芭蕉河水电站4号机组上机架振动大处理
2019-04-28江旭朱劭辰李红
江旭,朱劭辰,李红
(湖北清江水电开发有限责任公司,湖北 宜昌443000)
芭蕉河二级电站位于湖北省恩施州鹤峰县内,装机容量为2台16 MW。由湖北恩施水电设计院设计,重庆水轮机厂有限责任公司制造。本次检修的机组为该电站的4号机组,其流域编号为蕉4 G。
芭蕉河二级电站4 G水轮机型号为HLD-74-LJ-140,容量16 MW。机组特性为俯视顺时针旋转,转速428 r/min,额定水头57 m。水轮机为混流式机组,立式金属蜗壳。机组共16片活动导叶,7个固定导叶,活动导叶立面为刚性密封,端面为弹性橡胶织布密封;检修密封为封闭式空气围带,工作气源压力0.7 MPa;工作密封采用水压橡胶活塞式密封,工作润滑水压力0.2~0.3 MPa;水导轴承为分块式油润滑导轴承,乌金瓦,数量为6块,设计单边间隙为0.15~0.20 mm;发电机型号为SF-8000-14/2860,为悬吊型水轮发电机,上机架为负荷机架。其上导轴承和推力轴承共用一个油槽,导轴承各有8块乌金瓦,设计单边间隙均为0.10~0.15 mm;8块塑料推力瓦和8块丁腈耐油橡胶板配合调整,同时要求每块橡皮垫厚度差不大于0.05 mm,8套推力瓦与橡胶垫配合后的厚度差不大于0.05 mm[1]。
1机组前期检修情况
1)2016年3月,对蕉4号机组进行B级检修,其主要项目为:水轮机活动导叶立面间隙的检查、处理和调整,各部轴承轴瓦的检查处理,机组旋转中心的调整,转动部件的水平检查,机组轴线检查,各部导轴承的间隙调整,各轴承油处理更换,各温度传感器的校核,发电机预防性试验等。
2)2017年2月,对蕉4号机组进行C级检修主要项目为:三部轴承导瓦间隙检查、各轴承油处理更换、制动系统清洗、发电机预防性试验、以及更换了部分的探头;在对下导探头进行更换时发现下导1、2、6、7、8号瓦背面的搭子松动,对其进行处理后装回原位。
3)2018年3月,发现设备隐患后,分别对蕉4号机组转轮、上导轴承、下导轴承、迷宫环、法兰结合螺栓、导水机构过流部件、励磁系统等进行了全面的检查,发现各部轴承导瓦间隙明显增大,随即进行了调整。
