基于元胞自动机法对Mo单晶的焊缝微观组织模拟
2019-04-22王剑举杨鹏威
马 雁,王剑举,杨鹏威
(华北电力大学 核科学与工程学院,北京 102206)
由于Mo-3Nb单晶材料具有良好的结构稳定性和蠕变性能,被认为是高温热离子能量转换元件包壳材料的理想选择[1-3]。在元件制备过程中存在Mo-3Nb单晶焊接的问题,焊接熔合区的结构很大程度上影响材料的使用寿命[4-5],因此,材料的焊接是开发空间热离子反应堆电源系统的关键科学技术之一。焊缝凝固过程模拟是焊接接头组织模拟的重要分支,了解和掌握熔池金属的形核与长大、枝晶的生长过程将有助于焊缝组织的优化和控制。
随着计算机技术的发展,数值方法在焊接领域的应用逐渐普及和深入。元胞自动机(CA)是一种将时间、空间、状态都离散的模型,具有强大的空间建模和计算能力,能模拟具有时空特征的复杂动态系统。CA法在材料领域应用较晚。CA法基于焊接温度场、溶质扩散理论、形核物理机制以及晶体生长动力学等理论,可有效实现模拟焊接过程中组织的演化过程[5-9]。
本研究采用CA法模拟实现Mo单晶焊缝生长过程的可视化,为焊缝组织的优化和控制、材料机械性能的改善提供必要的理论支持。
1 理论模型的建立
1.1 形核模型
(1)
(2)
式中:n(ΔT)为经过ΔT时形成的晶粒密度;dn/d(ΔT′)为形核密度分布;nmax为最大形核密度;ΔTσ为最大形核标准差;ΔTmax为最大形核过冷度。
1个元胞在时间步长Δt后,固相分数增加量为:
(3)
式中:Δfs为界面元胞中固相分数的增加量;a为元胞自动机模拟计算的元胞尺寸;Vx和Vy为元胞在x和y方向生长的速度。
在完成计算元胞中固相率增加的基础上,根据领域的固相比例,固液元胞界面平均曲率kca可由下式计算:
(4)
式中:N为模拟元胞邻域数,本文采用冯诺依曼领域,取N=4;n为与中心元胞邻域的元胞数。
