基于滤棒质量的KDF2 成型机开松辊改造设计
2019-05-03余宝意毛思睿
余宝意,毛思睿
(湖北中烟工业有限责任公司武汉卷烟厂,湖北武汉 430051)
0 引言
KDF2 成型机组是由YL12 开松机、YL22 成型机和YJ35 装盘机组成[1]。该机组中YL12 开松机利用由螺纹辊和橡胶辊等组成的辊压开松装置,对丝束进行开松。YL12 开松机原有结构的2#、3#两个橡胶辊,是由两个框架式固定支架固定在开松机的墙板上,支架的本身不可调整,并且橡胶辊平行度调节精度低,导致实际工作时橡胶辊和螺纹辊不平行。两个橡胶辊与螺纹辊的间隙只能由外框的偏心套来补偿调整,如果间隙调整不当,不仅会减少轴承的使用寿命,同时间隙大的部位丝束的卷曲没有得到有效消除,进而影响开松效果,容易出现吸阻标偏大或吸阻质量指标不合格等质量问题[2]。为此,对两个开松辊的固定结构进行改造,靠气缸支撑和外框结构特点自动补偿调整间隙和平行度,提高滤棒硬度及吸阻的稳定性。
1 丝束辊压开松装置的结构和工作原理
1.1 开松辊的工作原理
开松辊由预拉辊、前开松辊、后开松辊、输出辊4 组辊筒组成(图1)。其中,前开松辊、后开松辊轴线相互平行,上辊是由不锈钢制成的螺纹辊,下辊是橡胶辊,为铝芯外包聚氨酯材料的辊筒。两个螺纹辊旋向相同,均为右旋螺纹,但螺纹略有差异,均为主动辊。前开松辊通过齿面夹持将经过预拉辊扩展的丝束送入开松区。后开松辊的线速度快于前螺纹辊。当丝束带在前、后螺纹辊间通过时,螺纹顶面在沿辊的轴线横向移动时将丝束向前送出,使单丝分离,并交替夹持、放松。且由于辊速的提高,使丝束产生纵向的拉伸,消除丝束卷曲,最终得到开松的丝束带进入下个流程[3]。
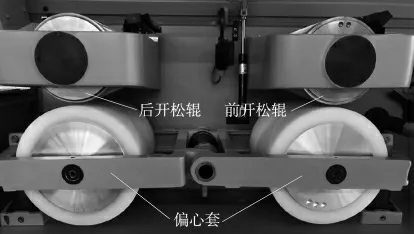
图1 YL12 原机开松辊
1.2 偏心套的锁紧原理及存在的问题
螺纹辊与橡胶辊间的平行度通过橡胶辊上的偏心套来调节。两个橡胶辊前支撑中各有一个偏心套,松开套筒圆周表面上端孔中旋入的紧固螺钉,可以通过转动偏心套调整橡胶辊前端位置的高低,从而调整平行度。偏心套圆周上对称分布了12 个孔,所以偏心套只能调节到对应的12 个孔的位置,导致偏心套为有级调节。已知偏心套的偏移量为2.4 mm,而12 个孔使偏心套最高位到最低位之间有6 个等级,即偏心套的调节精度为2.4/6=0.4 mm。在实际生产过程中,经常发生橡胶辊和螺纹辊不平行情况,偏心套的定位孔和紧固螺钉不在同一轴线上。为了将偏心套锁紧,必须将偏心套转动一个角度(偏心套角度转动量0<∠偏心≤15°,此时平行度变化量0<平行度≤0.4/2,角度转动量与平行度变化量成正比),使定位孔和紧固螺钉同一轴线,导致螺纹辊与橡胶辊不平行,引起丝束跑偏、开松不均匀、部分丝束卷曲没有得到消除等现象,滤棒硬度与吸阻的不稳定。因此,想要提高滤棒的质量,可以从平行度自动调整入手[4]。
2 开松棍改造后的结构和工作原理
2.1 改造思路
在开松辊的结构中,橡胶辊支架一端固定在气缸的连接件上,连接件为I 型接头,与支架上的孔一同被销轴固定。另一端固定在连接墙板的主轴上,可绕轴转动。橡胶辊轴的两端都有轴套,固定在橡胶辊支架的孔中。从原机结构可以看出,橡胶辊两端位置的高低,由偏心套的角度和橡胶辊支架两端位置的高低两个因素共同决定。所以除了在橡胶辊的轴套上做平衡度的调整之外,通过调整橡胶辊支架左右两端的高低,也可以实现对橡胶辊前端位置高低的调整,从而调整平行度。由于支架只有绕主轴转动这一个自由度,想要调整支架左右两端的高低,需要改造支架的结构,增加一个绕横向轴转动的自由度。
2.2 改造后开松辊的结构
改造后的开松辊结构将一整块支架改造成由横向调节轴连接的两块支架,支架上开了个直径为15 mm 的孔,孔位于支架平面的正中心,轴长55 mm(图2)。改造后的橡胶辊支架可以绕轴做一定角度的转动,从而调整支架两端的高低。支架靠近中心主轴的左右两端,分别加装了限位调整螺丝,可以控制橡胶辊支架绕横向调节轴转动的最大角度,从而控制橡胶辊两端的高度差,同时也避免了因支架转动角度过大,造成销轴固定气缸与支架时不方便的问题,节约了维修时间。

