铝锂合金材料研究应用现状与展望
2019-05-10吴国华孙江伟张亮丁文江
吴国华 , 孙江伟 , 张亮 , 丁文江
(1.上海交通大学,a.轻合金精密成型国家工程研究中心;b.金属基复合材料国家重点实验室,上海 200240)
1 铝锂合金发展历程与应用现状
轻量化是航空航天领域追求的永恒目标,作为一种轻质金属,铝合金满足了不同时代飞机和尖端装备的发展需求.随着飞机设计思想的不断创新,先进飞机的构件制造对铝合金提出了越来越高的要求,因而不同系列不同牌号的铝合金也应运而生.铝锂合金是一类含有锂元素的铝合金,锂(Li)的密度仅为0.534 g/cm3,在铝合金中添加1%的锂,可使合金密度下降3%,弹性模量增加6%[1].相较于其它商用铝合金,铝锂合金具有更高的比强度和比刚度,用铝锂合金取代常规2XXX、7XXX等系列铝合金可使航空航天零部件与结构质量减轻10%~20%,刚度提高15%~20%,铝锂合金也于2009年被纳入美国航天材料标准[1].加工成本方面,铝锂合金仅为碳纤维增强复合材料的10%.而且相较于复合材料,铝锂合金易于回收,维修成本也更低.因此,发展新型铝锂合金是支撑新一代航空航天工业发展的重要手段.然而我国铝锂合金的研究起步较晚,在铝锂合金产业和具体应用方面与国外存有明显差距.
1.1 国外铝锂合金的发展及其应用
自1924年德国科研工作者最先在Al-Zn-Cu-Mn系合金中添加少量Li(0.1%,指质量分数,下同),成功研发出第1个含Li的铝合金——Scleron合金以来,铝锂合金的发展已历经90余年.目前,第3代铝锂合金已实现规模化工业生产,美国Alcoa公司的新一代铝锂合金(Al-Li-S4)研发已有了新成果.
第1代铝锂合金发展的时间跨度大约为20世纪50年代至20世纪60年代.1957年美国Alcoa公司研发了牌号为2020的Al-Cu-Li合金,并工业化生产出其合金板材.2020合金具有较高的强度,并且在150~200℃表现出良好的抗蠕变性.美军用其制造海军RA-5C军用预警飞机的主翼、下蒙皮以及垂直机翼安定面,服役期超过20年.随后1961年苏联开发出成分类似于2020合金的BAЛ23合金.但是20世纪60年代2020合金的商业化应用并没成功,原因在于这类合金的断裂韧性低,疲劳裂纹速度扩展快,对缺口敏感.另外一个原因是由于技术先进性不够,2020合金中含有较高的Si和Fe,熔体中生成难溶解的 Al12-(FeMn)3Si和 Al7Cu2Fe相,变形加工过程中容易发生开裂[2].除了BAЛ23合金外,苏联还开发了牌号为1420和1421的Al-Mg-Li合金[3].1420是密度最低的Al-Li合金,具有良好的焊接性、耐蚀性和较高的比刚度,但是强度和韧性较差,不能满足现代航空航天的要求.
第2阶段的发展时间跨度为20世纪70年代至20世纪80年代后期,这一时期爆发的石油能源危机给航空工业带来了巨大压力,迫使航空工业降低飞行器重量以节约能源消耗.此外,科研工作者也找到了降低熔体中的Fe和Si含量的方法,提高合金的塑性和强韧性.在这一时期,西方各国研制成功了低密度和中强耐损伤性等一系列成熟的Al-Li合金产品.Alcoa公司开发了高强可焊的2090-T86挤压棒和2090-T83、2090-T81板材替代7075-T6合金.法国Pechiney公司开发了能够替代2024-T3合金的2091-T8X铝锂合金.英国航空公司用8090-T81板材替代了2024-T3合金并用于制造Atlas载荷舱,使构件重量减少了182 kg[4].20世纪80年代,苏联也自主开发了几种成分的第2代铝锂合金,牌号分别为:01460(成分和 2090 相近)、01430(成分和 2091相近)和01440(成分和8090相近).由于第2代铝锂合金的Li含量较高(1.9%~2.7%),Cu含量低于3%,因此具有低的密度和高的弹性模量.采用第2代铝锂合金替代传统的2XXX和7XXX合金可使构件重量减轻7%~10%,刚度提高10%~16%.但是第2代铝锂合金仍存在以下问题[5]:①各向异性严重;②焊接性差;③塑韧性低;④加工制备困难,生产成本高;⑤热稳定性差.因此第2代铝锂合金仍难以与传统高强7XXX铝合金竞争.
针对第2代铝锂合金存在的上述问题,20世纪90年代,各国开展了第3代铝锂合金的研究.和第2代Al-Li合金相比,第3代Al-Li合金主要降低了合金中的Li含量,提高合金中的Cu含量,并通过一些微合金化元素进一步改善合金的力学性能,合金的各向异性大大降低,强韧性有了显著提高.典型的第3代铝锂合金的牌号有 2195、2198、2199、2099、2065 和2297等.各国还开发了一些具有特殊性能优势的Al-Li合金,其中包括美国Martin Maritta公司与Reyonds公司合作开发的高强可焊Weldalite系列合金.Alcoa公司联合Dayton大学共同研制的低各向异性AF/C-489及AF/C-458铝锂合金.美国Alcoa公司研制的高抗疲劳裂纹C-155合金,抗疲劳性能高于2024-T351和7075-T651合金.由于其性能能够满足大部分航空工业减重以及降低维修成本的要求,第3代Al-Li合金成功替代了诸多传统铝合金构件.这其中,2195合金的应用最引人注目,美国于1997年采用2195替代2219铝合金制造了航天飞机的外挂燃料外贮箱,大大提高了飞机的运载能力[6].NASA航天工程“星座计划”中的战神-I火箭上面级和芯级的液氢、液氧贮箱将全部采用2195合金制造[6].2199-T8E79板材和2199-T8薄板分别用于制造飞机翅膀和机身蒙皮.
近年来Alcoa公司开发了面向大型客机的新一代铝锂合金 (Al-Li-S4).相较第3代铝锂合金,Al-Li-S4合金的Li含量更低,一般低于1%.Al-Li-S4各向异性更低,具有优异的综合力学性能,但是这类合金的生产工艺参数目前处于保密状态.目前已知的Al-Li-S4合金的牌号有,Alcoa公司于2011年和2012年分别开发的2050、2055和2060[7].中国自主设计的大飞机C919便大量使用了Alcoa公司生产的Al-Li-S4合金[8].
部分牌号铝锂合金的成分,密度和刚度情况见表1.