1.2 溶质扩散模型
假设模拟过程中溶质守恒。对于溶质再分配的处理,是将元胞分为3类,即液相、固相和固液界面元胞,独立对其溶质的分配进行二维标准非稳态扩散方程求解[12-14]。
在体系中,CO32-可与H+发生加质子反应,反应如式(4)所示。此外,CO32-以及HCO3-均可与Mg2+形成配合物,其反应式分别如式(5)和式(6)所示。
固相与液相中溶质的扩散方程为:
(5)
(6)
对于固液界面的元胞,在模拟计算过程中,界面元胞内溶质浓度关系始终有:
Cs=kCl
(7)
式中,k为溶质分配系数。
根据元胞中固液比例,计算固液界面元胞的参数:
De=kfsDs+(1-fs)Dl
(8)
Ce=fsCs+(1-fs)Cl
(9)
固液界面元胞中溶质的扩散计算方程为:
(10)
式中:Cl、Cs和Ce分别为液相、固相以及固液界面元胞的溶质浓度;Dl、Ds和De分别为液相、固相以及固液界面元胞的溶质扩散系数。
1.3 生长速度的计算模型
基于固液界面溶质守恒的原理,根据输运模型有关生长速度的公式计算枝晶的生长速率。基于二维CA网格的计算公式如下:
(11)

对于界面元胞,采用有限差分法离散可得x和y方向的生长公式[15]。x方向的生长速率计算公式如式(12)所示,y方向类似。
(12)
根据文献[13,15],时间步长Δt满足公式(13)可实现溶质的充分扩散:
(13)
式中,vmax为所有元胞生长速度的最大值。
2 模型模拟
2.1 模拟计算前提假设
1) 在模拟区域的边界随机选取形核种子,不考虑在熔合区的形核。
2) 晶粒瞬时形核,且固体分数变为1。
3) 此次模拟没有考虑晶核凝固过程中产生的结晶潜热,所以不考虑晶核的重熔。
4) 模拟计算前,除形核种子外,其余元胞的状态参数一致。
2.2 模拟过程描述