图2 改造后的支架
改造中还发现,由于气缸上的I 形接头与橡胶辊支架被销轴完全固定,制约了橡胶辊支架绕横向调节轴转动,需要改造气缸支撑杆连接件的结构,使支架与气缸支撑杆之间,有一定的相对运动量。将原机气缸单向支撑结构改为万向节支撑结构(图3),将I 形接头改为杆端关节轴承,杆端关节轴承是万向节支撑结构,销轴在杆端关节轴承的小孔中可以自由旋转一定角度。

图3 万向节支撑结构
2.3 改造后开松辊自动平衡的工作原理
改造后的开松辊拥有自动平衡的功能,其工作原理分为3个流程:
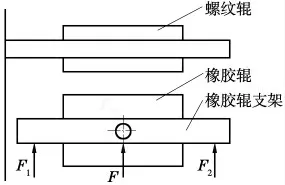
图4 橡胶辊支架受力分析
(1)当气缸进气,活塞向上推动气缸支撑杆,带动橡胶辊支架向螺纹辊靠拢时,橡胶辊支架两端同时受到向上的力F1和F2(图4)。假设平行度>0,高的一端受力F1,低的一端受力F2。
(2)在气缸支撑杆推力的持续作用下,橡胶辊高的一端,会接触到螺纹辊,受到螺纹辊的反作用力F2反。而未接触到螺纹辊的一端,由于没受到螺纹辊的反作用力,F2会分解成以横向转动轴的中心为圆心,横向转动轴的中心线到左/右端面的垂直线为半径的圆周力Ft和径向力Fr(图5)(Ft垂直于Fr,F1与Ft的夹角为∠α,Fr=Ft×tanα)。其中径向力Fr因为轴的反作用力受力平衡,圆周力Ft推动橡胶辊支架绕轴转动,转动后橡胶辊两端的高度差会减少,平行度降低。
(3)在橡胶辊绕轴转动的同时,橡胶辊高的一端,在转动的过程中会因为高度降低,远离螺纹辊,导致反作用力F2反消失,橡胶辊支架重复步骤(1),直到橡胶辊高的一端重新接触螺纹辊,再重复流程(2)。流程(1)和流程(2)会自动反复转换,每进过一次流程(2),∠α 都会减小,橡胶辊两端的高度差也会逐渐减少,平行度也随之逐渐降低。当橡胶辊两端同时接触到螺纹辊(此时∠α=0,F2与圆周力Ft大小相等,方向相同,径向力Fr为0),左右两端同时受到螺纹辊的反作用力,开松辊结构受力平衡,流程(2)自动停止进行(图6)。
改造后的开松辊结构,一方面在结构上使开松辊平行度从有级调节,变为无级调节,调节精度更高。另一方面通过受力转换,用自动平衡调整代替手动调整,调整更快捷,平行度更高,消除了手动调整时出现的误差,延长了橡胶辊、轴、轴承的使用寿命。