2机组修前数据测量
1)修前机组上机架振动数据测量数据见表1。
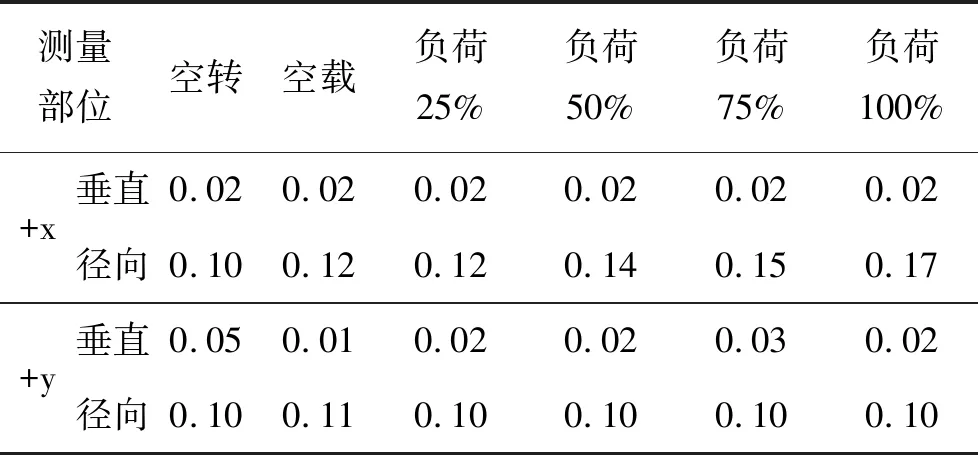
表1修前机组振动值测量mm
综合上述振动测量值进行了分析,确认蕉4号机组水平振动值超标,依据:《立式水轮发电机组检修技术规程》(DL/T 817-2014),蕉4号机组实际运行工况不能满足机组长期稳定运行要求,后续需对该机组进行全面的检查及调整[2]。
2)修前上导轴承和下导轴承瓦间隙测量数据见表2和表3。

表2修前机组上导瓦间隙值测量mm

表3修前机组下导瓦间隙值测量mm
从测量结果来看,上导轴承瓦间隙和下导轴承瓦间隙的实测值均超过设计值,具体原因有待查找分析。
3)修前机组的摆度数据测量见表4。
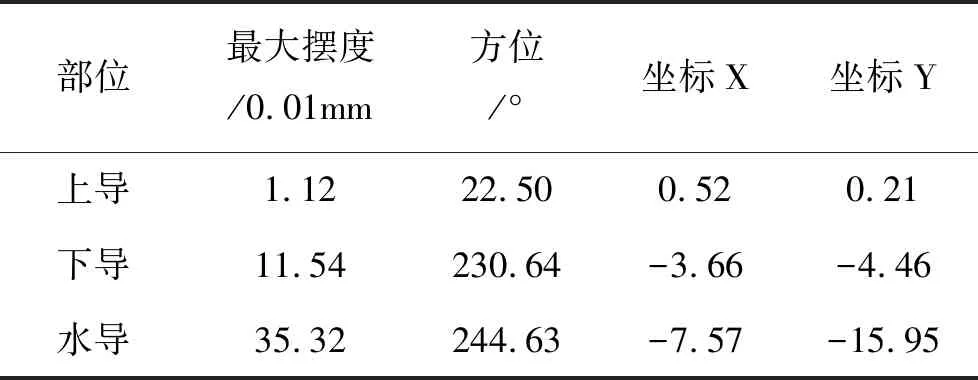
表4修前机组摆度值测量