首先,在CA模拟元胞取相同的状态参数,如溶质浓度、固体分数等;其次,在时间步长后,更新元胞的固体参数,以及形核的元胞,新形核的元胞固体参数fs变为1;接着,计算界面元胞固体分数的变化以及生长速度等参数;最后,计算所有模拟元胞的溶质扩散。计算机模拟焊接的流程图示于图1。
2.3 软件介绍
MATLAB是美国MathWorks公司出品的商业数学软件,用于算法开发、数据可视化、数据分析以及数值计算的高级技术计算语言和交互式环境。MATLAB具有功能强大、简单易学、编程效率高等优点[16]。本程序基于MATLAB程序开发平台,编写模拟程序的脚本文件以及所需的M函数,程序可实现初始参数的模拟输入以及运行模拟时控制。
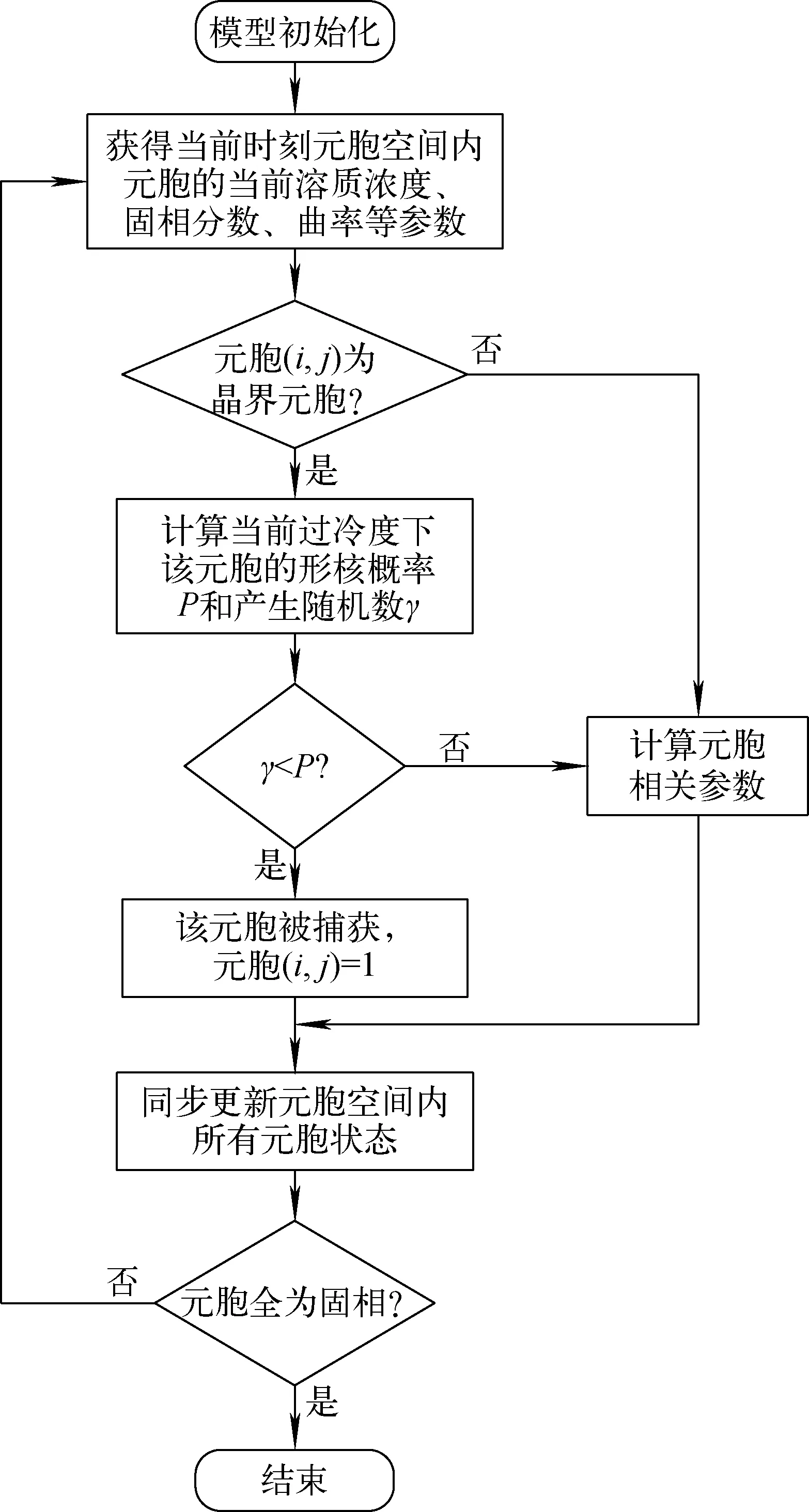
图1 计算机模拟焊接流程图Fig.1 Welding flowchart of computer simulation
本文模拟的熔池区域大小为1 mm×1 mm,元胞尺寸取5 μm×5 μm,计算模拟200×200二维网格。计算模拟用Mo-3Nb材料的物性参数列于表1。
3 结果与讨论
图2为模拟焊接过程的初始阶段,假设底部为熔合线,随机产生40个形核种子,在500 ℃冷却条件下的生长模拟过程。不同的颜色代表不同的晶粒,模拟区域中红色表示固液界面层的元胞,黑色表示未完成凝固的液相元胞。

表1 Mo-3Nb材料模拟使用的物理参数Table 1 Mo-3Nb physical parameterused for material simulation
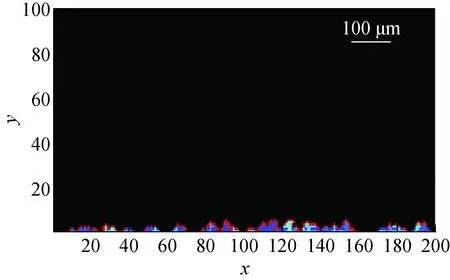
图2 模拟开始阶段形核分布Fig.2 Nucleation distribution at beginning of simulation