图5 橡胶辊支架未受力端受力分析

图6 流程(3)受力分析
3 开松棍改造对滤棒质量的影响
3.1 改造对滤棒硬度的影响
影响滤棒硬度的原因有环境温湿度、丝束来料,丝束填充量、增塑剂施加量、甘油酯喷涂压力、滤棒圆周、丝束卷曲稳定性[5]。为了检测改造对硬度的影响,采用控制变量法。在同一环境下(温度26 ℃,湿度60%RH),选两台KDF2 设备(7#与8#)同时生产,7#设备(K7)未经过改造,8#(K8)设备经过改造。丝束包选用同一批次的醋酸纤维,增塑剂批次相同,施加量统一调至8%,甘油酯喷涂压力统一调至1.0 MPa,滤棒圆周平均值统一调至24.00 mm。产品中取300 支滤棒,存放一天后,在综合测试台测量的滤棒硬度指标。K7 和K8 的硬度测试数据见表1 和表2。
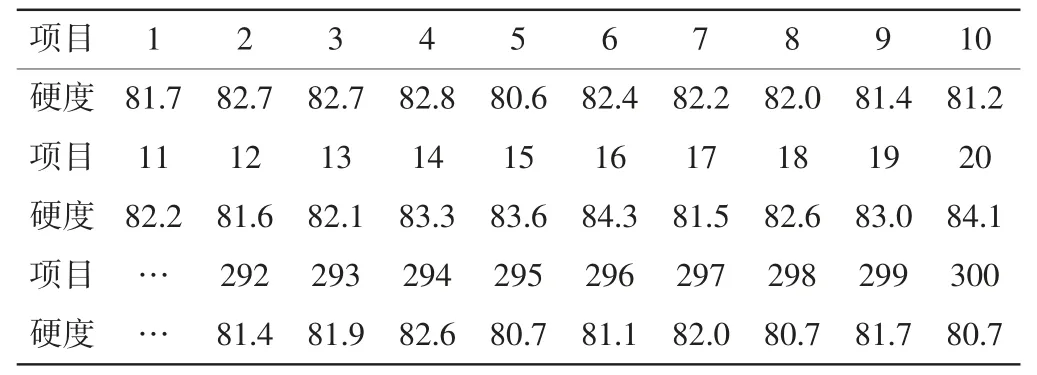
表1 K7 的硬度测试数据 %
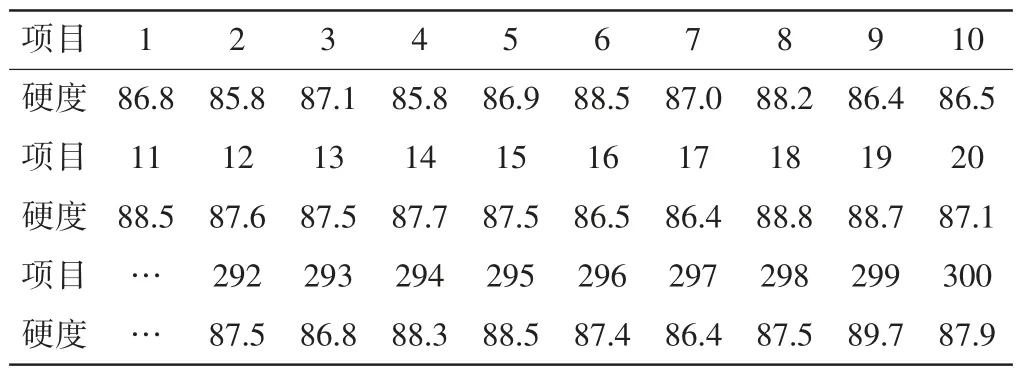
表2 K8 的硬度测试数据 %
可以看出,K7 的滤棒硬度最大值84.3%,最小值80.4%,平均值82.12%;K8 的滤棒硬度最大值89.7%,最小值84.4%,平均值87.06%
从测量结果得出,在同样的外部条件下,经过改造的K8 设备滤棒硬度,比未改造的K7 设备滤棒硬度值大约5%。
3.2 改造对滤棒吸阻偏差的影响
影响吸阻偏差的原因有:环境温湿度、丝束来料、开松辊速比、开松辊压力、空气开松器气压、圆周大小、丝束卷曲稳定性。为了检测改造对硬度的影响,同样采取控制变量法。在同一环境下(温度26 ℃,湿度60%RH),仍然选择7#和8#设备同时生产,丝束包选用同一批次的醋酸纤维,开松辊速比统一调至1∶1.30,开松辊压力统一调至0.2 MPa,预拉辊压力统一调至0.05 MPa,三级开松丝束展幅统一调至230 mm,滤棒圆周平均值统一调至24.00 mm。产品生产出来后,分别取300 支生产出来的滤棒,在综合测试台测量滤棒的吸阻偏差。K7 和K8 的吸阻测试数据见表3 和表4。

表3 K7 的吸阻测试数据 mmH2O

表4 K8 的吸阻测试数据 mmH2O
由测量结果可知,K7 的滤棒吸阻最大值292 mmH2O,最小值266 mmH2O,平均值280.2 mmH2O,吸阻偏差6.4;K8 的滤棒吸阻最大值286 mmH2O,最小值277 mmH2O,平均值282.6 mmH2O,吸阻偏差2.7 mmH2O。
从测量结果得出,在同样的外部条件下,经过改造的K8 设备滤棒的吸阻标准偏差,比未改造的K7 设备滤棒的吸阻标准偏差,降低了3.7 mmH2O。
3.3 改造对滤棒吸阻稳定性的影响
将3.2 中测量的300 个吸阻值,每10 个测量数据算平均值,并将算出来的30 组数据做折线图,对比改造前后的吸阻稳定性(图7)。从图中可以看出,K8 的折线较K7 上下波动小很多,吸阻稳定性有明显的提高。

图7 改造前后吸阻对比
3.4 结果比较
从测量结果可以看出,改造后设备生产出来的滤棒,硬度指标较改造前提高了约5%,滤棒的吸阻指标更稳定,吸阻偏差降低了3.7 mmH2O,吸阻稳定性较改造前有明显的提高。
4 结束语
通过上述对橡胶辊支架结构的改造,提高了设备的调节灵活性及精度,解决了由于开松辊平行度调节精度低引起的滤棒硬度低、吸阻偏差大等问题,极大地提升了产品质量,取得了预期效果。该改造有如下技术优势:①不改变原机的基础结构和安装方式;②橡胶辊可独立拆卸,便于更换及维修;③对橡胶辊和螺纹辊之间的平衡和间隙自动补偿调节;④橡胶辊长期处于自动平衡状态,减少磨损,延长轴承和橡胶辊的使用寿命;⑤延长了维护周期,减少配件消耗,降低维修成本;⑥改造后的结构外形规格尺寸与原机一致,确保了通用性、兼容性和互换性;⑦自动克服丝束的卷曲度、硬度等物理缺陷,提高吸阻的稳定性。
