某型飞机中外翼对接螺栓孔旋转枪涡流检测
2019-04-24汪荣华卢新亮吴云坤
汪荣华,卢新亮,吴云坤
(国营芜湖机械厂,安徽 芜湖 241000)
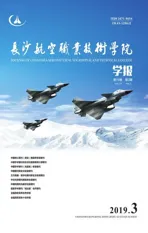
某型飞机中央翼和外翼为对接结构,通过螺栓连接,如图1所示。该型飞机在飞行过程中由外翼提供的升力导致对接螺栓孔受到螺栓带来的向上方向的拉应力,当飞机在地面停放过程中,由于外翼及其内部油箱的自重,对接螺栓孔受到螺栓带来的向下方向的拉应力。考虑到应力集中的作用,飞机在反复的飞行和停放过程中,长期受到变幅循环拉、压、扭等应力的作用,对接螺栓孔极易产生径向疲劳裂纹,裂纹达到一定限度后最终将导致严重的航空事故[1]。
目前,国内外进行了大量的螺栓孔裂纹检测研究,其中,徐敬岗[2]等对螺栓孔疲劳裂纹采用超声检测的方法;郭海鸥[3]等采用橡胶铸型法检测螺栓孔裂纹,都存在检测难度大、检测效率低等问题,难以取得很好的检测效果。由于螺栓孔孔径小(一般均在Φ12mm以下),对螺栓孔内深层区域的裂纹缺陷检测难度大,且裂纹缺陷引起的危害大,因此螺栓孔深层裂纹缺陷的无损检测一直是个公认的难题[4]。尝试使用涡流旋转探头对螺栓孔进行检测工艺方法的研究。
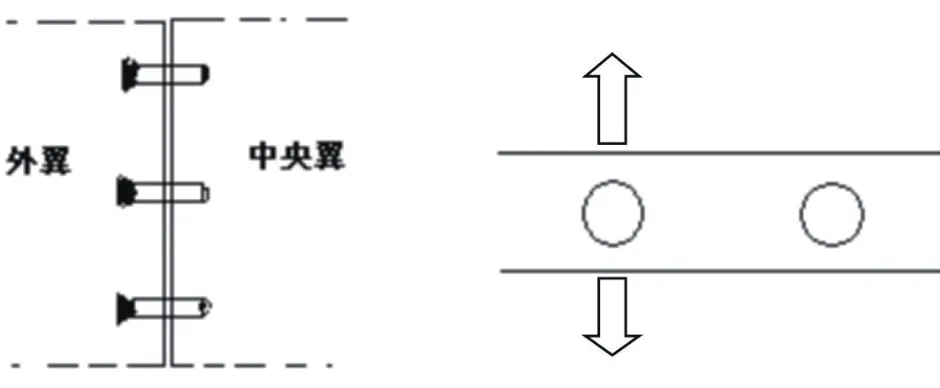
图1 对接螺栓装配和受力示意图
1 涡流检测基本原理
涡流检测以电磁感应原理为基础,适用于导电材料的检测,是五大电磁无损
检测方法之一。如图2所示,在电涡流检测过程中,将通有正弦交流激励电流的激励线圈靠近被测导体时,激励线圈产生的电磁场与被测导体之间会发生电磁感应现象,在被测导体的表面以及内部均会感应出与原激励电流相反的感应电流,即电涡流[5]。感应出的电涡流也会产生交变电磁场,当被测导体的电导率、磁导率、形状、尺寸等参数发生变化或材料中出现缺陷时,将引起感应涡流强度及分布的变化,最终影响磁场分布的变化。利用这种现象来判断被测导体缺陷存在的方法称为涡流检测方法[6]。
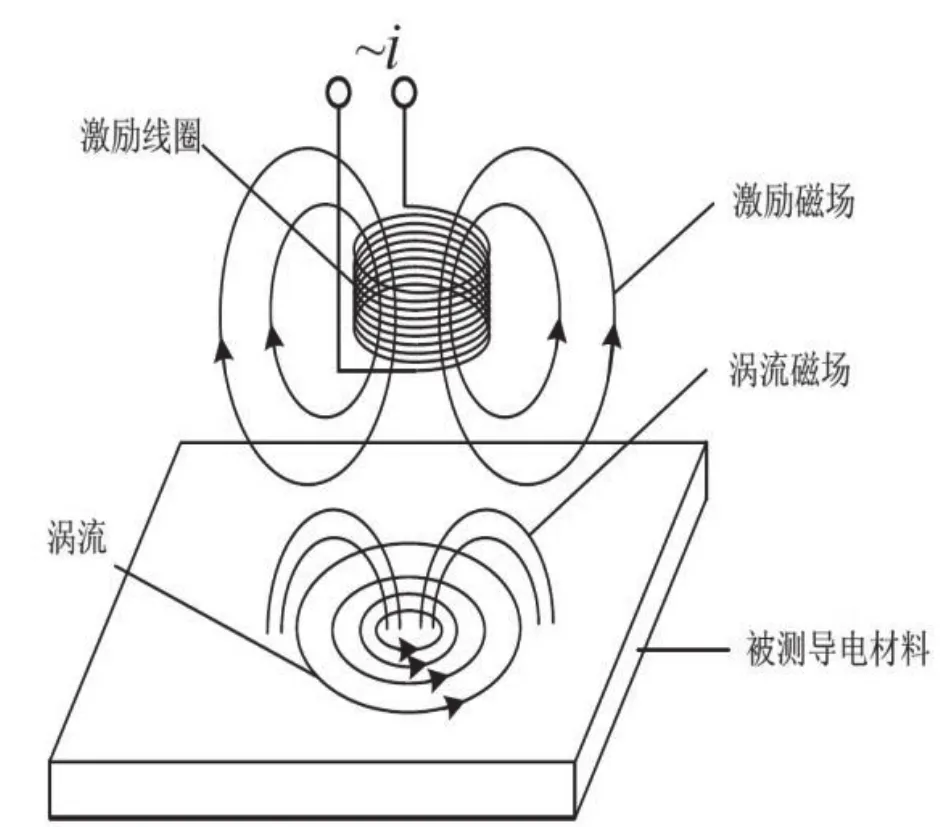
图2 涡流检测原理
2 螺栓孔涡流检测工艺
2.1 频率的选择
涡流探伤频率的选择需根据工件材质、缺陷类型和要求的灵敏度共同决定。由标准透入深度公式可选择适当的频率。
式中: δ—被检件在频率ƒ下的标准渗透深度,m;
μ—被检件的磁导率,Η/m;
σ—被检件的电导率,1/Ω·m;
ρ—被检件的电导率,Ω·m;
ƒ—检验频率,Ηz