图3示出不同柱状晶之间的竞争生长,在过冷度作用下,熔池边缘的晶核在很短时间内不断向四周生长,在边界形成稳定的晶粒层,由于晶核产生的随机性,有些晶核靠得较近,早期就出现剧烈的竞争生长,导致有些晶粒被抑制或被直接吞并。同时,由于存在产生的不同柱状晶之间具有的生长空间较大,柱状晶生长没有受到抑制,从而产生二次枝晶,甚至三次枝晶,显示出柱状晶向等轴晶变化的过程,如图3中A、B标识的晶粒。晶粒A的二次枝晶向左生长,在右边由于仅靠其他柱状晶,导致其生长受到抑制。
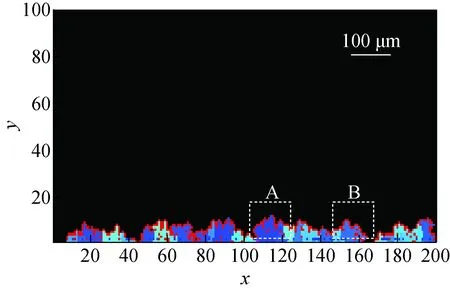
图3 凝固组织经过一定生长的组织模拟图Fig.3 Microstructure of simulation after time step
图4示出柱状晶生长受到抑制的过程。如图中A、B、C标识的晶粒,柱状晶之间经过最初的竞争生长,彼此接触,二次枝晶的生长受到抑制。各柱状晶以相似的速度向<01>方向优先生长。柱状晶在生长的过程中显示出明显的二次枝晶现象,甚至三次枝晶现象。图4形象地再现了柱状晶生长受到抑制的过程,由于概率生长的不确定性,在生长过程中一次枝晶B产生的二次枝晶占据相邻柱状晶前方生长的位置,导致其生长完全受到抑制,停止生长。
图5为熔池凝固完成2/3时的组织模拟图。图5显示,经过一段时间的模拟生长,40个种子产生的柱状晶经过竞争生长,接近3/4柱状晶的生长已被抑制。
图6为模拟的熔池完全凝固的微观组织模拟图。可发现,在整个模拟计算过程中,如图中B直线位置,即在y坐标约为30,也即长度为 0.15 mm时,大部分柱状晶的生长已被完全抑制;在以后的组织图中,可发现熔池已初步形成稳定的组织。如图中A直线位置,在y坐标为60,即长度为0.30 mm时,柱状晶迎来又一次小规模的消失,此时凝固组织已完全稳定。

图4 柱状晶生长受到抑制的过程Fig.4 Inhibited process of columnar crystal growth