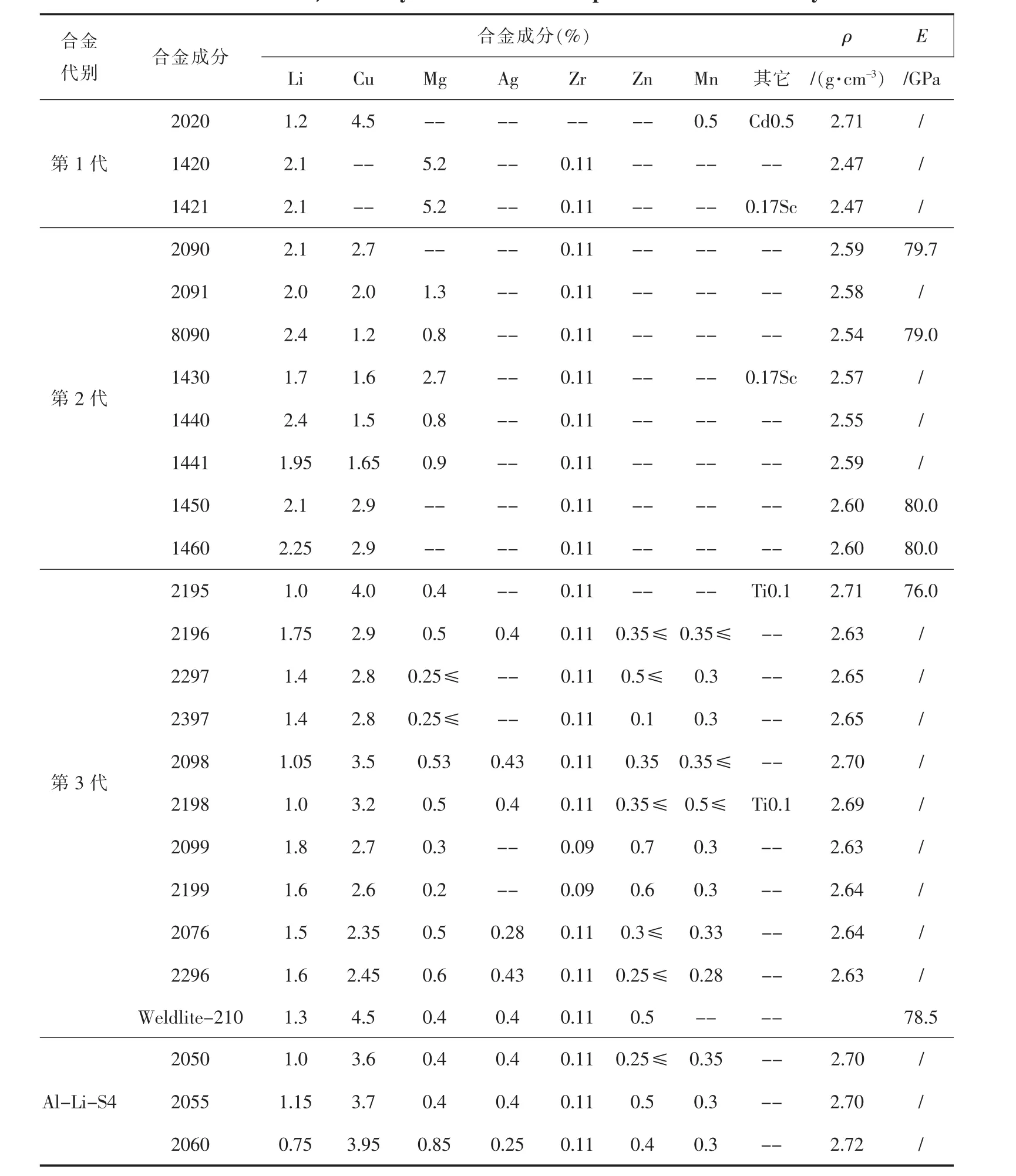
表1 部分牌号铝锂合金的成分、密度和刚度[1,10]Table 1 Densities,elasticity modulus and compositions of Al-Li alloys[1,10]
1.2 国内铝锂合金的发展及其应用
我国铝锂合金的研究始于“七五”期间,由国家立项,西南铝业、中南大学、东北大学、航天703所等单位联合开展了仿2091中强型铝锂合金的研究.北京航空工程制造研究所利用超塑性成形2091铝锂合金成功制造出某国产型号歼击机前机身酒精箱口盖内蒙皮零件,构件较之前减重15%,成本降低20%.“八五”期间国内众多高校和科研院所开展了广泛的Al-Li合金研究,并取得较大研究进展[9].在此期间开发试制了1420、2090铝锂合金,生产出了较小规格的型材和板材.西南铝业建立了1 t级Al-Li合金半连铸机组,为我国铝锂合金的工业化生产奠定了基础.“九五”期间,根据国家航天发展规划要求,提出了“高强铝锂合金研究”的科技攻关任务.由中南大学和西南铝业联合承担,瞄准美国航天飞机液氢/液氧贮箱材料2195合金.解决了2195合金工业生产的关键工艺问题,成功制备了大规格薄壁挤压管材和板材[9],性能和美国Alcoa公司的2195合金相当.应用方面,长征2号F火箭的二级舱体、某型号导弹壳体采用了5A90铝锂合金板材;C919国产商用大飞机大量采用了美国Alcoa公司生产的第4代铝锂合金(成分见表2)[8],有效降低结构重量,碳排放量较同类飞机有望降低50%.

表2 国产大飞机使用铝锂合金的成分[8]Table 2 Compositions of Al-Li alloy used by C919[8]
虽然,在国家3个五年计划的大力支持下,我国铝锂合金应用和研发都取得较大进步,但在铝锂合金产能、产品品质、研发能力上与国外相比仍具有不小差距.目前,国内只有西南铝业公司具备大规格变形铝锂合板材、薄壁型材以及锻件的能力,且未见国产铝锂合金具体应用的相关报道.美国铝锂合金生产能力约10万t/a,其中美国铝业(Alcoa)公司生产能力达到约5.5万t/a,居全球首位.为了满足未来航空工业对铝锂合金的需求,Alcoa除了加强研发外,对在全世界的铝锂合金生产线进行大规模的改扩建.其中Alcoa的拉斐特厂是世界最大的铝锂合金材料供应商,空客A380与A350、波音787、湾流G650飞机上的铝锂合金部件都来自于该厂.为PW100G Pure-Power航空发动机提供了世界首批铝锂合金前风扇叶片.美国肯联铝业公司(Constellium)将研发出的一类含有Cu、Mg、Li、Ag等元素的合金,命名为“AIRWARE” 铝锂合金,2195、2198 等合金都属于AIRWARE铝锂合金.AIRWARE相比传统的铝合金具有4大优势:①质量轻;②良好的耐蚀性和抗疲劳性;③可100%循环再利用;④可用于制造航空器的所有零部件.目前,AIRWARE系列铝锂合金在新一代飞机制造中已经取得应用.俄罗斯也具有很强的铝锂合金生产与研发能力,特别是在Al-Mg-Li合金的研发生产方面,前苏联开发的1420合金仍是目前俄罗斯航空航天器的主要铝锂合金材料.
2 变形铝锂合金的研究现状
变形铝锂合金可通过时效热处理析出强化相,改善力学性能.析出相的种类主要取决于时效工艺和合金成分.此外作为结构材料,合金的腐蚀性和焊接性也尤为重要.下面将从:析出相、热处理、焊接性、腐蚀性4个方面介绍变形铝锂合金的研究现状.
2.1 析出相
铝锂合金的主要强化相包括:δ′相 (Al3Li)、δ 相(AlLi)、T1 相 (Al2CuLi)、θ′相 (Al2Cu)、GP 区、S′相(Al2CuMg)、β′(Al3Zr)、Al3(Zr,Sc)复合粒子等.此外还有在晶间析出的脆性相 T2(Al6CuLi3)和 TB(Al7.5Cu4Li)等相.析出相的种类、分布和相互作用决定了Al-Li合金的力学性能.图1给出了各种强化相的形貌和分布[10].表3给出了各种强化相的晶体结构、晶格参数和取向关系[11].