表1 常用金属材料在不同检测频率下的标准透入深度表
表1中标准透入深度的数据由透入公式计算得出。由常用金属在不同检测频率下的标准透入深度表和螺栓孔疲劳裂纹特性可知,旋转涡流检测频率选择为400 KHz满足技术条件要求。
2.2 涡流探伤仪
螺栓孔涡流检测设备选用德国罗曼的涡流检测仪(ELOTEST B320),设备由主机、旋转枪(MR3-HF)和各式外径的旋转探头(RSM系列)构成,如图3所示。该设备具有高渗透、高灵敏度、高信噪比和高精度的探伤性能,适合于各种复杂的飞机结构部附件的电磁涡流检测应用。RSM系列探头为差分式旋转探头,频率范围50KHz-2.5MHz,探头直径范围(4.7-11.8)mm,可用于检测孔内光滑表面上的缺陷。中外翼对接螺栓孔检测选用RSMΦ9.8×60旋转探头和RSMΦ11.8×60旋转探头。

图3 涡流检测仪及探头
2.3 对比试块制定
涡流检测对比试样用于调试仪器设备的灵敏度、确定验收水平和保证检验结果再现。中外翼对接螺栓孔对比试块选用同机型切割下试件制作,最大程度保证了试件与被检产品材质相同、状态相同。在对比试块螺栓孔内壁线切割加工有1条人工刻槽:0.15 mm ×3.0 mm(宽×深),用于涡流探伤灵敏度的调节。
3 螺栓孔旋转枪检测方法
按仪器操作手册,选取编号为RK-2-N/1的探头线,连接旋转枪和涡流检测仪,安装旋转探头。检查外翼对接螺栓孔应擦洗干净,孔内壁不应有妨碍涡流探伤的脏杂物。检查探头的磨损情况和对比试样磨损、腐蚀等情况,不符合要求的应及时进行更换。进入主菜单,按表2设置相应的检测参数,包括频率、增益、低通、高通等。已经存储的工件检测参数,可直接调用。ELOTEST B320型涡流检测仪门类型设置为圆形门,报警框半径为40%,平衡位置设在屏幕显示屏中心附近。

表2 对接螺栓孔涡流检测参数
按表2设定工艺参数,使旋转探头均匀通过对比样件上有缺陷的螺栓孔,涡流仪显示屏上出现缺陷波形,且涡流仪刚好发出报警,如图4;而探头通过无缺陷螺栓孔时,涡流仪显示屏上无波形,涡流仪不报警。如达不到以上效果,可适当对以上参数进行微调。按下旋转枪上的按钮,使旋转探头旋转起来。用手握住旋转枪,将旋转探头以均匀的速度,来回穿过螺栓孔,反复探测。自动旋转枪放在被检外翼螺栓孔内时,尽量使检测探头处在孔中心位置。如旋转检测过程中发现某处涡流仪信号发生突变,阻抗幅值冲击有力,幅度超过圆圈门限+40,涡流仪报警,可初步判定该处存在缺陷,此时需用对比试块对涡流仪进行重新校验,然后在工件的异常区域反复探测,注意观察涡流信号前后变化的重复性。若在该部位的涡流仪信号变化幅值仍超过圆圈门限+40,应借助5倍以上放大镜检查螺栓孔内壁,排除信号是由凹坑、腐蚀点、划痕等引起的可能性。当存在幅值变化,但变化幅度不超过圆圈门限+40时,并且排除是凹坑、腐蚀点、划痕的可能,可用渗透检验方法辅助判定。

图4 人工缺陷阈值信号
4 结论
中外翼对接螺栓孔旋转枪涡流检测方便快捷,具有较高的检测灵敏度。当螺栓孔内壁无缺陷时,信号在平衡点附近,无幅相信息;当螺栓孔内壁存在超过样件尺寸的缺陷时,幅值信号冲击有力、超过报警框,仪器报警。发现可疑信号时,需要用放大镜和反光镜观察螺栓孔内壁,确定信号是否由腐蚀点、划痕等引起,必要时可采用着色等其他无损检测方法进行验证。