40万 t矿砂船CO2气体保护焊与埋弧自动焊混合焊接工艺方法
2019-05-09
(上海外高桥造船有限公司,上海 200137)
CO2气体保护焊优点是变形比埋弧自动焊小,通常板厚小于20 mm材料基本采用CO2气体保护焊焊接;埋弧自动焊具有焊缝外观成型美观,焊接质量可靠、稳定高效特点,不足之处在于薄板打底、填充变形比较大。所以在船舶与海洋结构物建造过程中,当材料板厚小于20 mm,通常采用CO2气体保护焊打底、填充和埋弧自动焊盖面的焊接工艺。40万t矿砂船材料厚度49 mm,如果仍然采用上述方法焊接生产效率会降低。因此,40万t矿砂船采用CO2气体保护焊打底、2道填充与埋弧自动焊填充、盖面混合焊接技术。
1 母材
40万 t VLOC矿砂船全船88%以上的钢板是EH36高强度钢,材料板厚49 mm ,主要分布在甲板0.4L~0.6L区域内,船体甲板结构具有高应力和高疲劳强度的特点,EH36高强度钢化学成分、力学性能见表1。
从表1中可见,EH36钢碳当量为0.34%,焊接性一般。在板厚较大,焊接过程中冷却速度较快,钢材易于淬硬,需要预热才能防止出现裂纹,因此,必须采用一定的焊接工艺措施才能保证焊接质量[1]。
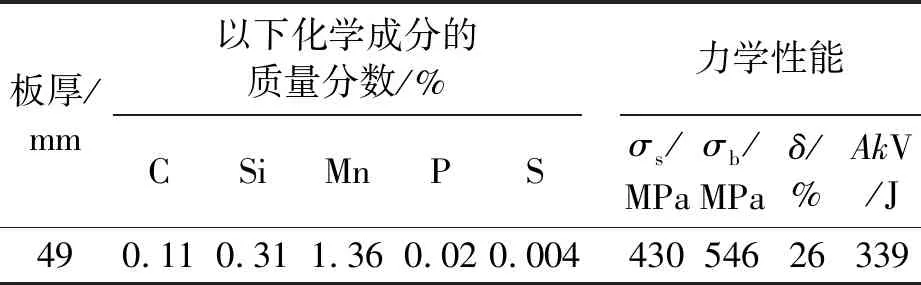
表1 EH36钢材化学成分和力学性能
碳当量Ceq=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5=0.34%
2 焊接方法及设备
2.1 CO2气体保护焊设备
焊接作业机型为YD-500CL5 CO2/MAG气保焊机,该焊机采用载波控制技术,省去了控制电缆和遥控器电缆,减轻了远距离作业时电缆的重量,减少了断线故障,方便焊工作业,作业效率高,可追加碳弧气刨和手弧焊功能[2]。
2.2 埋弧自动焊设备
埋弧自动焊焊机型号为MZ-1250,其优势明显[3],具有等速送丝方式和变速送丝方式功能,可满足不同焊接工艺要求。
3 焊接材料
3.1 CO2气体保护焊焊接材料
40万 t VLOC矿砂船EH36钢焊丝采用与船用低合金高强度钢强度相匹配的CO2药芯焊丝,牌号为GFL-71NI,焊丝直径1.2 mm。
3.2 埋弧自动焊焊接材料
EH36以下材质δ≤57 mm,选用焊丝CHW-S3、焊剂CHF101,焊材等级为3Y级;EH36及以上材质δ≥57 mm选用焊丝H-14、焊剂S-707T,焊材等级为4Y级。当两种低合金钢焊接选用焊接材料时,应当选择强度和母材相匹配的焊接材料。
CO2焊丝及埋弧焊丝一旦从包装中拆出应尽快使用,如当天没用完应放到干燥箱内保管和储藏,以免材料因受潮使焊接性能受到影响。
4 混合焊接技术要点
4.1 坡口加工
坡口加工采用等离子切割方法,坡口表面应均匀,尽量避免坡口表面产生严重的切割波纹。若切割过程中产生严重的切割波纹,应采用打磨的方法去除坡口面上的渗碳层。
4.2 焊前清理
焊前应保证坡口两侧各25mm范围内无锈蚀、氧化皮、水分等杂质,直至露出金属光泽[4]。油污、油漆、潮气可通过火焰烘烤,锈和氧化皮使用砂轮机去除。
4.3 CO2气体保护焊打底技术
4.3.1 陶瓷衬垫粘贴技术