2.1.1 δ′相
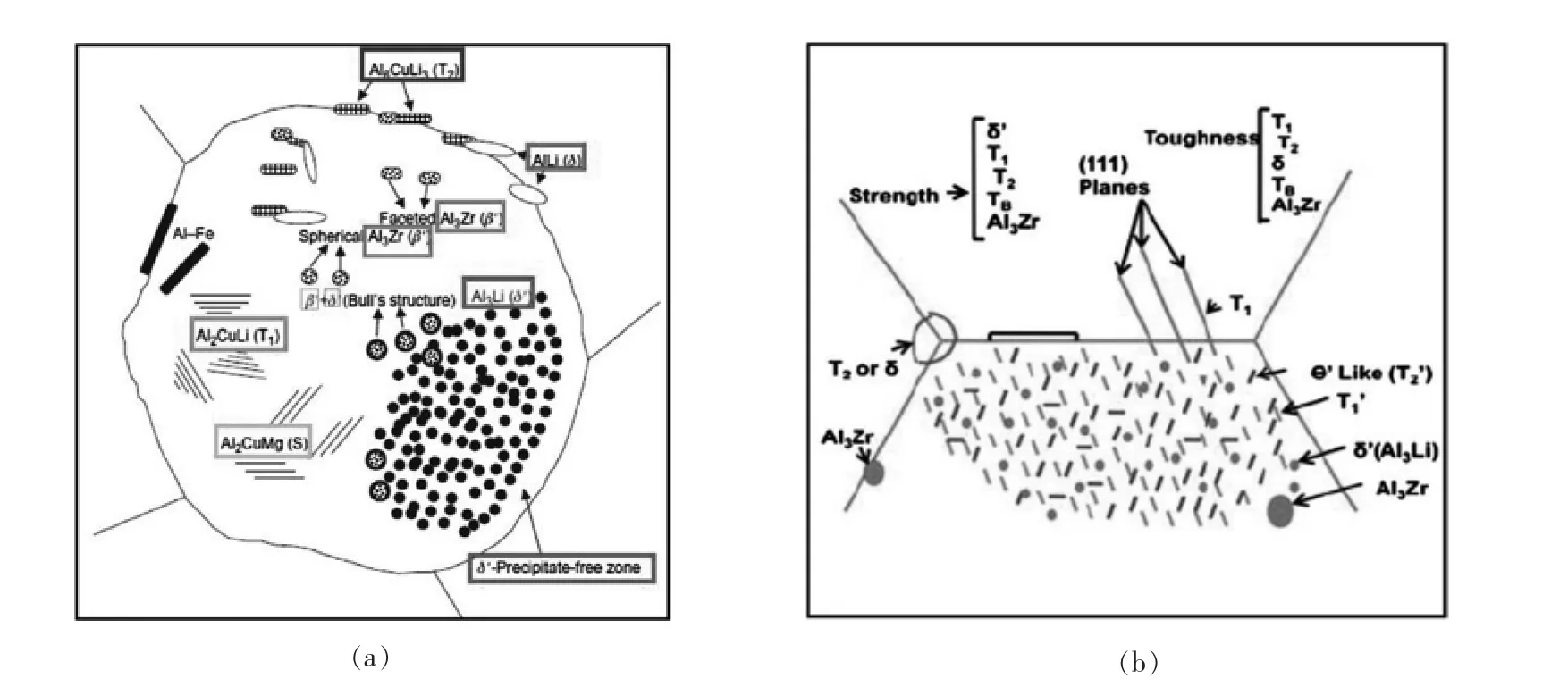
图1 Al-Cu-Li合金主要析出相的形貌和分布示意图[10]Fig.1 A simplified explanation of precipitates microstructural in Al-Li alloys[10]
δ′相(Al3Li)是铝锂合金的主要强化相之一.δ′相具有较高的固有弹性模量,是Li加入铝提高合金的弹性模量的主要原因[10].图2所示为δ′相[100]a晶带轴的暗场像形貌及洐射斑点.其析出序列为:过饱和固溶体 (SSS)→δ′相→δ 相.δ′相具有L12长程有序结构,晶格常数a=0.401nm和基体的点阵常数(0.404nm)相近,与基体的错配度非常小为0.08%[19].δ′粒子的形态为球形,变形过程中位错容易切过,造成有效截面积减少,为后续位错连续切过该晶面提供有利条件,容易造成共面滑移.共面滑移使得位错大量塞积,引起应力集中,产生裂纹并扩展造成脆性断裂.第1代和第2代铝锂合金塑性差的原因便在于Li含量较高,时效析出大量的δ′相.热暴露后δ′相尺寸增大是第2代铝锂合金热稳定性差的原因[19].
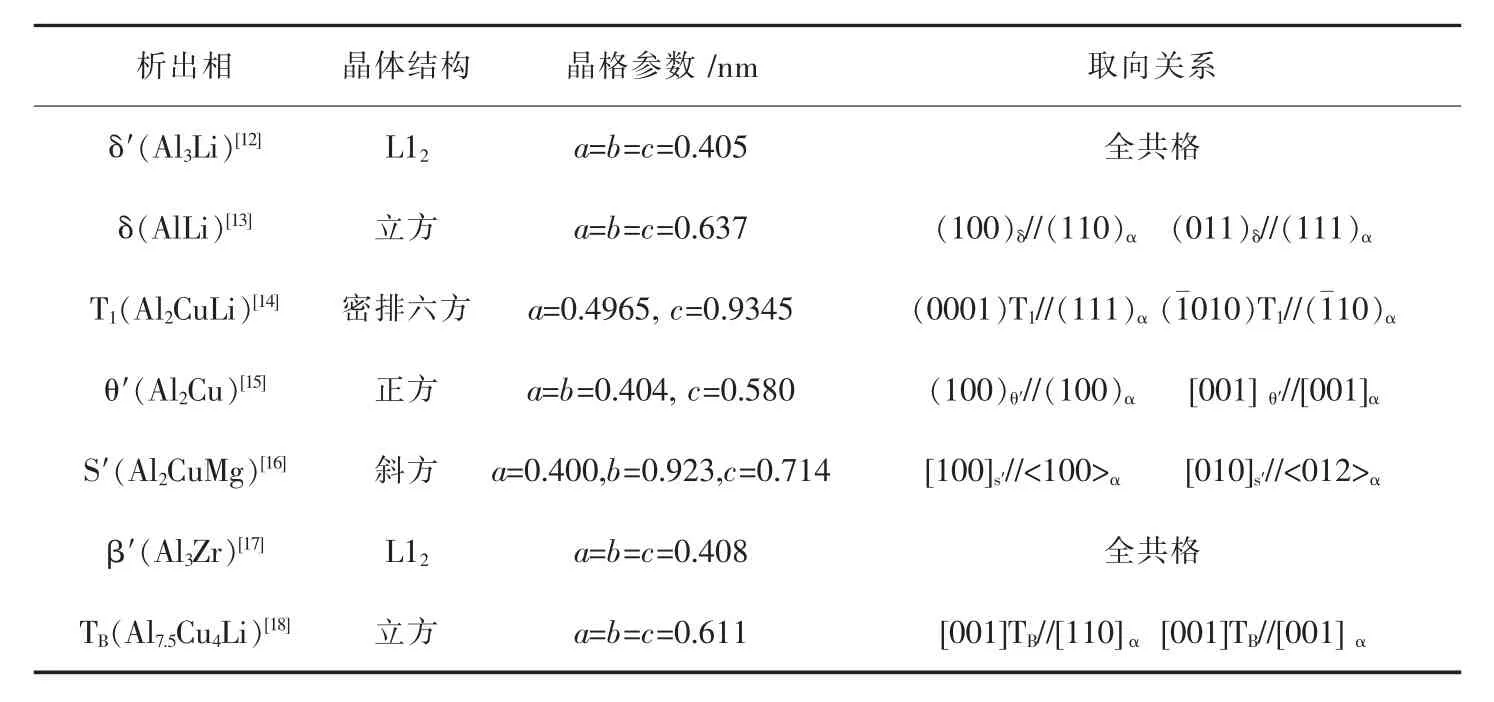
表3 铝锂合金主要析出相的晶体结构[11]Table 3 Phases encountered in Al-Cu-Li alloy systems[11]

图2 δ′相[100]α晶带轴的暗场像形貌和衍射斑点[20]Fig.2 Selected area diffraction (SAED) pattern and dark field images of δ′phases taken along[100]zone axis[20]
2.1.2 θ′相
θ′相是2XXX系Al-Cu合金的常见强化相,是一种亚稳相,具有正方结构,θ′相的析出序列为S SS→GP 区→θ′→θ′.一般认为 Al-Cu-Li合金中的 θ′相晶格参数和Al-Cu二元合金相同,即a=0.404 nm,c=0.580 nm[15].Yoshimura等[21]的高分辨率电镜结果表明低Li含量Al-Cu-Li合金θ′相的晶格参数确实与Al-Cu二元合金相同,而在Li含量较高的Al-3.2Cu-2.4Li合金中,θ′相晶格参数为a=0.400 nm,c=0.640 nm.θ′相与基体呈半共格关系,在{100}α面上以针状或板条状析出[22].与基体的位向关系为(100)θ′//(100)α,[110]θ′//[001]α.在[100]α晶带轴的衍射花样中,θ′相的衍射斑点是相互垂直的芒线,此外δ′相还会围绕在θ′相周围析出形成一种δ′/θ′双相复合结构如图3(b)所示.
2.1.3 T1相
T1(Al2CuLi)相是 Al-Cu-Li合金中最具强化效应的相.Hardy和Silcock首次通过粉末X射线衍射确定T1是一种属于P6/mmm空间点群的密排六方结构.T1相在{111}α惯析面上呈片状或盘状析出,高分辨率电镜观察显示Al基体中单层T1相的厚度即一个单胞的尺寸为1.3 nm[24].通过了解T1相的形核过程和晶体结构,可以控制时效过程中T1相的析出,从而为开发更高性能的合金提供理论依据.众多学者针对T1相的晶体结构进行了研究,并提出了相关模型[25].然而目前关于T1相的晶体结构尚存争议.较为普遍接受的是Huang等[14]提出的模型.如图4所示,单个T1相晶胞是由4层{111}α密排面堆叠而成,T1相的晶体结构为密排六方,晶格参数为a=0.496 nm,c=0.935 nm≈4×0.233 nm.2005年Wang等[26]指出,在已有的几种模型中只有Huang的模型与Hardy和Silcock的粉末X射线衍射峰相符.然而最近Kyoungdoc通过第一性原理计算结果表明,已有的5种T1相结构模型都非最稳定状态.由此他们通过第一性原理计算提出了一种新的T1相结构[25],但是目前并没有相关的实验结果支撑该结论.