经过盘车检查,蕉4号机组修前轴线摆度如表4所示,按GB/T8564-2003表33的规范要求,即发电机轴相对摆度小于0.02 mm/m,水轮机轴相对摆度小于0.04 mm/m,机组修前摆度严重超标,需要处理[3]。
3检修过程中问题的发现与处理
3.1下导轴承抗重螺栓出现了重大磨损[4]
抗重螺栓是导轴承的重要组成部分,螺栓一端和瓦架螺纹连接,另一端呈球面和导瓦背后搭子为点接触,机组运行时,导瓦承受着径向力,然后通过抗重螺栓传到瓦架,因此抗重螺栓球面磨损情况的好坏会对瓦间隙产生直接的影响。
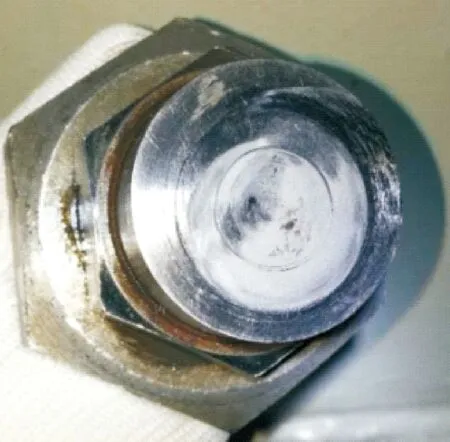
图1下导瓦抗重螺栓磨损情况
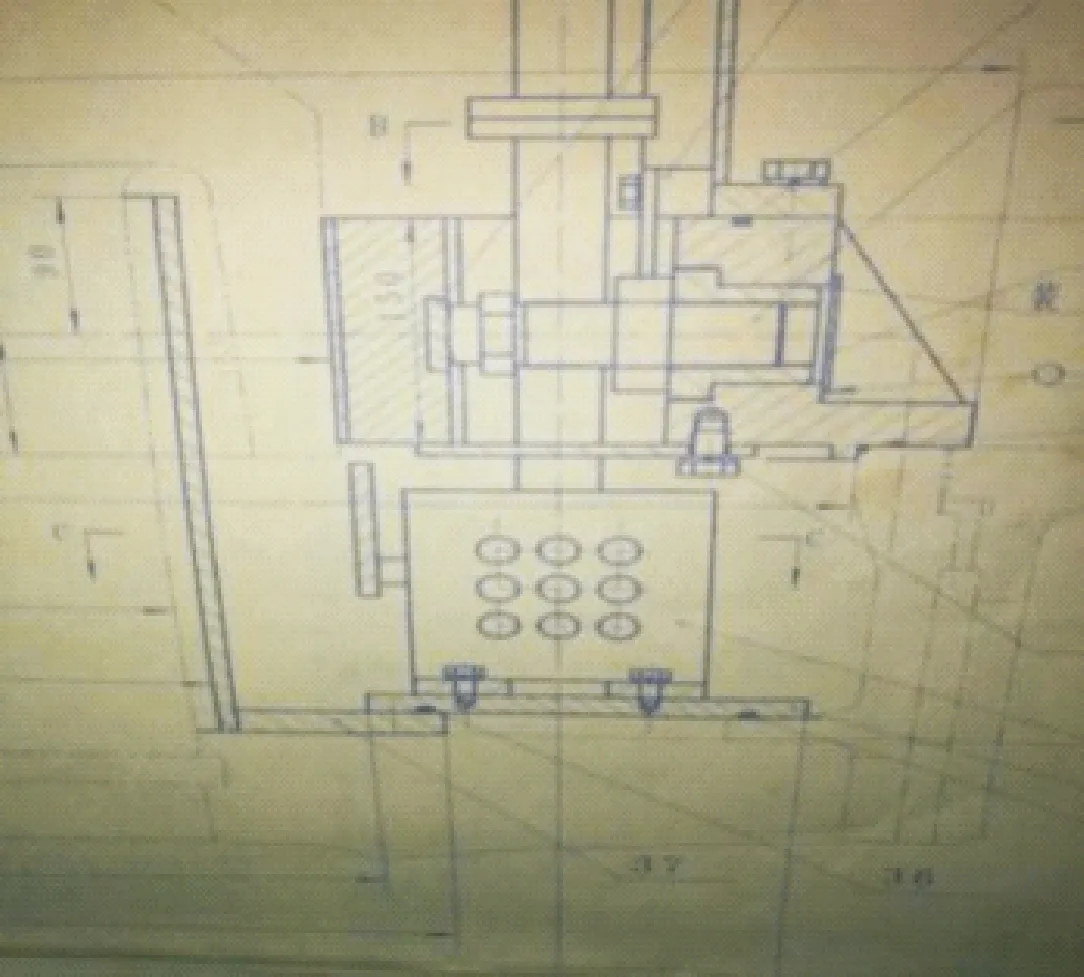
图2下导轴承结构示意图
本次检修发现上导轴承抗重螺栓和下导轴承抗重螺栓的球面出现偏磨,球面变成不规则的平面,导致抗重螺栓和达子的接触由点接触变成面接触,随之带来的隐患主要为以下两个方面,一方面就是瓦间隙调整时,实际调整的双面间隙和最终推出来的双面间隙不相符,开机后瓦温有高有低不均匀;另一方面就是点接触有利于提高瓦的灵活性,面接触让瓦的灵活性变差,会导致烧瓦事故。