在焊缝背面粘贴陶瓷衬垫,应注意陶瓷衬垫中间红线对准焊缝中心线,在每根陶瓷衬垫的衔接处,不可过于紧密。如果衬垫与衬垫之间接头处过于紧密,焊接中会发生第一道打底过程衬垫下沉现象。实验发现:由于焊接过程热循环固有特点以及陶质衬垫和钢与热膨胀系数存在很大差异,使得衬垫之间挤压下沉,所以衬垫与衬垫接头处应留有0.5 mm间隙。对于焊缝背面贴衬垫侧如出现板边差或间隙过大,除压实陶质衬垫外,必要时可在陶质衬垫背面加装扁铁,用于衬托陶质衬垫不至脱落、漏渣。
陶瓷衬垫使用中应随拆随用,不得在空气中长时间暴露,以免受潮影响焊接质量。
4.3.2 预热
预热温度是焊接淬硬倾向高的钢材一个重要参数,焊前合理的预热有力于焊缝中扩散氢的逸出,降低焊接接头的冷却速度,使焊缝增加细针状铁素体含量,焊缝中溶解的氢有时间扩散出去,以减少扩散氢含量,从而提高焊缝金属韧性,防止脆硬的马氏体组织,有效地防止冷裂纹的产生[5]。
对矿砂船EH36材料制订详细的预热方案,要求母材厚度为38 mm<δ≤65 mm,预热温度不低于65 ℃,温度测量点为焊缝反面两侧各50 mm处。当钢板厚≤38 mm时,常温下可不需预热。但环境温度低于5 ℃时,焊缝两侧需加热到50 ℃~70 ℃,当环境温度低于0 ℃时,加热到75℃~120 ℃后焊接,层间温度不低于150 ℃[6],对厚板焊缝预热情况拍照片留底,所拍照片能清晰显示预热温度;对预热、层间温度及焊厚保温情况进行记录,在焊接结束报验前提交品保部门。
4.3.3 CO2气体流量的设定
在焊接环境空气静止的情况下CO2气体流量一般为15 L/min,在船体室外登高作业时最大不超过30 L/min(采用直径20 mm喷嘴),使用挡风设施。当焊枪使用小直径喷嘴烧深而窄坡口焊缝时,气体流量要小一些;反之,焊枪使用大直径喷嘴烧焊时气体流量要大一些。
4.3.4 CO2气体保护焊打底层操作技术
打底层焊接。采用月牙形摆动焊接法和锯齿形摆动焊接法。板厚超过18 mm,根部间隙(12 mm以上)可采用月牙形摆动焊接法,摆动时保持熔池水平位置,电压不宜过大,以保证反面成型良好。板厚在18 mm以内,根部间隙为8~12 mm是采用锯齿形摆动焊接法,使熔池确保在焊缝溶池中心线的位置,以保证根部成型良好[7]。
在保证能够熔透的前提下尽可能采取小电流焊接,减少焊接线能量,因为厚板打底层很容易在焊缝中心位置出现热裂纹。焊接参数:CO2打底I=190 A,U=27 V,填充I=260 A,U=30 V,盖面I=250 A,U=30 V。现场焊接观察发现药芯CO2焊丝单道焊接,焊缝焊的越厚越容易产生热裂纹,焊缝厚度应控制在5 mm以下。
实验表明,进行陶瓷衬垫单面焊双面成型打底层焊时,焊丝位置指向熔池位置过于靠前,衬垫成分过多的熔入焊缝金属,导致打底层低温冲击吸收功较低[8]。所以焊接时应将焊丝指向熔池1/3处。
用CO2气体保护焊进行打底焊,严格按照产品WPS焊接规范,根据坡口间隙,焊枪应作适当的摆动,以保证根部坡口两侧熔合良好,避免出现未焊透缺陷[9]。
4.3.5 CO2气体保护焊打底厚度
CO2气体保护焊打底厚度的估算决定了CO2气体保护焊与埋弧自动焊混合焊接的高效率,CO2气体保护焊打底层过厚就会生产效率低,反之,打底过薄埋弧自动焊会烧穿打底层。