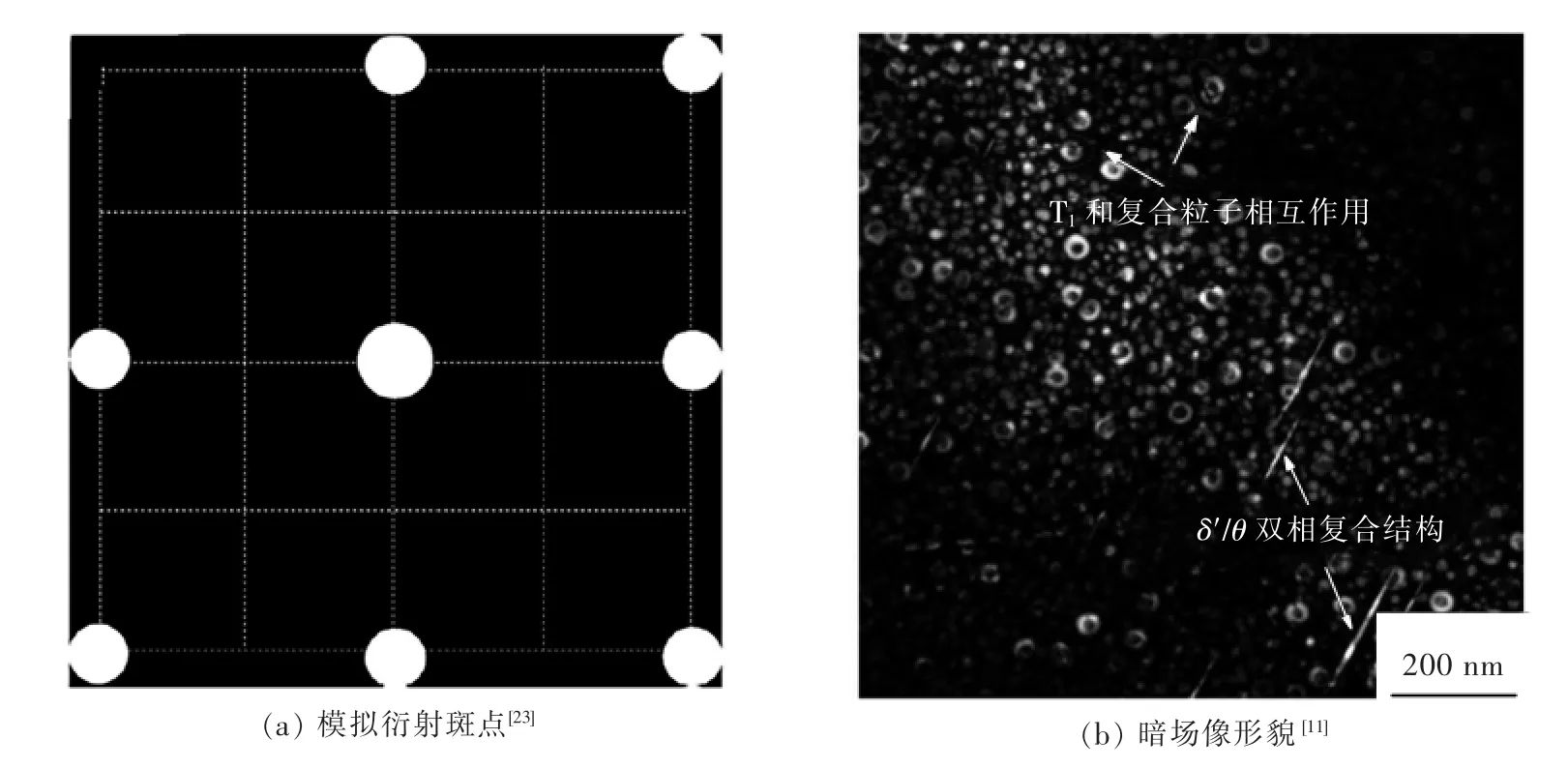
图3 θ′相[100]α晶带轴的暗场像形貌和衍射斑点Fig.3 SAED pattern and dark field images of θ′phases taken along[100]zone axis
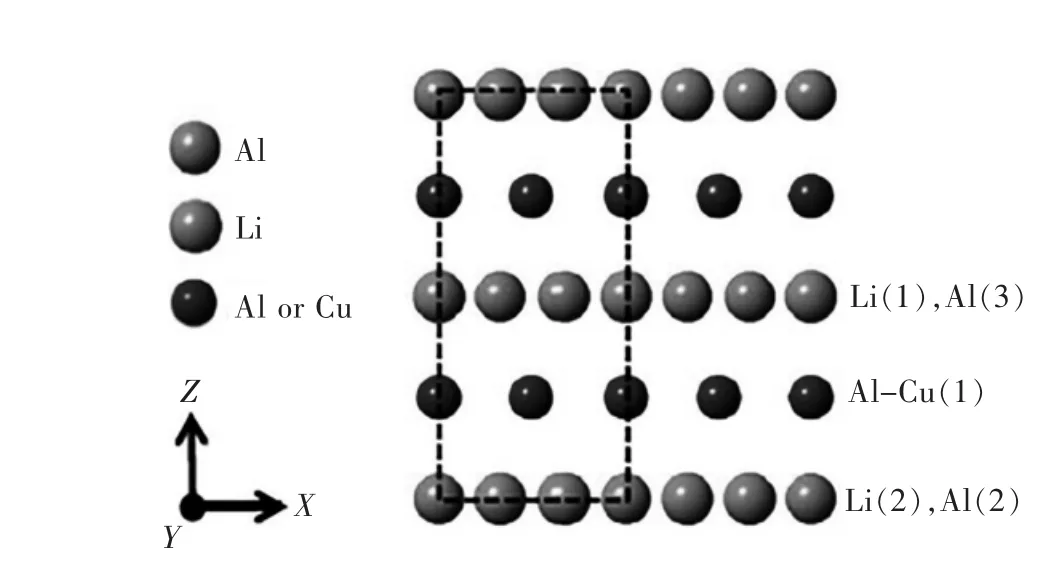
图4 Huang等[14,25]提出的T1相原子排列模型Fig.4 Atomic models for T1phase of Huang et al[14,25]
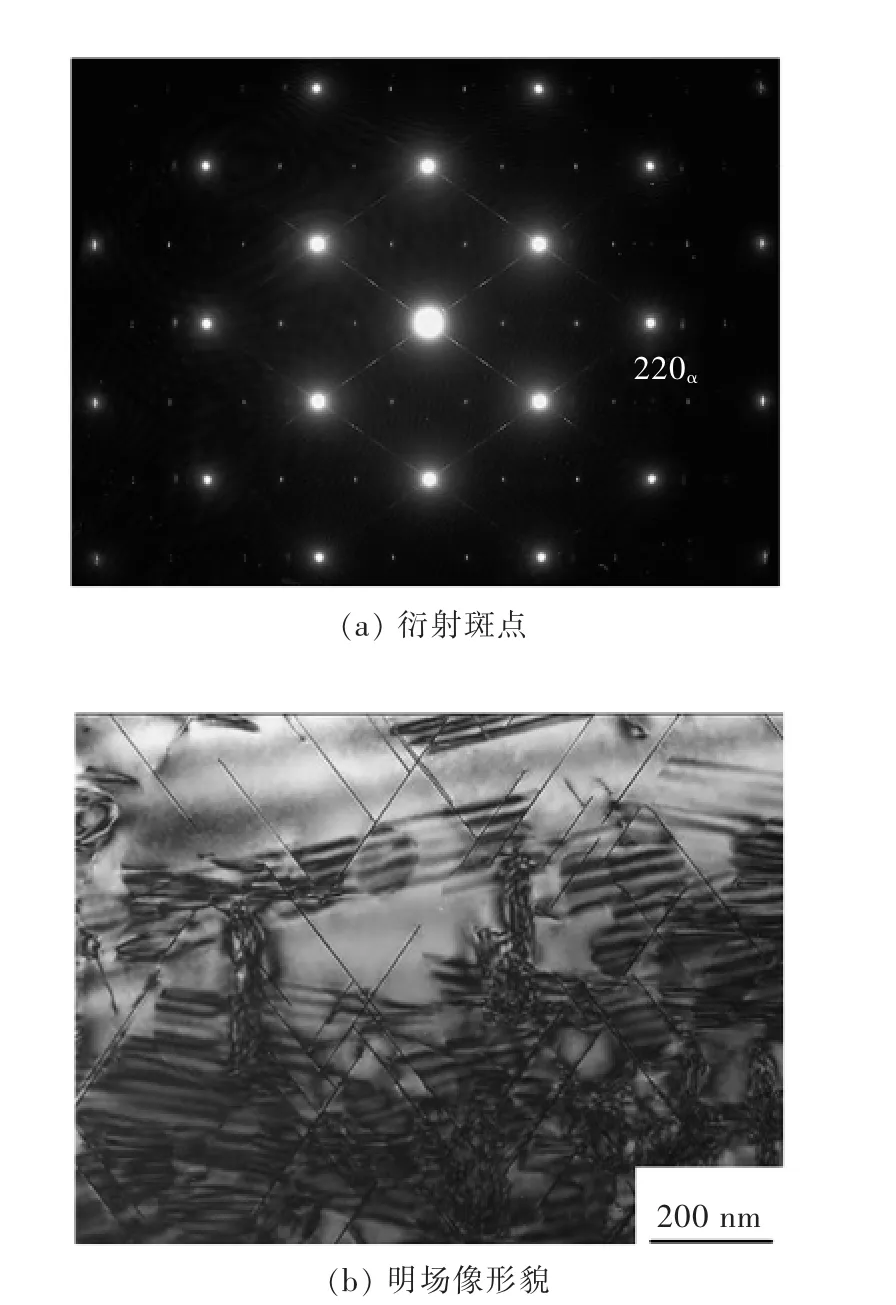
图5 T1相[110]α晶带轴衍射斑点和明场像形貌[30]Fig.5 SAED pattern and dark field images of T1 phase taken along[110]zone axis[30]
如图5所示,T1相在 [110]α晶带轴的衍射花样中是以 1/3<220>α及 1/3<113>α处衍射斑点和沿<111>α方向的衍射条纹显示出来的[21,27].当合金中存在大量位错时T1相的析出密度将显著增加[28],这是由于T1相能在位错处非均匀形核.因此通常都对合金进行T8处理(预变形+时效),以提高基体T1相的析出密度进而改善力学性能.在位错密度较低的合金中,T1相以GP区和基体的界面形核,或者以a/6<112>肖克来不全位错间的层错形核.因此添加能够降低合金层错能的元素将促进T1相的析出,郑子樵等[29]认为Mg、Ag的添加能促进T1相析出的原因之一便在于降低了合金的层错能.在含Zr的合金中,T1相还能以β′相与基体的界面交界处形核.欠时效时T1相以消耗δ′粒子的方式长大,过时效时,T1相则消耗δ相和θ′相长大[30].
2.1.4 S′相
S′相(Al2CuMg)是一种斜方结构相,晶格参数为a=0.401 nm,b=0.923 nm,c=0.714 nm,与铝基体呈半共格关系,在 {012}α惯析面上沿<100>α方向析出.和基体具有以下取向关系[16]:[100]s′//<100>α,[010]s′//<012>α.S′相能促进位错的交滑移,并减少共面滑移.因而能够起到分散位错滑移的作用,提高合金强度的同时还能改善合金的塑性[31].
2.2 变形铝锂合金的热处理
对于航空航天构件来说,强度和断裂韧性是极其重要的性能指标.材料的强度和断裂韧性与微观组织紧密联系.铝锂合金是可时效热处理强化的合金,合理的时效制度可以改变强化相如δ′相、T1相、θ′相、GP区、S′相的尺寸和分布.因此通过合适的时效制度,可有效改变铝锂合金的微观组织,进而获得优异的力学性能,对铝锂合金的实际应用具有重要意义.目前已有的文献报道中,关于铝锂合金的热处理方法,主要有:单级时效、双级时效、预变形+时效处理(T8 处理)、回归时效(RRS)、重固溶再时效.
2.2.1 单级时效