抗重螺栓材质特殊无法人工进行处理,鹤峰县机械加工厂也无法进行处理,电厂又没有合格备品,所以此次检修没有做处理,建议厂家购买合格备品及时更换。
3.2导瓦背后撑块开裂
本次检修发现上导轴承2号瓦和下导轴承7号瓦背后的撑块出现开裂现象,说明机组修前在运行过程中这两块瓦受到了极大的径向力,同时这也是上导轴承瓦和下导轴承瓦间隙变大主要原因,后期机组回装时已及时更换了备品。
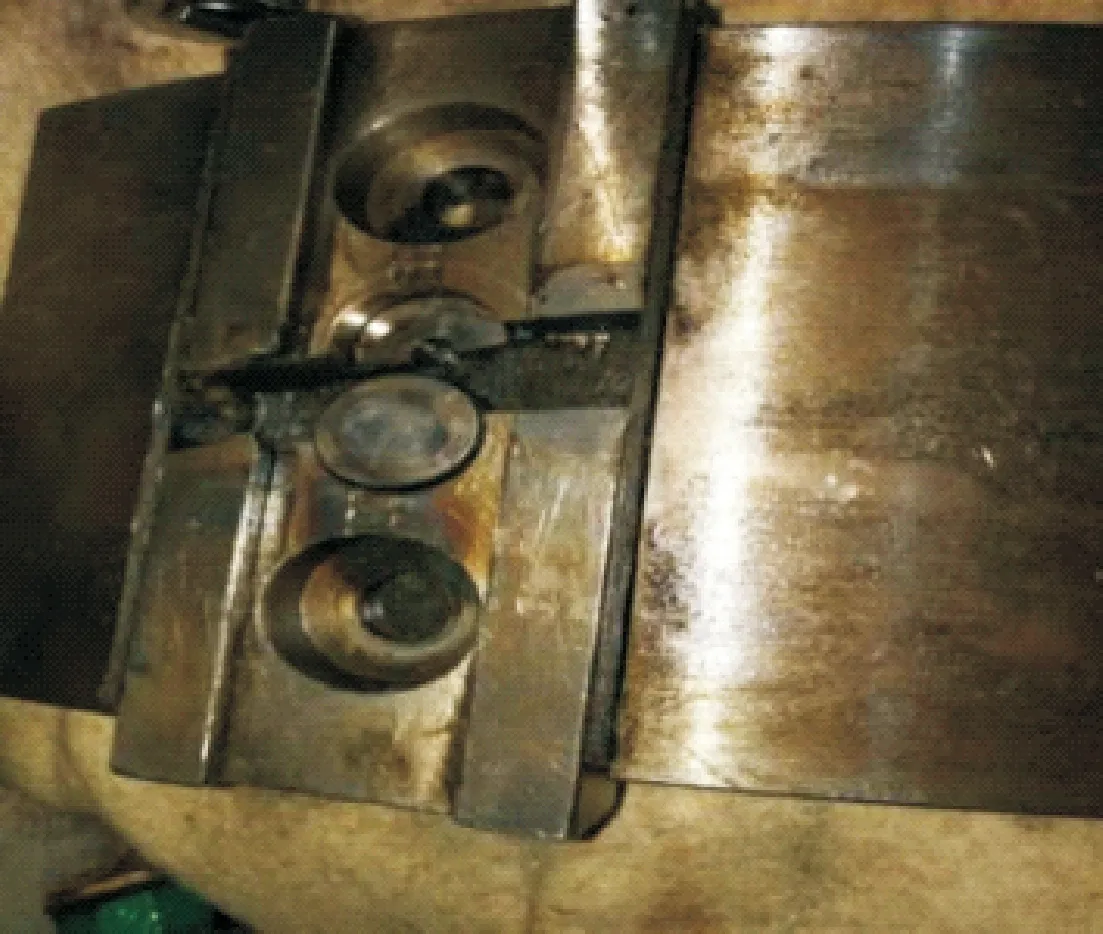
图3导瓦背后撑块开裂情况
3.3推力轴承1号瓦底部限位孔和限位销钉错位
蕉4号机组推力轴承有八块推力瓦,每块推力瓦底部有两个销钉孔,瓦对应的推力轴承座上面有两个销钉,该销钉的主要作用是为了防止推力瓦在机组运行的过程中发生径向位移和旋转方向的位移;在推力轴承检查的过程中发现1号推力瓦一侧往外发生了径向位移,抽出该推力瓦,检查发现靠大轴侧的销钉孔外缘出现了新的印记,仔细分析得出该印记是由于销钉和销钉孔的配合出现了错位导致的;由于销钉所处的位置狭小,不拆解机组推力头无法对销钉进行处理,本次检修只是对出现问题的销钉孔进行扩孔处理。
