变速器油泵链条装配工艺优化
2019-04-27梁甲麦承贤文敏刘立娟黄祖思范明林李怀习
梁甲 麦承贤 文敏 刘立娟 黄祖思 范明林 李怀习

摘要:针对变速器油泵链条装配工艺,需要对链条等级进行选配,同时需要进行垂度测量,本文简述一种变速器链条装配工艺改进及优化,保证满足性能要求的同时,提高生产效益。
关键词:变速器;链轮;链条;垂度
1 引言
变速器油泵链条是连接液力变矩器与油泵的传动部件,其作用是驱动油泵产生油压满足变速器液压控制及润滑等需求。链条装配的松紧度不仅决定了链轮、链条的使用寿命,而且关系到整箱的NVH性能,影响驾驶员和乘客的驾乘感受。现有装配工艺需要对链条等级进行选配,存在工序动作多、耗时长等不足,本文简介一种链轮链条组合及垂度测量的装配工艺优化。
2 系统结构及工作原理
变速器油泵采用链传动方式,为使链条始终处于最佳的运动状态,在装配过程中控制链条松边垂度满足一定要求。
2.1 系统结构
如图1所示,变速器油泵链条装配工艺,涉及到变速器中壳体、分油盘总成、主动链轮、链条、从动链轮、从动链轮轴承、油泵总成等主要零件。
分油盘总成主要包含分油盘、导轮轴、滑动轴承等。导轮轴压装到分油盘上,滑动轴承压装到导轮轴内,组成分油盘总成;分油盘总成采用13颗螺栓拧紧到中壳体上。
油泵总成包含泵体总成、泵盖总成、轴、定子、转子、叶片等主要零件。其中定子、转子、叶片、轴等零件装入泵体总成内,泵盖总成穿过轴之后,通过4颗泵盖固定螺栓与泵体总成装配,组成油泵总成;油泵总成采用4颗螺栓和1个油泵定位销固定在中壳体上。
从动链轮轴承压装到从动链轮上,从动链轮安装在油泵总成的输入口;主动链轮安装在导轮轴上,液力变矩器的驱动爪装入主动链轮内孔;主动链轮和从动链轮由链条连接传动。
2.2工作原理
发动机驱动变速器的液力变矩器,液力变矩器的驱动爪驱动主动链轮旋转,主动链轮与从动链轮之间由链条以链传动的方式传动,从动链轮驱动油泵总成产生油压,以满足变速器油量油压的需求。
2.3装配工艺
涉及零件装配工艺如表1所示。其中链条的装配是与链轮同步装配的,且先使用中心距最短的鏈条进行装配,测量其对应的垂度数值。
3 分析过程
3.1 产品尺寸链计算
首先对各零件的相关尺寸进行累积计算,得出中心距的极大值和极小值。计算过程中,涉及到计算尺寸取值共9个,涉及零件6个,具体如表2所示。
根据图2尺寸链简图,代入产品具体尺寸,采用极值法计算,得出链条装配的链轮中心距范围为137.7905mm - 138.258mm。其中AO为链条中心距。
3.2链条长度等级分组
根据理论计算出的链条装配中心距范围知,为使链条装配中心距出现极值时,也有合适的链条中心距进行装配,并满足链条装配之后有一定的松紧度,则需要选择不等长度的链条中心距进行装配。因此,需要对链条长度进行等级分组。