时效温度和时效时间是单级时效2个重要的工艺参数.对2198合金进行150~180℃温度范围不同温度保温14 h的时效微观组织表征,结果表明:较低温度时效合金的强化相以δ′为主并伴有少量的T1相;随着时效温度的升高,基体中析出的强化相为大量板条状的T1相,同时也观察到少量的θ′相[30].随着时效温度的升高,合金的抗拉和屈服强度增大,在170℃维氏硬度达到最大值,进一步升高时效温度合金硬度下降.根据时效时间的长短,铝锂合金的时效状态可分为:欠时效、峰时效、过时效3个状态.时效初期主要析出相为δ′相,随着时效进行T1相以消耗δ′相的方式生长;过时效态下,T1相以消耗θ′相的方式生长[30],并发生粗化.随着时效的延长还伴随着晶界附近无沉淀区(PFZ)的形成及长大,由于PFZ相对较软,裂纹容易在PFZ中扩展,促使合金发生沿晶断裂,降低合金的塑性和韧性.
2.2.2 双级时效
双级时效一般指先在较低的温度对合金进行预时效,然后再在较高的温度进行保温时效.对铝锂合金进行低温预时效有利于促进溶质原子团簇的形成[32],增加δ′相和T1相的形核核心,随后高温时效强化相进一步长大,获得更为细小弥散均匀分布的δ′相和T1相,从而改善了合金的力学性能[33].此外在铝锂合金中,T1相在在晶界和亚晶界析出是影响合金断裂韧性的主要原因[34].双级时效促进T1相在晶内析出,因而还能有效改善合金的断裂韧性.
2.2.3 T8热处理
T8处理(预变形+时效)是铝锂合金工业生产中常用的热处理手段.Al-Cu-Li合金的主要强化相T1相以位错为形核核心,时效前对合金进行预变形能够促进T1相的析出.时效温度、时效时间、预变形量是T8处理重要的3个工艺参数.研究预变形量对AA2195微观组织和力学性能发现,预变形量越大,T1相尺寸越细[27,35].根据Dorin提出的模型,T1相尺寸越细,对基体的强化效果贡献越弱[36],因而随着预变形量增大,合金的力学性能提升幅度逐渐减小.T8状态下,提高时效温度可加速合金的时效响应速度.较低温度时效时,时效早期基体中可能有δ′相、θ′相、GP区和T1相等强化相,随着时效时间的延长,基体的主要析出相为T1相和θ′相;较高温度时效时,时效早期基体中一般观察不到δ′相,主要为θ′相、GP区和T1相等强化相[37].
2.2.4 回归再时效
回归再时效 (Retogression and reaging,RRA)又称T77处理,在7XXX系铝合金热处理中较为常见,通过RRA处理能提高合金的抗应力腐蚀和耐晶间腐蚀性.RRA处理一般包含3个阶段[38]:①T6峰时效;②在高于T6处理温度低于固溶处理的温度下进行短时加热,经过此阶段处理,晶内的一部分强化相溶解,晶界的强化相合并聚集不再连续分布,这种晶界组织改善了合金的抗应力腐蚀和抗剥离腐蚀性能,但合金的强度大大降低;③再次进行T6热处理,使晶内重新析出细小弥散的强化相.经过RRA处理后,晶粒内部形成了T6态组织,晶界与过时效态相似,因此保证了合金强度的同时还提高了合金的耐蚀性[38].对X2A66铝锂合金采用165℃×32 h+225℃×40 min+165℃×24 h的RRA处理后,晶内的析出强化相与T6态无异,晶界断续分布尺寸较小的针状和板条状析出相[39].对8090合金进行RRA处理后,合金的力学性能和T8处理态相当,抗应力腐蚀性得到显著提高[40].
2.2.5 重固溶再时效
对于时效强化型铝合金,如果由于时效制度选择不当而导致合金性能差异,可采用重固溶+再时效这一可逆热处理进行性能调整.目前在7XXX系铝合金中研究较多.对2195-T8铝锂合金进行508℃重固溶后,再次进行4.5%预变形,再于不同温度时效.重固溶再时效后可获得和原始2195-T8合金相当的力学性能[6].因此对于时效制度选择不当的第3代铝锂合金,可通过重固溶再时效手段进行力学性能调整.