由于厚板埋弧自动焊填充采用多层多道,焊丝直径4.8 mm,打底完成后坡口间隙(b)为15≥b≥10 mm时,打底层厚度h≥10 mm不会焊穿(埋弧自动焊I=650 A、U=27 V、V=45 m/h)。当间隙b≥15 mm时,打底层厚度h≥13 mm不会焊穿(埋弧自动焊I=650 A、U=28 V、v=40 m/h)。
影响打底层厚度的变量还有焊缝斜角α。上坡焊随着斜角α的增加随重力引起熔池向后流动,母材的边缘熔化并流向之间,对坡口侧冲刷作用易形成咬边,熔深增加,熔宽减小,余高增加。所以甲板面合拢焊缝CO2气体保护焊打底层厚度应增加2 mm,防止焊穿。
4.4 埋弧自动焊填充盖面操作技术
4.4.1 打底层的要求
CO2气体保护焊打底结束一般焊缝形貌较平整,会使埋弧自动焊填充第一道打底因坡口角度、精度差易发生坡口侧咬边或未熔合、另一侧焊趾卷边或脱渣困难,主要原因为见表2。
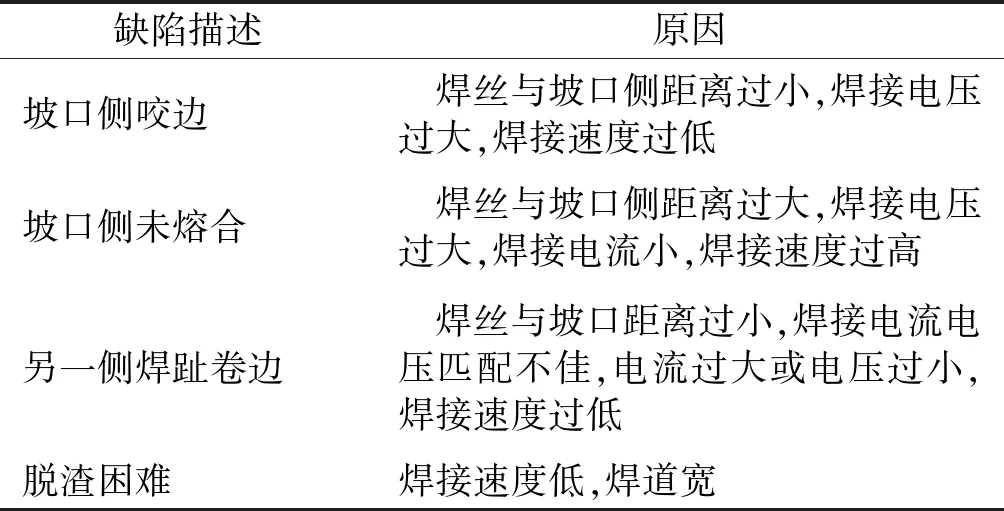
表2 焊接缺陷产生的原因
上述缺陷在埋弧自动焊填充第一道焊缝时极易发生,通过CO2气体保护焊打平至预定厚度后在坡口一侧加一道平角焊。使坡口另一侧形成类似于船形焊形式,当埋弧自动焊焊丝指向船形根部施焊,采用合适的焊接参数,使焊接产生上述缺陷的概率减小95%以上。实践证明通过该工艺措施可以有效地避免上述缺陷产生。
4.4.2 起、收弧的叠加
由于工况条件、船体结构影响等,会存在自动化焊接作业过程中产生叠加接头,整体形成约α=30°的斜角,每一层起弧错开20 mm。每道收弧应预留上一层约25 mm。见图1。
4.4.3 埋弧自动焊多道盖面
盖面第一道应选择焊缝的坡口边缘,焊道盖住坡口边3 mm为宜,焊道宽度C≤26 mm见图2
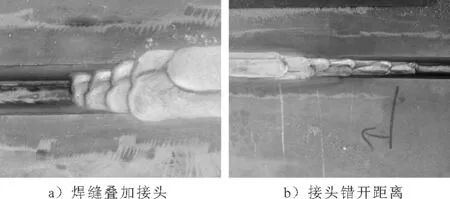
图1 焊缝接头处理
(焊丝直径为4.8mm),当焊道宽度C≥26 mm时,表面粗糙度增加,埋弧自动焊电弧变得不稳定。
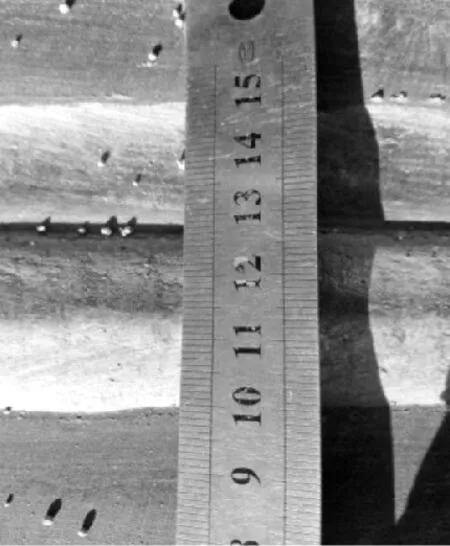
图2 焊道宽度
盖面第二道焊丝伸出位置指向第一道焊趾位置再向第一道调3 mm,使第2道完好地覆盖住第一道的最高点,见图3。焊缝整体更圆滑,减小焊缝应力集中,以此类推直至盖面结束,见图4。

图3 第二道焊丝位置 图4 焊缝盖面
4.4.4 余高要求
焊缝的余高使焊缝的横截面增加,承载能力提高但却使焊趾处会产生应力集中;通常要求余高不能低于母材,最大不超过4 mm。
4.4.5 焊后热处理
焊后及时进行消除应力的后热处理,在焊接完成或停止后,立即将焊件后热到230~250 ℃,并按每毫米板厚不少于5 min进行恒温处理后缓冷且总的保温时间不得小于2 h,此后应用保温棉覆盖缓慢冷却至环境温度,确保焊接接头中的残余氢能扩散逸出[10],最大限度减少裂纹的产生。
5 结论
通过分析40万t VLOC矿砂船EH36钢板厚49 mm材料性能,采用CO2气体保护焊与埋弧自动焊混合高效焊接操作方法并针对两种焊接方法在打底、填充、盖面工艺中所产生的焊接问题进行工艺优化,最大限度避免焊接缺陷的产生,焊接质量明显提升,生产效率有较大的提高。