3.2.1链条安装中心距要求
根据链轮链条组合设计要求,链条安装中心距满足如下两条要求:
(l)链条中心距要大于链轮中心距0. 05mm。
(2)链条中心距不能大干链轮中心距0. 30mm。
3.2.2链条分组
根据链条安装中心距要求,将计算出来的链轮中心距范围分为4组,并对应有4组链条中心距去匹配,如表3。
3.3链条长度的中心距与垂度关系分析
链条中心距在装配线无法进行有效测量,需要将链条中心距转化为垂度测量进行监控。因此,链条中心距与垂度测量值的转化关系是关键。
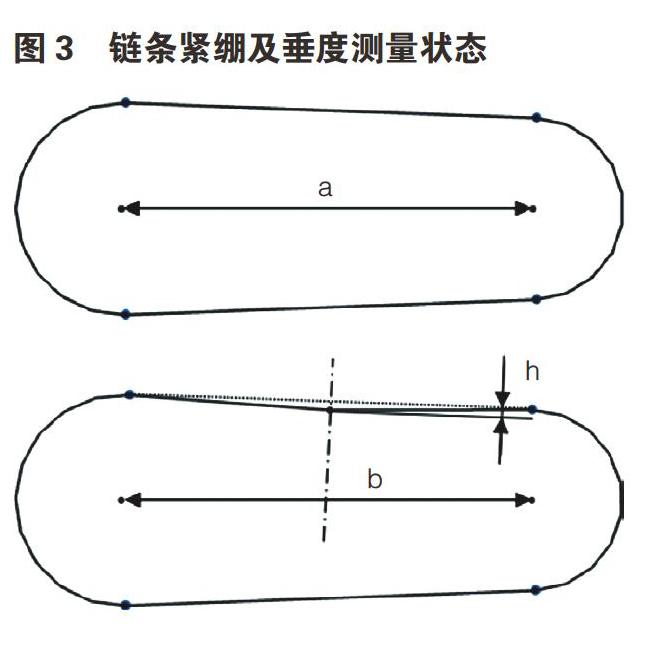
利用几何法,如图3所示,画出主、从动链轮分度圆直径大小的两个圆,中心距为a,且137. 94mm≤a≤138. 48mm,分度圆上的链条长度为L,链条为紧绷状态。保持两个圆直径不变,将中心距改为b,且0. 05mm≤ab≤0.3mm,使用同样长度L的链条绕住两个圆,保持链条一边紧绷状态,另一边松弛状态,测量垂度h。
根据此方法,四个等级的链条分别计算,链条中心距与链轮中心距差值取值为0. 05mm、0.29mm和0.3mm,得出的理论垂度分别为2. 62mm、6.28mm和6.4mm,如表4所示。
由链条中心距与垂度测量值的转化关系知,只需垂度测量值在2.62mm - 6.4mm,则装配的链条满足要求。
4 装配数据采集分析
4.1 数据跟踪
经过大量变速器装配的数据跟踪,使用链条1组装配,垂度测量值范围为3.Omm -6.Omm,未出现小于2.62mm和大于6.4mm的案例出现,认为零件加工、装配的一致性处于较稳定的水平,没有出现极限的链轮中心距装配。
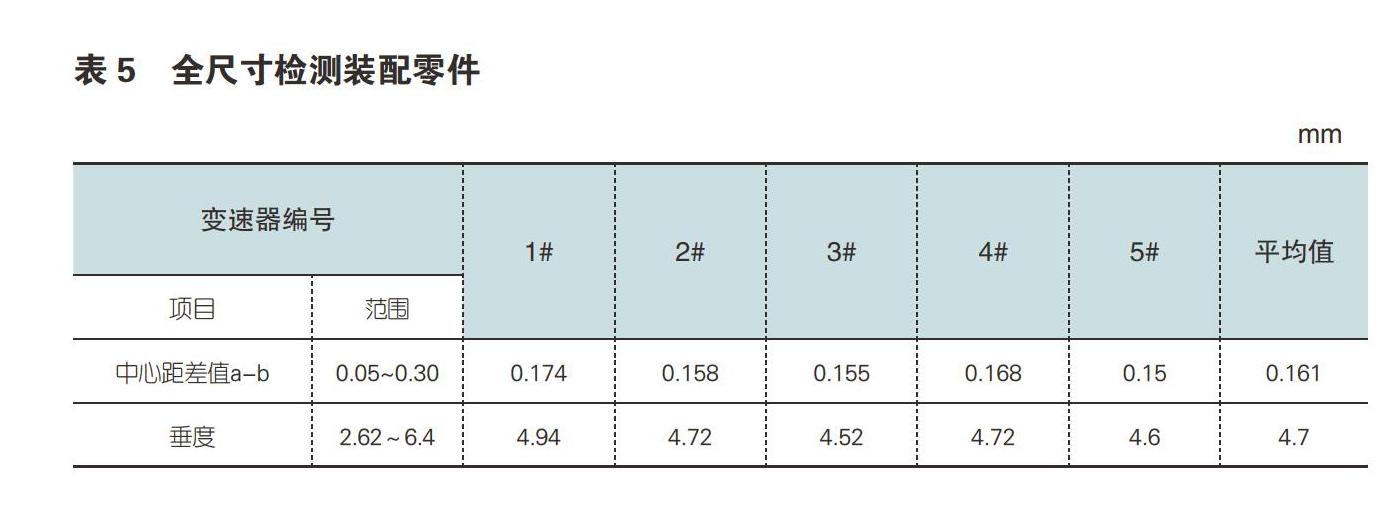
4.2 5件全尺寸验证
装配前,将5套涉及零件的尺寸进行全检测量,然后将零件一一对应进行装配,得出如表5所示的数据。
由表5的数据可知,在不考虑测量误差的情况下,链条中心距与链轮中心距差值在0.16lmm左右,测量出的垂度为4.7mm左右,满足装配链条要求。
5 结束语
根据理论分析、装配线大量数据跟踪和具体零件尺寸检测后装配验证,装配过程中首选链条1组的链条进行装配时,未出现垂度超差的情况,可将链条垂度测量过程取消;优化后的装配工艺对链条的性能没有影响,
参考文献:
[1]夏尊凤,贺静链传动中松边垂度和张力变化的分析方法[J]起重运输机械,2006( 10):36-37
[2]王中华.翁晓明翟青泉自动变速箱油泵的设计[J]]机械工程师,2015年08期
作者简介——
梁甲:(1990-),男,广西河池人,本科,工程师,现任职于柳州上汽汽车变速器有限公司柳东分公司,主要从事变速器方面的工作。