2.3 铝锂合金的焊接性研究现状
Al-Li焊接性能的研究可以追溯到20世纪60年代末.当时前苏联研制以Al-Li-Mg-Zr为基础,开发的 1420、1421、1423、1424 等一系列合金, 除了比2020合金密度更低、更高的弹性模量外,还具有优良的焊接性能,可以采用电子束焊、电阻焊、离子焊和氩弧焊进行焊接,省去紧固件和密封后又减重12%.另外,在1420的基础之上改进开发的1421、1423、1424合金拥有更好的抗腐蚀性能以及焊接性能[41].到了20世纪90年代左右前苏联又研制了1430、1440、1450、1460高强可焊Al-Li合金.在同一时期美国Reynods公司和Martin Maritta公司合作开发了高强可焊Weldalite-049和Weldalite-210等Al-Li合金.
近20年也有很多的研究者探究不同焊接方法的研究.LEE等[42]在比较了前人电子束焊(EBW)8090薄板,另行探究了激光焊接(LBW)8090薄板,发现不同保护气体、激光功率、样品移动速率以及离焦量参数对焊接质量有很大的影响.而且相比于EBW结果,LBW有更高的深宽比的熔化带、更高冷却速度,而且有着更低的溶质损失和焊后拉伸应变.Yan等[43]研究发现,1420合金薄板经CO2气体保护激光复合焊条件下,融化带有明显的粗大晶粒,经热处理后从树枝晶转变为等轴晶,力学性能可达到母材的60%左右.罗昆等[44]以 2A97(底板)/2099(筋板)T 型接头,采用ER5356镁铝焊丝进行激光填丝焊接,得到抗拉强度高达425 MPa(母材的93%).Zhang等[45]利用AlSi12填丝探究2060铝锂合金的激光焊接,扫描端口分析认为在枝晶和晶粒间产生的AlSiLi、Al2Cu相和少量的Mg2Si相,削弱了晶粒内的沉淀特性,融化带产生局部硬度降低并且伴有局部内应力产生.连接接头抗拉强度为416 MPa,延伸率为1.6%,Si加入形成的含Si相是提升连接处力学性能的关键.
现阶段在铝合金焊接中应用了大量的搅拌摩擦焊(FSW),Al-Li合金也不例外.Al-Li合金进行熔焊工艺连接时,在熔化和凝固过程中容易出现气孔和热裂纹等缺陷,而且Li元素容易烧损.搅拌摩擦焊是一种新型的固态连接技术,可以有效地解决上述问题,同时还能减少畸变和内应力、简化焊接工艺和降低生产成本.焊接参数对接头机械性能有着很大的影响,国内外有部分研究者对搅拌摩擦焊的不同工艺参数对Al-Li合金的界面结构和力学性能影响进行了探究.疲劳性能差是焊接接头普遍存在的问题[8],如James等[46]研究发现2种Al-Mg-Li合金的疲劳性能与搅拌摩擦焊焊接速度呈函数关系.
2.4 铝锂合金的腐蚀性
由于含有化学性质活泼的Li,铝锂合金在严苛复杂的环境下的腐蚀敏感性增加,因此铝锂合金的腐蚀性问题一直以来备受关注.关于第1代铝锂合金腐蚀性的研究缺乏相关数据,但学者们对第2代和第3代铝锂合金的腐蚀性进行了大量研究,并表明时效阶段析出的非均匀第2相是铝锂合金发生局部腐蚀的主要原因[47].一般认为,T1相和θ′相对铝锂合金的晶间腐蚀行为有重要影响[47],T1相的电位为-1.089 VSCE,低于纯铝的电位 (-0.746 VSCE);θ′相的电位为-0.612VSCE高于纯铝的电位.T1相与PFZ间的电位差,造成晶间T1相的优先溶解,T1相中活泼的Li原子优先溶解.随着溶解的进行Li原子逐渐减少,T1相的电位升高,造成θ′相与PFZ形成的晶界腐蚀微电池中PFZ电位较负,发生优先溶解并形成腐蚀溶解通道,从而导致晶间腐蚀的发生.此外晶粒的取向也是影响铝锂合金腐蚀性的重要因素,沿挤压方向的晶界更容易发生腐蚀,施密特因子较大的晶粒变形过程中发生的塑性变形量更大,因此也更容易发生腐蚀[48].通过合金化和热处理,可以改变析出相的种类和分布,从而改善合金的腐蚀敏感性.
诸多研究表明,Zn能有效改善铝锂合金的腐蚀性能.高分辨率透射电镜结果表明Zn能替代T1相中的 Cu 原子,形成 Al2(Cu,Zn)Li结构,提高了 T1相的腐蚀电位,从而改善了Al-Cu-Li合金的耐蚀性[49].但也有研究表明,Zn对Cu/Li比较低合金的晶间腐蚀提升效果比较显著,对高Cu/Li比合金的腐蚀性能提升效果很微小[50].含Sr和Sc的2099合金的晶间腐蚀性能显著高于AA2024-T6合金,原因在于Zr、Sc及Sr元素的添加细化了合金晶粒,抑制了再结晶和晶粒长大.同时添加Mg和Ag的合金晶间腐蚀敏感性增加,这是由于Ag的加入促使晶界出现了连续的T1相,成为腐蚀通道.含Mn的2099合金还能形成Al-Fe-Cu-Mn相[51],这些粗大第二相颗粒一方面破坏了合金表面钝化膜的完整性,另一方面能与合金基体形成微电池,成为合金局部腐蚀发生的主要萌生部位.
一般来说,随着时效时间的延长,Al-Cu-Li合金发生腐蚀顺序为:局部晶间腐蚀→全面晶间腐蚀→坑蚀→坑蚀+晶间腐蚀[52].合金时效过程中晶间腐蚀敏感性的提高和晶界连续析出的T1相有关,随着时效时间的延长,晶界处T1相发生粗化,T1相之间的距离增大,合金由晶间腐蚀转化为坑蚀.此外,提高时效温度能够加速上述腐蚀的发生[52].时效前的预变形可引入位错,增加T1相在晶内的形核点,减少T1相在晶界的析出从而改善了合金耐蚀性能.对轧制变形的2050合金固溶前进行短时的去应力退火,能够减少晶间腐蚀的深度[53].回归再时效(RRA),也是改善铝锂合金腐蚀性的有效手段[39],通过该处理能够减少合金晶界连续析出相的同时还能保证峰时效态的强度[40].
3 铸造铝锂合金
和变形铝锂合金相比,铸造铝锂合金不存在各向异性的问题,Li含量可更高因而合金密度更低,而且一些零件如大型复杂薄壁铸件难以通过变形加工的方式成形.因而进行铸造铝锂合金的开发研究将进一步扩大其应用范围.自20世纪80年代以来,科研工作者们也逐步开展了大量铸造铝锂合金研制工作,并在航空航天领域进行了推广应用.国内上海交大等单位近年来也开展了新型铸造铝锂合金的开发研究,通过优化合金成分结合热处理,开发了具有低密度高刚度的新型高强铸造铝锂合金,在航空航天等领域具有广阔的应用前景.
3.1 铸造铝锂合金的发展及其应用
国外铝锂合金铸件大多用于航空航天等武器装备,由于涉及国防安全和军事机密,因此国外针对铸造铝锂合金研究的文献和资料报道相对较少.德国20世纪80年代研制出了具有两相显微组织的Al-Si-Li铸造合金.Rex.Precision Product公司生产了牌号为PPPX的铝锂合金熔模铸件,铸件最薄处仅为1.52 mm.在航空领域,Howmet Corp公司将铝锂合金熔模铸件应用于飞机的附件上,飞机整体重量降低5%;英国在意大利生产的EH101新型直升机是第1架在主体结构中使用铸造铝锂合金的飞机,每架飞机重量减轻20 kg;空客生产的A320、A330和A340的整流罩也采用了铝锂合金铸件;俄罗斯在诸多型号的直升机、舰载机、歼击机上都使用了铝锂合金铸件.在航天领域,俄罗斯制造的铝锂合金液氧储箱支架铸件用在了X-33运载火箭验证机DC-AX上,减重12 kg[54];美国“奋进号”航天飞机外贮箱、日本建设的国际空间站研究舱都采用了铝锂合金铸件[55].目前国内还没有铸造铝锂合金相关应用的报道.
