140 t 精炼炉电气系统故障处理与维修对策
2019-05-03郭金恒郭宗华于春峰殷志辉段锦钢
郭金恒,郭宗华,于春峰,殷志辉,段锦钢
(1.山东电子职业技术学院,山东济南 272500;2.山钢集团莱芜三控冶金建设监理事务所,山东莱芜 271104;3.山钢集团莱钢建安公司,山东莱芜 271104;4.山钢股份莱芜分公司炼钢厂,山东莱芜 271126;5.上海倍安实业有限公司,上海 200032)
0 引言
山钢股份莱芜分公司炼钢厂140 t 精炼炉系统投产后事故频发,先后出现35 kV 变压器低压侧三相引出线绝缘套管开裂、断路器真空灭弧室爆炸和拒动、电极自动下滑、系统接地不良和电缆头爆炸等问题,经对事故原因分析,归类为设备制造及施工缺陷所致。
1 设备状况
LF 精炼炉主电气系统由35 kV 变压器及供电和投切、0.4 kV 低压供配电、电极和短网等设备为钢水冶炼提供电能;控制系统由电极升降液压站、高位料仓给料、PLC 和监控操作站、综合接地等组成。
2 负荷特点
LF 精炼炉处理钢水高压断路器频繁停、送电切换变压器操作步骤:真空断路器合闸、变压器原边给电、二次侧产生弧压、电极下降接近钢水液面燃弧钢水升温,温升接近目标值电极反复升降,冶炼完毕真空断路器分闸,整个过程变压器经受大电流冲击,属典型冲击性负载。
3 设备故障及改进
3.1 变压器低压套管开裂
故障分析:低压每相由4 根铜导电杆并联输出,每根导电杆惯穿浇注式复合绝缘套管连接电极短网,经分析为导电杆长时间受冶炼大电流产生的热量作用而膨胀,由于铜和绝缘套管两种材质膨胀系数不同,致使绝缘套管薄弱部位受导电杆膨胀力作用而开裂。
处理方法:出线导电杆增设水冷散热装置,根据U 形水冷导电铜管加工图重新加工成套装置进行更换,通过循环水将温度降到期望值。加工件如图1 所示。依据加工图端面上钻M6×15 mm螺孔,加工黄铜空心导电杆、冷却水管件接口、U 形导电铜管连接端面用密封垫及冷却水管进出球阀、高压挠性胶管等部件,更换改造后连接设备冷却水,导电铜管温升问题得到解决。
3.2 变压器喷油
故障现象:变压器在冶炼过程中重瓦斯和过流速断保护跳闸,防爆管等薄弱部位喷油,油劣化变黑。

图1 变压器U 形导电管
故障原因:根据故障现象,查询监控画面曾多次出现轻瓦斯报警,均未彻查原因,将瓦斯气体排出投运,该故障应是操作过电压导致变压器内部短路。
处理方法:检查变压器吊芯发现:A 相高压绕组调压线圈与有载调压开关触头连接处烧损严重,线圈端部电磁线崩断,绝缘严重炭化,各绕组不同程度附有金属颗粒。按原工艺将三相一次线圈头尾抽头和调压开关连线上旧绝缘全部剥除,清除表面碳化物重新包扎,更换调压开关触头,清除箱体内残存碳化物,干燥试验送电投运;针对变压器过压保护性能不足,增大阻容吸收装置电容量和由柜内移位到高压套管处、增加氧化锌压敏电阻双重保护、优化停送电模式等,减少真空断路器切断空载变压器次数,有效抑制了过电压对变压器的冲击,见图2。

图2 35 kV 变压器主回路
3.3 真空断路器爆管
故障现象:变压器投切和调压时,出线柜真空断路器频繁跳闸,最严重一次是A,B 两相真空泵爆裂,屏蔽层表面击穿,断路器拒动,上级断路器过流速断跳闸。
原因分析:通过解体检查:断路器拒动是操作机构回路辅助开关联动机构串位切换功能失灵烧毁跳闸线圈;A,B 相灭弧室顶部封盖内有大量水珠,表面有裂纹,使灭弧室及支持瓷套密封不良漏气,导致灭弧室绝缘降低,安装瓷套内硅脂炭化严重,是击穿和爆管的主要原因。
处理方法:更换三相真空灭弧室,传动机构紧固加油,更换缺陷部件,调整触头间隙、测量分合闸速度、三相同期性等均未超标,对分合回路主操作机构连杆与辅助触点同步动作连杆调整至合适角度。
3.4 电极自动下滑
故障现象:精炼炉在冶炼过程中间歇出现电极自动下滑,故障处理时间长且原因不明。
原因分析:电极升降液压系统通过PLC 协调控制,由计算机人机界面发出指令。检查发现PLC 输入模块控制比例阀某点信号时断时续,经测量,该信号电缆有约100 V 的干扰信号。
处理措施:彻查相关电缆线路,发现PLC 输出信号电缆与强电电缆同穿一根钢管,且未带屏蔽,控制柜中有一根强电电缆线未接牢,接地母线与主接地系统未连接,变频电缆未按要求接地。利用停机检修时间将该电缆更换为屏蔽电缆单独敷设,紧固柜内所有接线螺丝,视设备操作情况对控制系统功能进行优化和升级。
3.5 系统接地
故障现象:变压器在冶炼调压过程中,道轨与电缆桥架、合金下料溜管等连接点不同程度出现断续烧熔冒烟。
原因分析:精炼炉电极冶炼调温经常是三相和两相交替工作,出现的不平衡电流在变压器电极短网周围产生漏磁通和不平衡磁通,在接地的金属及导体之间产生涡流使焊接不良部位发热,经检查变压器室接地与主接地虚焊、与道轨连接的电缆桥架无接地干线,断接卡子连接螺栓不配套锈蚀严重,焊接部位截面不够焊接不良。