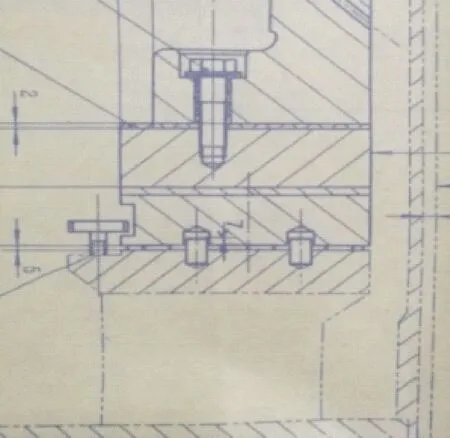
图51号推力瓦结构示意图
3.4下导抗重螺栓的螺母焊接点出现脱焊现象
抗重螺栓的螺母通过热套的方式打入瓦架里面,螺母一周点焊了三处,按图纸设计要求螺母一周应该焊接一圈,主要是防止螺母发生旋转和径向位移;本次检修发现下导所有抗重螺栓的螺母焊接点出现脱焊,经过仔细检查我们分析可能是由以下原因导致的:①螺母没有装到位置,和瓦架之间的配合存在间隙;②机组运行期间瓦间隙突然变小,导致了抗重螺栓受到的径向力变大,螺母往外发生位移;③瓦间隙调整的时候,过度的用力打击抗重螺栓的锁紧螺母导致抗重螺栓的螺母发生微量的旋转;为此,我们对抗重螺栓螺母进行了位置标记,方便下次检修检查,同时将螺母一周焊接处理。

图6下导抗重螺栓的螺母脱焊情况
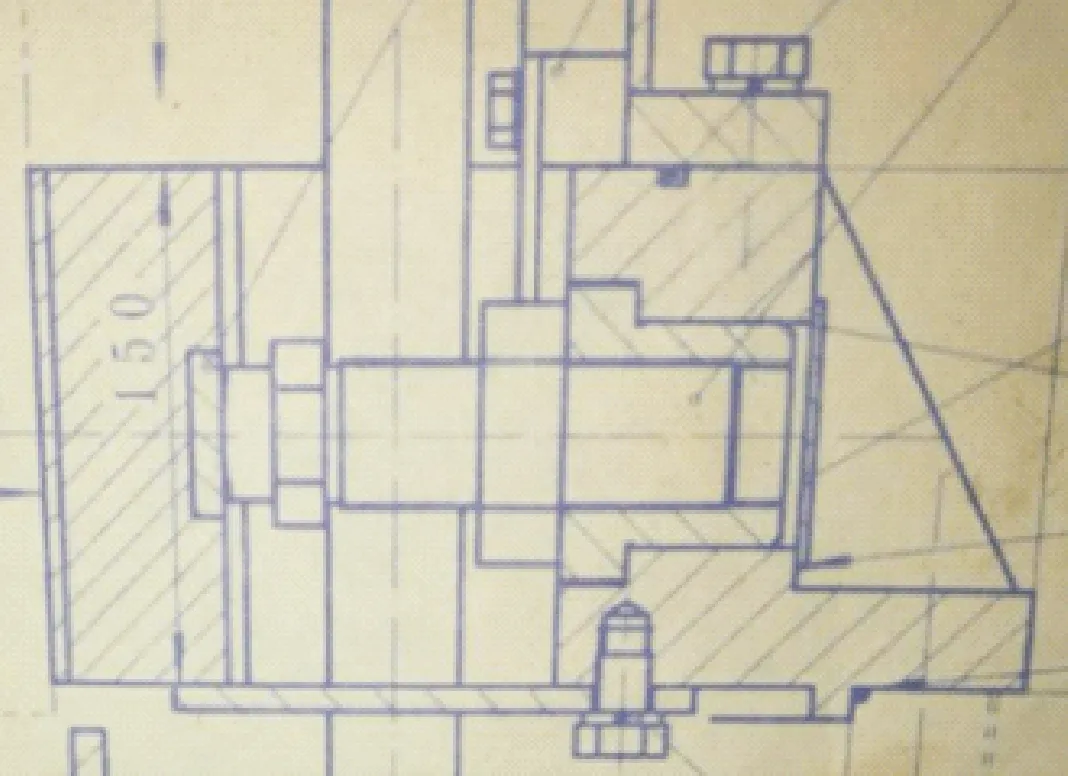