3.2 合金元素对铸造铝锂合金组织和性能的影响
3.2.1 Cu和Li元素的影响
和变形铝锂合金相比,铸造铝锂合金的Li含量可更高,最高可达4.2%(质量分数,下同)左右,因此铸造铝锂合金可获得更低的密度.Al-Li二元合金的主要时效强化相为δ′相,δ′相易造成共面滑移,大大降低合金的塑韧性.通常添加Cu、Mg等合金元素以促进T1、θ′和S′相的析出,改善合金的强韧性.然而Cu含量过高必然会增加合金的密度,综合考虑合金的强韧性和密度,Cu含量的优化显得尤为重要.俄罗斯学者S.L.Nikitin等[56]研究了经540℃固溶10 h及165℃时效8 h处理,Cu含量(0.5%~2.5%)Li含量高于3%和低于3%铸造Al-Cu-Li合金的力学性能,当Li含量低于3%时,合金的抗拉强度随Cu含量的增加而提高,当Li含量高于3%时,过高的Cu含量会降低合金力学性能.韩建德等[57]研究了铸造Al-(2.7%~3.6%)Li-(0.9%~1.5%)Cu 三元合金的组织及性能,结果表明合金晶粒尺寸偏大,Cu存在严重偏析,铸造合金经热处理后抗拉强度330 MPa,延伸率仅为1%.合金的晶粒组织粗大和偏析可能和合金铸造制备过程以及缺乏晶粒细化元素有关.
作者所在课题组以Al-3Li-0.2Zr为基合金,研究了不同Cu含量(0~3%)对其微观组织和力学性能的影响[58].结果表明Cu具有轻微细化晶粒的作用,Cu能加快Al-3Li-xCu-0.2Zr合金的时效进程,在时效过程中随着Cu含量增加T1相逐渐增多.如图6所示,综合强度和塑性指标,2Cu合金具有最优的力学性能,经175℃时效32 h后屈服强度、抗拉强度和延伸率分别为338 MPa,415 MPa和2.7%.
3.2.2 Mg元素的影响
在变形铝锂合金中,诸多研究表明Mg能促进T1相的析出,还能与Cu形成S′强化相.变形合金中可能存在位错和层错等缺陷,T1相和S′相容易在这些缺陷处形核析出.而在铸造合金中,基体中的位错等缺陷较少,关于Mg的添加对铸造铝锂合金T1相和S′相析出的影响目前未见报道.本文作者所在课题组以Al-2Li-2Cu-0.2Zr为基合金,研究了不同Mg含量(x=0,0.5%,1.0%,1.5%,2.0%)对合金力学性能和微观组织的影响[11].结果表明,Mg能加速合金的时效响应并减少合金达到峰时效所需的时间.图7的TEM结果表明,添加0.5%Mg能有效改善合金峰时效态下的强韧性,0.5 Mg合金峰时效态屈服强度、抗拉强度和延伸率分别为366 MPa,443 MPa和4.5%,进一步提高Mg含量,合金力学性能下降.峰时效态TEM结果显示,加入0.5 Mg能促进时效过程中T1相和S′相的析出,并抑制θ′相的析出,当Mg含量升高至1%时,合金中析出了粗大不均匀分布的S′相,T1相析出量也减少,合金的力学性能因此下降.
3.2.3 Mn元素的影响
在Al-Cu-Li中添加Mn元素有以下几个优点:①在均匀化过程中会析出Al20Cu2Mn3弥散相[59],这种弥散相难以被位错切过,从而能够分散滑移提高塑性;②Al20Cu2Mn3弥散相还能阻碍合金晶粒均匀化时在高温阶段保温的长大[59];③制备铝锂合金使用的工业纯铝不可避免的含有杂质元素Fe,Fe容易在晶界形成富Fe相,损害合金力学性能;作为一种工业用的除Fe剂,Mn能改善晶界富Fe相的形貌,降低其对力学性能的危害[60].综上,Mn的添加有望能改善铸造Al-Cu-Li合金的强韧性.然而当合金中Mn含量超出一定范围时,在凝固过程中将生成粗大难溶的Al20Cu2Mn3初生相,降低合金的塑性;此外Al20Cu2Mn3弥散相在形成过程中将不可避免的消耗Cu原子,减少含Cu强化相的析出,降低合金的强度.因此有必要优化Al-Cu-Li合金中的Cu含量,作者所在课题组研究了5种不同Mn含量 (x=0,0.3%,0.5%,0.8%,1.2%),Al-3Li-2Cu-0.2Zr合金的微观组织和力学性能,如图8所示[61].随着Mn含量的增加,铸态合金的晶粒尺寸逐渐减小,合金时效析出的T1相量逐渐减少,在0.8Mn和1.2Mn合金中观察到了难溶的Al20Cu2Mn3初生相;综合考虑合金的塑性和强度性能指标,Al-3Li-2Cu-0.2Zr合金最优Mn含量为0.3%.
3.2.4 Sc元素的影响
根据Hall-Petch公式,晶粒细化是提高铸造铝锂合金综合力学性能的有效途径.铝合金中常用的晶粒细化元素有Ti、Zr、Sc、V等,但是添加Al-Ti-B细化剂到含Zr、V等元素的熔体中会产生 “毒化”现象,细化效果大大降低[62].在变形铝锂合金中,研究表明,Zr和Sc的添加能够显著细化晶粒、抑制再结晶的发生,还能形成Al3(Li,Zr,Sc)复合粒子钉扎位错分散共面滑移从而改善合金塑性.作者所在课题组,研究了Sc的添加对Al-3Li-1.5Cu-0.15Zr力学性能和微观组织的影响[63].图9[63]所示的金相结果表明,0.15%Sc的添加能将合金的铸态组织由粗大的树枝晶转变为细小的等轴晶,时效过程中含Sc合金析出的δ′相尺寸更小同时还析出了Al3(Li,Zr,Sc)复合粒子,合金的力学性能得到大大改善.研究了不同Sc含量(x=0,0.1%,0.2%,0.3%)Al-2Li-2Cu-0.5Mg-0.2Zr合金的力学性能和微观组织[64].结果表明:0.2Sc合金具有较优的力学性能,进一步提高Sc含量至0.3%时,合金铸态组织中存在粗大难溶的Al3(Zr,Sc)初生相,降低了合金的塑性;经175℃时效32 h后,0.2Sc合金的屈服强度、抗拉强度和延伸率分别为408 MPa,481 MPa和6.0%,是目前已有报道中强度最高的铸造铝锂合金;此外TEM结果还表明Sc能在一定程度上细化S′相.

图7 铸造Al-2Li-2Cu-0.2Zr-xMg合金经175℃时效32h后[110]α晶带轴的衍射斑点和形貌[11]Fig.7 TEM images of cast Al-2Li-2Cu-0.2Zr-xMg aged at 175℃for 32 h[11]
3.3 铸造铝锂合金的热处理
与变形铝锂合金相比,铸造铝锂合金无热机械加工过程,因此无法通过预变形引入位错加时效热处理促进T1相析出来提高合金强度,从而导致铸造铝锂合金的力学性能远低于变形合金.铸造铝锂合金主要通过时效析出强化相强化基体,因此为了获得良好的力学性能,选择合适的热处理制度尤为重要.
