云图详见图5。
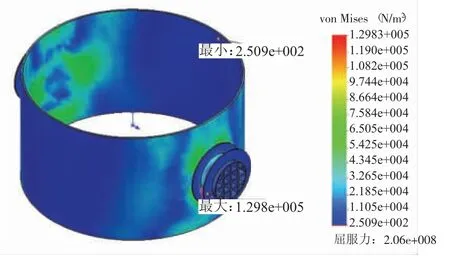
图5 分馏塔主吊耳应力分析
4 吊装工艺
4.1 分馏塔分段运输
分馏塔分片到货后,立式组对成节,卧式组对成上下两段,下段需整体热处理,上、下段在预制平台上安装完塔器支撑件,采用230 t 轴线车分段运输到施工现场,分馏塔下段质量为175 t,上段质量为122 t。各段运输装车时用两台400 t 履带吊车采用“兜底法”双车抬吊进行装车,卸车时用单台1 000 t 吊车采用“兜底法”进行卸车,分馏塔分段装车见图6,分馏塔分段运输见图7。

图6 分馏塔分段装车

图7 分馏塔分段运输
4.2 分馏塔摆放
分馏塔整体摆放在基础的南侧,分馏塔顶部朝北,底部朝南,摆放时主吊吊耳为水平向,辅助吊耳朝上布置,具体摆放位置见图8。
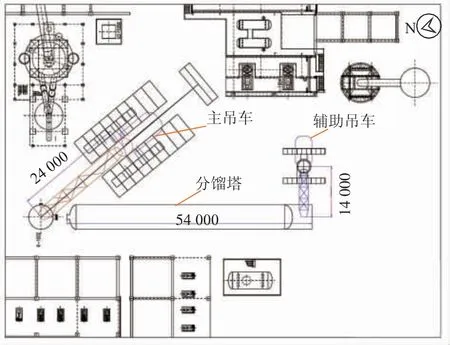
图8 分馏塔摆放位置
4.3 吊耳设置
主吊吊耳:在分馏塔EL 47 000 mm 位置焊接一对自行设计的500 t 级管式吊耳。
辅助吊耳:在分馏塔EL 3 000 mm 位置设置一对板式吊耳,吊耳选用HG/T 21574-2008《化工设备吊耳及工程技术要求》规范中的AP-150 型管式吊耳。在热处理前将吊耳焊接完毕,一并进行热处理。
4.4 吊装加固
辅助吊耳位置采用无缝钢管进行口字型加固,防止吊装过程辅助位置变形。
4.5 索具设置
主吊索具:500 t 级5.5 m 支撑平衡梁一套;1对φ120 mm×30 m 钢芯钢丝绳,钢丝绳每根一圈使用。
支撑梁连接索具:1 对φ52 mm×10 m 钢芯钢丝绳,钢丝绳每根一圈使用;采用2个85 t 卸扣与平衡梁吊耳连接。
辅助索具:1 对φ120 mm×20 m 钢丝绳扣,每根一圈使用;采用2个120 t 卸扣与辅助吊耳连接。
4.6 吊车设置
(1)主吊吊车:1 000 t 履带吊车SSL 工况,吊车作业半径24 m,吊车杆长78 m,吊车额定起质量457 t,超起配重质量400 t。
分馏塔本体质量387 t,吊钩16 t,平衡梁索具12 t,总质量415 t。
吊装载荷质量为415 t×1.1=456.5 t,满足吊装要求(1.1 为吊装载荷动载系数)。
(2)辅助吊车:400 t 履带吊车SSL 工况作业半径14 m,吊车杆长42 m,超起配重质量268 t,超起配重质量120 t。
分馏塔辅助质量210 t,吊钩7 t,平衡梁索具3 t,总质量220 t。
吊装载荷质量为220 t×1.1=242 t,满足吊装要求(1.1 为吊装载荷动载系数)。
4.7 吊装过程控制
(1)吊装前交底。正式吊装前进行交底,主要对安装方法、注意事项进行详细的交底,确保吊装一次成功。
(2)吊车站位、系挂索具。主、辅履带吊车调整吊装站位位置,与规定半径相符后系挂索具并将索具预紧,确定吊装索具和吊车跑绳无可见偏摆。
(3)试吊。将分馏塔水平吊起离开鞍座约0.3m,停止吊装,进行检查,检查合格后,准备正式吊装。
(4)签署吊装令。检查确认后,签署“吊装命令书”,进行正式吊装。
(5)正式吊装。指挥人员指挥主吊吊车和辅助吊车相互配合,将分馏塔吊装直立,然后摘除辅助索具。主吊吊车向分馏塔基础方向旋转臂杆、提升,使分馏塔移动到地脚螺栓正上方0.2 m 后调整方位,缓慢落钩,使分馏塔平稳落到基础上。分馏塔吊装见图9。

图9 分馏塔吊装
5 工艺效果
在哈萨克斯坦境内吊装设备和吊具匮乏的条件下,利用现有资源和自行设计的吊具,实现了超大型设备的整体吊装,施工周期短并且无任何安全、质量事故发生,节省了吊具购置成本,对今后安装此类超大型设备有非常好的借鉴意义。
6 结束语
大型设备整体吊装主要考虑场地的布置、吊点的设置、吊装设备和索具的选择等,这几点是关系到设备能否吊装成功的关键。本台分馏塔吊装主要考虑如下问题:
(1)平衡梁的设置:分馏塔吊装采用自行设计和核算的支撑平衡梁,核算方法和数据至关重要。
(2)主吊吊耳的设置:分馏塔吊耳超出规范选用范围,需按照规范计算方法自行设计并采用有限元软件校核其强度。
(3)设备摆放:分馏塔直径大,长度长,现场场地有限,需预留足够施工场地摆放。
国内大型塔器整体吊装技术成熟,但在海外施工受到吊装设备及机具的限制,实现超大型设备整体吊装难度很大,因此要充分利用现有资源和施工环境,制订切实可行的安装方案并不断改进,创造更大的经济效益。