图7抗重螺栓结构示意图
4机组修后数据测量
在数据测量之前,我们将影响机组盘车数据和后期瓦间隙调整各种问题都处理完毕,消除潜在隐患,然后我们开始了机组修后的数据测量调整。
1)修后机组的摆度数据调整见表5。
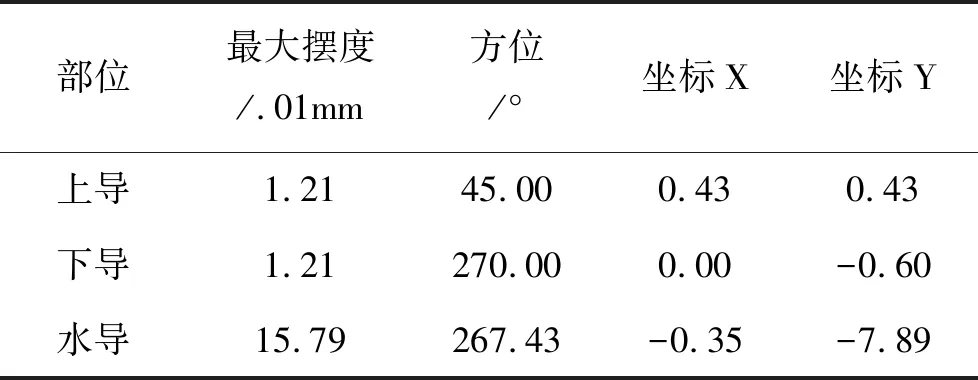
表5修后机组摆度值测量
2)修后上导轴承和下导轴承瓦间隙调整见表6和表7。
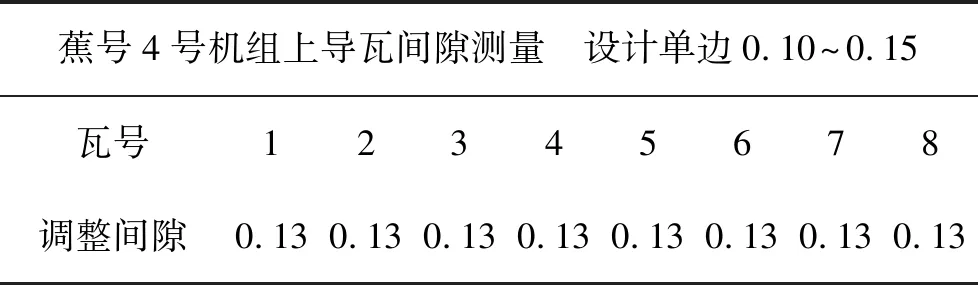
表6修后机组上导瓦间隙调整mm
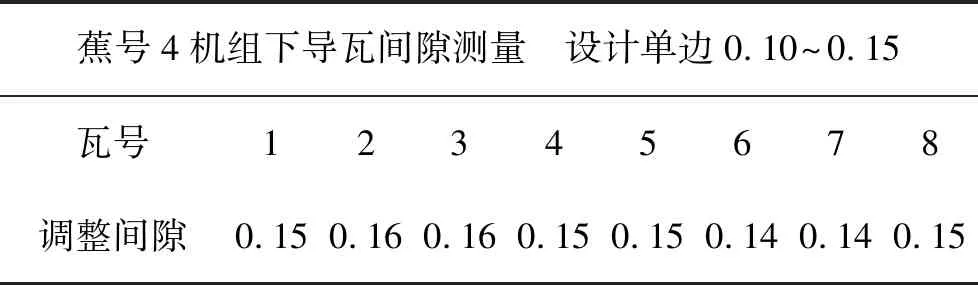
表7修后机组下导瓦间隙调整mm
瓦间隙的调整值均按其设计间隙值和摆度值计算分配的,间隙调整完毕后我们对上导轴承瓦和下导轴承瓦进行里双面间隙的复测,发现实际推出来的双面间隙值远大于我们理论调整值,考虑到机组抗重螺栓和瓦配和的的结构不合理及球头磨损严重的问题,瓦间隙我们没有做二次调整处理。
3)开机后机组上机架振动数据测量见表8。