处理措施:按规范和图纸要求,重新敷设和优化改造接地装置,严格加工制作连接件,焊接部位增大截面,涂刷导电防腐涂料,对电缆桥架增设接地干线;PLC 控制系统用铜材单独增设接地装置,接地电阻≤1 Ω,确保强弱电系统稳定运行。
3.6 电缆头击穿爆炸
故障现象:变压器调压过程中,35 kV 单芯电缆头B 相击穿、C 相爆炸,速断保护跳闸。
原因分析:故障电缆头为热缩终端头,通过剖析发现:B 相被击出一个直径5 mm 圆洞,主绝缘层有一道5 cm 长深刀痕,另一击穿烧融部位周围主绝缘层表面有凹陷和棱角,应为剥离半导层时用力刮除,未打磨平整和彻底清除残留有半导体;C 相电缆头护套根部主绝缘不规则烧焦开裂,烧熔长度7 cm。该部位缆芯烧融,与金属屏蔽层粘结,一方面应力管定位与正确位置向下位移约3 cm;另一方面铜屏蔽和半导电层断口处切割参差不齐,不平整处未做钝化处理,铜屏蔽与主绝缘搭接,金属屏蔽层接地线焊接处没有使用铜线缠绑焊接不牢,使主绝缘严重烧伤。
处理措施:通过对冷、热缩电缆头绝缘性能比对,三相单芯电缆全部更换为冷缩电缆头,制安过程中严格按电缆头制作说明书操作,尤其在接地线恒力弹簧卡接位和主绝缘处理作为重点,增加闪裙以适应高温、多尘环境。
4 变压器可能衍生的其他故障
(1)精炼变压器因频繁停送电和调压,易产生各种形式的过电压,导致变压器绕组受大电流冲击力而局部变形,伴随振动极可能使线圈与铁心绝缘固定件脱落或局部受损击穿接地放电。
(2)水冷系统内部水锈垢结堵塞或接头泄漏,导致循环水流通不畅,使U 形导电管升温过高,或软连接螺丝松动,局部温度升高,有可能使U 形导电管表面氧化加剧。
(3)有载调压开关频繁动作,可能出现触头压力和弹性下降,出现局部打火,使触头有烧蚀熔珠,变压器油变质发黑等。
(4)制约变压器正常运行除油温、水温和轻、重瓦斯等因素外,液压系统异常将导致联锁跳闸无法送电,甚至三相电极不同步;低压系统断电后,UPS 容量不足,循环冷却水停,导致电极、短网、水冷电缆温度迅速升高,将造成水冷电缆烧坏和短网绝缘护板着火、冒烟等事故。
5 维修注意事项
5.1 主要项目
参考电气预防性试验规程,定期检查变压器吊芯、线圈和铁芯完好情况,内部绝缘件有无脱落等;定期吊芯检查有载调压开关,若发现触头表面有轻微损伤,用细锉锉掉熔珠或锉平凹凸处,用玻璃纱布细心研磨,触头烧伤严重或过渡电阻断线更换;定期分析油样,每年做一次直流耐压试验、测量调压开关直流电阻、保护定值整定等。
5.2 一般项目
每日点检观察变压器及有载调压开关油位是否合理,是否渗漏油,测量高低压引出线温度,瓦斯继电器不定期排气等;定期紧固各部位螺丝和表面清灰,不定期观察高压套管引出线和电缆头、箱盖是否有放电迹象,内部是否有爆裂声等异声,特别是变压器油温和低压导电铜管循环冷却水流量、压力及温度等测量值通过人机画面显示和增设故障报警。
5.3 电缆头维护
严格电缆头制作工艺,从源头抓起,附件采购选知名厂家,并承担制作电缆头;参与制作人员必须经过培训,尤其在剥切电缆时,下刀力度要适当,正确选择电缆屏蔽层接地方式和主绝缘等有效处理措施,环境恶劣时采取搭建临时账蓬等措施;特别是新上项目,做电缆头每步操作都要按厂家说明书要求进行,严禁凭经验或交民工来作,未达要求必须返工重做;电缆头投入运行后要加强日常维护和点检巡视,按《电气预防性试验规程》要求做试验。
5.4 过电压保护器
过电压保护器件有避雷器、组合过电压保护器、阻容吸收装置等,在保护能力之外可能无法有效保护设备,要根据用途正确选择技术参数和导流能力,功能上可选择阻容和避雷公用支路复合式过压保护器,或两支路各自独立使用单元,特殊场合将组合式过电压保护器更换为避雷器,对4 极式过压保护器存在有效保护设备隐患场合,可选择4 极式R-C 过压吸收装置,原理如图3 所示。随着使用时间的延长,部分元件逐渐老化,性能减弱,参照厂家说明书定期试验和更新换代。
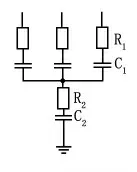
图3 4 极式R-C过电压吸收装置
5.5 高压断路器
真空断路器要选用适应电炉环境要求的来投切变压器,或替代进口产品;定期巡检时对玻璃外壳真空灭弧室,应注意真空泡外部是否有放电现象,并通过观察内部屏蔽罩等部件和色泽状态来判断真空度,若弧光分断电路呈浅蓝色为正常,反之呈暗红色为真空度降低,定性测试达不到要求者更换,更换时必须进行同期、弹跳、行程、超行程等特性测试;为防止传动机构松动与蹩劲、磨损与卡涩等酿成分合闸拒动事故,定期进行外观检查调整,加注润滑油等。
6 结语
分析精炼炉故障原因,采取处理与改造措施,系统运行更稳定可靠,延长设备使用寿命和减少热停工,为设备维护和管理积累了丰富的实践经验。