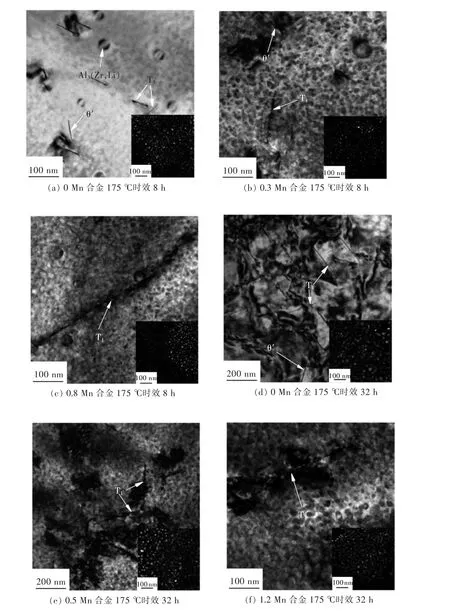
图8 铸造Al-3Li-2Cu-0.2Zr-xMn合金[110]α晶带轴的衍射斑点和形貌[61]Fig.8 TEM microstructures of cast Al-3Li-2Cu-0.2Zr-xMn at 175℃for 32 h[61]
3.3.1 固溶处理
固溶处理是热处理第1步,也是热处理过程中关键的一步,因为通过固溶处理可将凝固过程中产生的非平衡第2相溶入基体,获得过饱和固溶体组织,有利于后续时效析出强化相.固溶温度和时间是铸造铝锂合金固溶处理2个关键的工艺参数.固溶温度过低即使延长固溶时间也无法充分溶解第2相,固溶温度过高合金容易发生过烧[65].经DSC检测Al-3LixCu-0.2Zr合金富Cu相的溶解温度在520℃附近,为了防止富Cu第2相固溶处理过程中发生过烧而又尽可能多的溶解晶间的非平衡凝固第2相,作者所在课题组开发了铸造Al-3Li-xCu-0.2Zr合金的二级固溶处理工艺[58,66].Dorward[67]建立了化学成分为Al-(2.0%~2.7%)Li-(0.5%~2.8%)Cu-(0~1.5%)Mg范围内合金固溶温度的选取参考准则,其与合金元素含量的关系如式(1)所示:

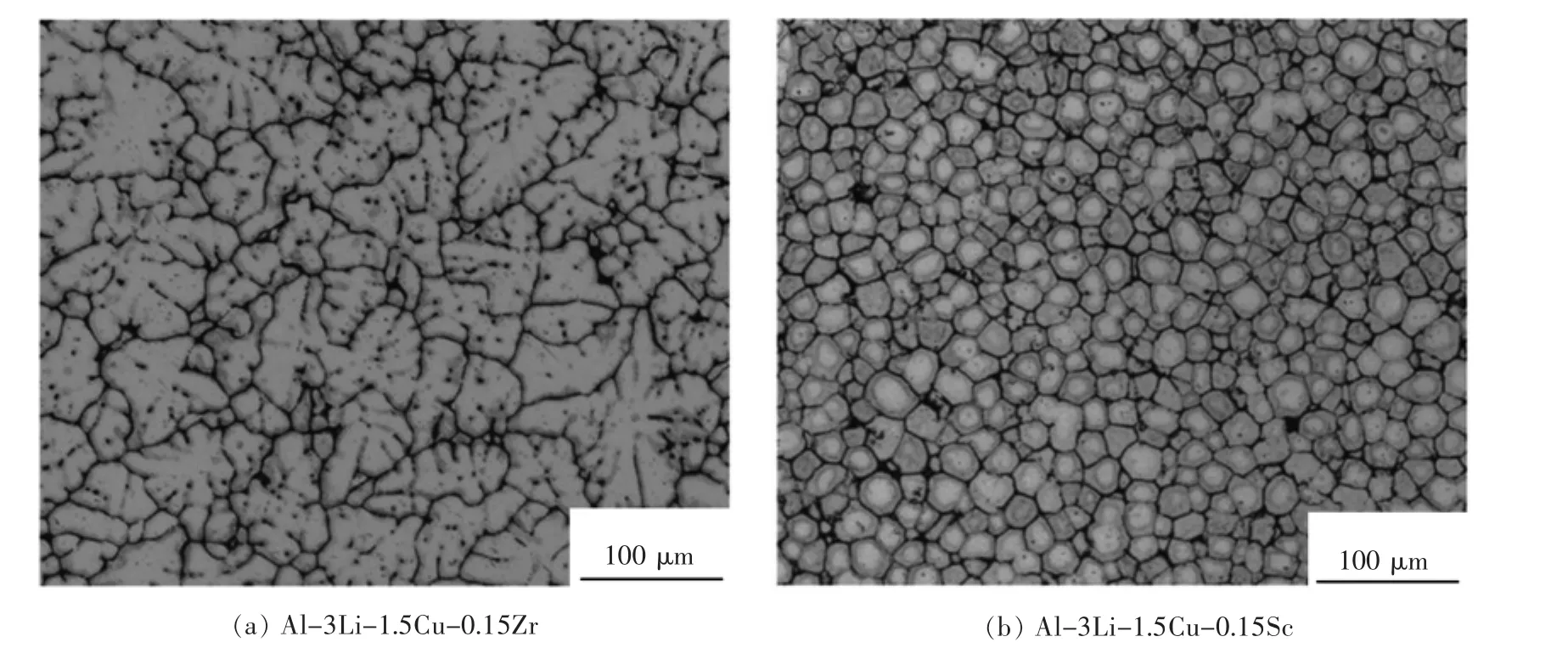
图9 合金铸态金相组织[63]Fig.9 Typical micrographs of as-cast alloys[63]
参考上述公式(1),可大致确定该成分范围内铝锂合金的固溶处理和均匀化处理工艺温度.
3.3.2 时效处理
铸造铝锂合金的主要强化相有 δ′相、θ′相、β′相、S′相和T1相等,含Zr、Sc元素的合金还能析出Al3(Li,Zr,Sc)复合粒子.和变形合金不同的是,铸造合金时效初期几乎观察不到GP区,时效初期主要的析出相为 δ′相、β′相、θ′相和少量的 T1相; 随着时效的进行T1相分别以消耗 δ′相和 θ′相中的 Cu原子、Li原子析出和长大;在过时效状态下随着时效时间延长 δ′相、S′相和 T1相粗化并伴随着 PFZ的宽化,合金力学性能降低[68].
Mg和Cu能够加速Al-Cu-Li合金的时效响应,添加0.5%Mg能将Al-2Li-2Cu-0.2Zr合金175℃保温达到峰时效所需时间由128 h减少至32 h[11].此外Mg和Sc还能降低时效过程中δ′相的生长速率,含Mg和Sc的铸造Al-Cu-Li合金的PFZ宽化速率也显著降低[11,64].铸造铝锂合金的Li含量较高,因此时效能析出更多的δ′相,热暴露过程中δ′相的长大是第二代铝锂合金热稳定性差的原因,而铸造合金的组织与变形合金有较大差异,因此热暴露过程中组织演变可能与变形合金有所不同.Al-3Li-2Cu-0.2Zr合金150℃时效24 h后分别于70℃和100℃热暴露1 000 h后强度提高塑性降低.70℃热暴露后δ′相尺寸无明显长大,而且还析出更多的δ′粒子;100℃热暴露后,基体内析出大量细小的θ′相,晶界析出少量T1相,详见图10.

图10 铸造Al-2Li-2Cu-0.2Zr-0.5Mg合金和铸造Al-2Li-2Cu-0.2Zr合金PFZ宽度随时效时间的变化[11]Fig.10 Measured δ′-PFZs half widths in the Al-2Li-2Cu-0.2Zr and Al-2Li-2Cu-0.2Zr-0.5Mg alloys plotted as a function of square root of the ageing time at 175℃[11]
4展 望
经过90多年的发展铝锂合金已进入成熟期,并在一些领域获得了广泛应用.我国航空航天的快速发展拉动了对铝锂合金的市场需求.虽然在国家大力支持下,经过3个五年计划的努力,我的铝锂合金生产应用方面取得了巨大进步,但在铝锂合金开发、生产方面我国仍与美国俄罗斯等国家之间存在较大差距,大飞机C919使用的铝锂合金全来自于美国Alcoa公司.因此中国应加大铝锂合金的研发,改变现有的跟踪型研究状态形成具有自主知识创新的新一代铝锂合金体系.同时应该提高铝锂合金的产能,开发具有自主知识产权的熔铸设备和生产线,满足我国未来航空航天领域对铝锂合金的需求.
作为结构材料,铝锂合金的服役性能、腐蚀敏感性和焊接性也至关重要.目前关于铝锂合金服役性能的研究较少,应进行服役性能的系统研究作为新型铝锂合金的评价指标.由于含有活泼的Li元素,铝锂合金具有较强的腐蚀敏感性,可寻找适当的表面处理方法,以提高铝锂合金的抗局部腐蚀性能.搅拌摩擦焊虽然能有效提升焊接接头的质量,但是应用范围较窄,因此需要开发其它类型铝锂合金的焊接工艺,以满足铝锂合金的应用要求.和变形铝锂合金相比,铸造铝锂合金的密度可更低而且能够成型形状复杂的铸件,开展铸造铝锂合金的产业化应用研究,开发铸造铝锂合金的生产线将进一步开辟铝锂合金新的应用领域.