图5 熔池凝固完成2/3时的组织模拟图Fig.5 Simulated microstructure of two-thirds of molten pool solidification
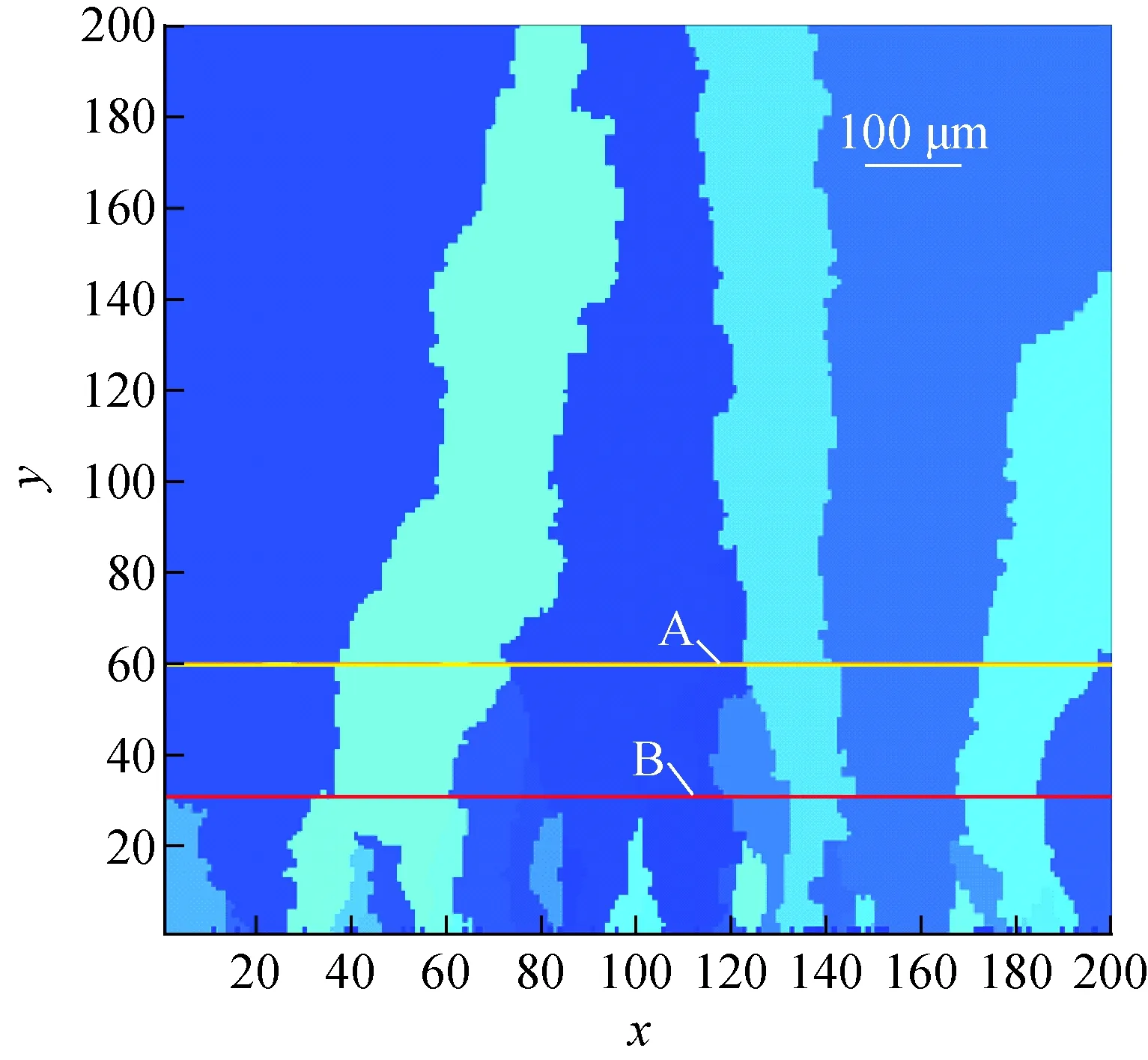
图6 熔池完全凝固时的微观组织模拟图Fig.6 Simulated microstructure of completely solidified molten pool
宏观上,在焊接熔池的0.15 mm内,焊接组织会出现大量的晶界,导致材料机械性能的改变,在使用材料时,应特别关注Mo-3Nb焊接后这个区域材料的性能。在距熔池边界约0.30 mm后,熔池的凝固组织已稳定,对材料的机械性能产生的影响较小。
采用日本电子的JEBW-061CH型电子束焊接机在真空度2×10-3Pa、焊接电压60 kV、焊接电流40 mA以及焊接速度1.5 mm/s的条件下进行焊接,图7为材料焊接焊缝熔合区杂晶的形貌。可看出,晶粒在熔池线上出现竞争生长,同时,晶粒在熔池线上和熔池区形核。与图6对比可发现,在B线以下,晶粒生长的形貌类似,体现材料在焊接过程中晶粒竞争生长等机制。但由于本文模拟的晶粒尺寸和假设形核只在熔池线上形核等条件的限制,模拟组织还与实际焊接情况有些差距,在以后研究中应考虑在熔池区的晶粒形核。
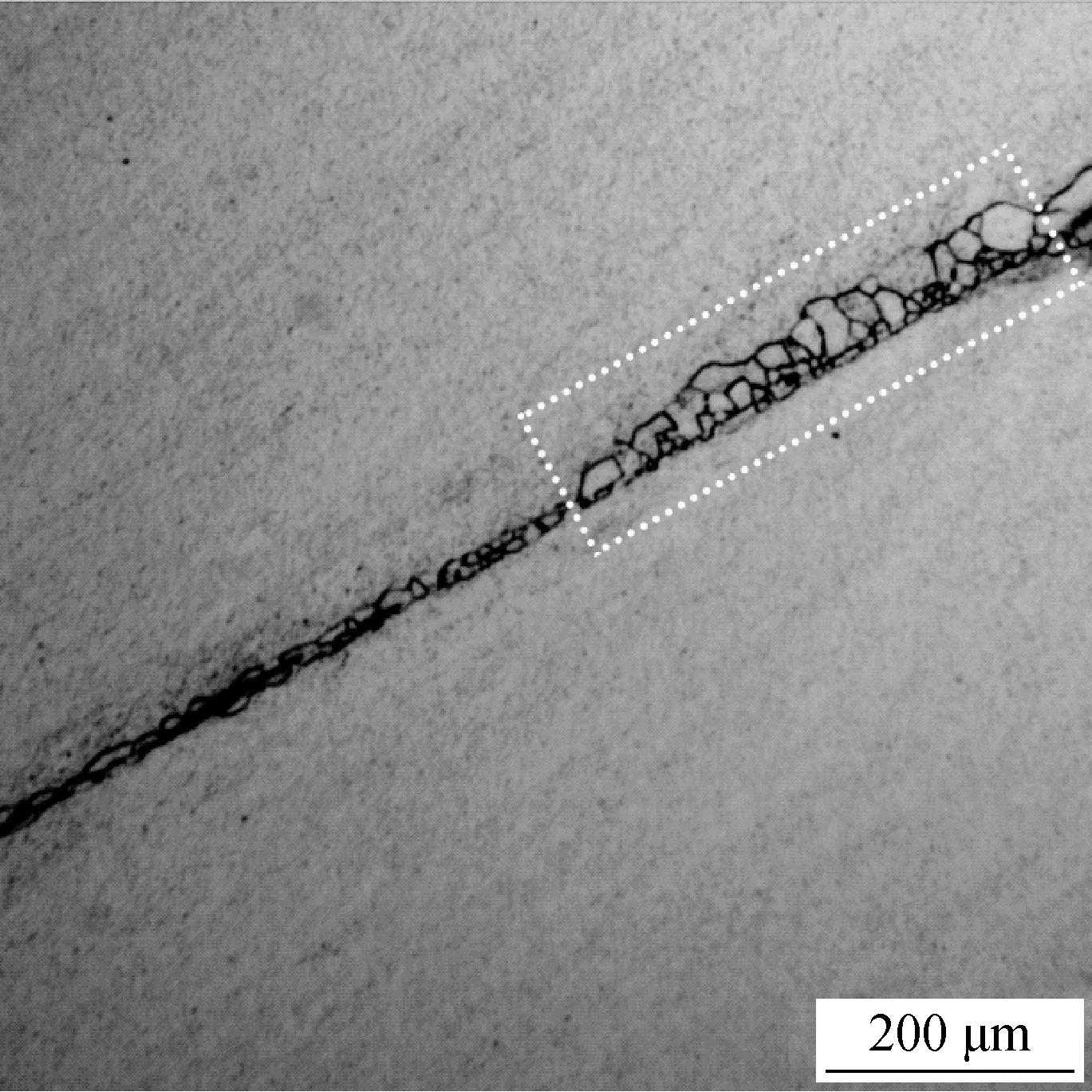
图7 Mo-3Nb材料焊缝形貌Fig.7 Microstructure of Mo-3Nb weld
4 结论
1) CA法是一种用来模拟焊接过程凝固组织快速生长的有效方法。
2) CA法可很好地模拟Mo-3Nb焊接过程,实现焊缝生长过程的可视化。有助于焊缝组织的优化和控制及材料机械性能的改善。