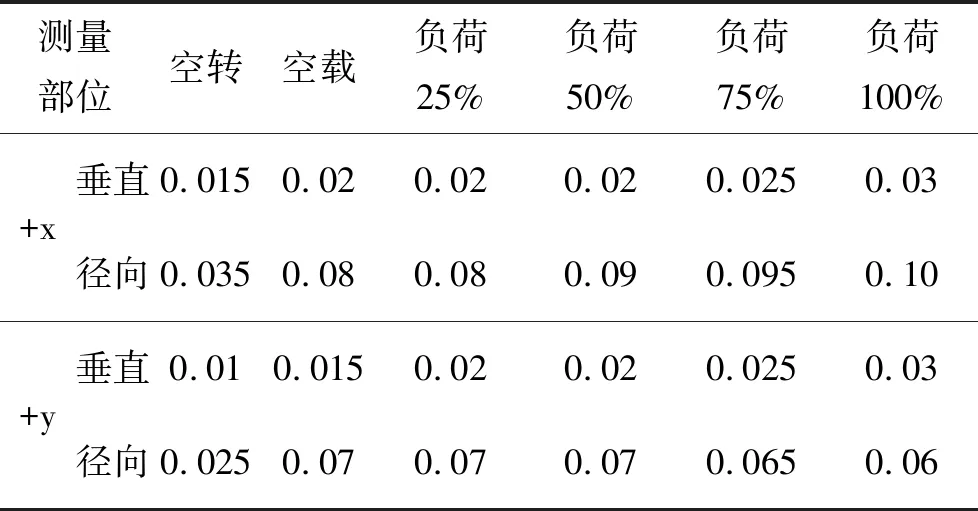
表8修后机组振动值测量
通过对比修前和修后数据得知:机组检修前后上机架垂直方向上的振动没有发生明显变化,径向方向上的振动比修前变小。
4)开机后机组各部温度情况。开机后,机组空转半小时各部无异常,蕉4号机组于当晚18点开始满负荷运行,具体温度如表9所示,各部温度正常[5]。
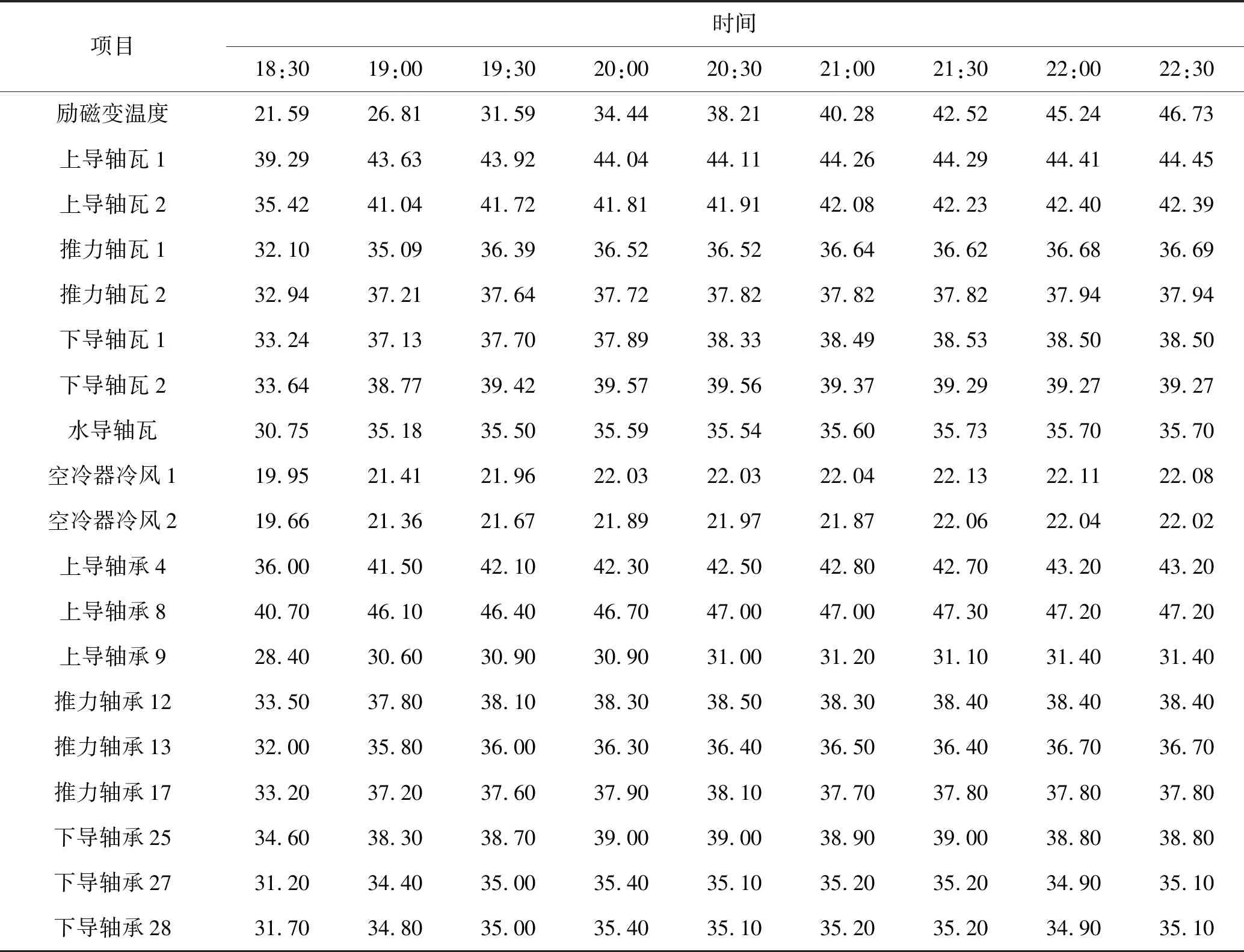
表9修后机组各部温度测量
5结语
芭蕉河4号机组上机架修后振动比修前发生了明显好转,检修过后我们总结了影响机组上机架振动变大的原因,一方面可能是由于机组摆度变大导致的,而摆度变大主要是由于机组上导轴承瓦和下导轴承瓦间隙突变导致的,两部轴承结构设计不合理及设备材质缺陷是引起瓦间隙突变的主要因素,因此要想彻底解决轴承瓦间隙突变问题还需对轴承瓦结构进行更改;另一方面可能是由于机组推力轴承1号瓦销钉外串导致机组旋转水平发生了变化导致机组振动过大,所以建议下次检修及时更换限位销钉。