异型金属化孔毛刺改善
2019-04-20李小海杨颖颖沈文斌刘早兰
李小海 杨颖颖 沈文斌 刘早兰
(惠州中京电子科技有限公司,广东 惠州 516029)
1 问题现状
钻孔作为PCB制程的关键流程,钻孔品质的优劣对于产品最终功能的实现有着重要的影响;其中异型孔金属化孔内毛刺作为钻孔生产中一种常见的缺陷(图1),其会直接导致孔小而影响客户贴片安装,更严重的则会在客户端造成产品短路,因此,对于研究改善金属化异型孔内毛刺问题就显得格外重要。
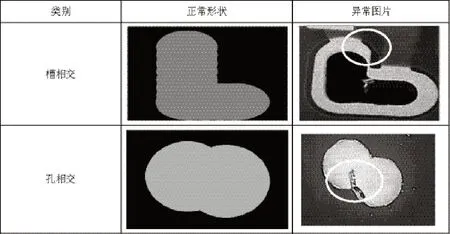
图1 孔金属化图
2 原因分析
2.1 产生机理
从钻孔异型孔力学分析研究,从钻孔主视图看(图2),位置①②为容易出现毛刺异常位置,如按图示钻孔顺序,则位置①处钻第二孔时出现间隙(第一孔位置的间隙)而使得纤维丝向受力小的位置偏移,使得纤维丝不能切断而倒入第一孔位置,位置②处由于主轴旋转方向为顺时针旋转,带入的纤维丝无间隙扩散而被除去。相交点数事例见表1.

图2 钻孔分析图
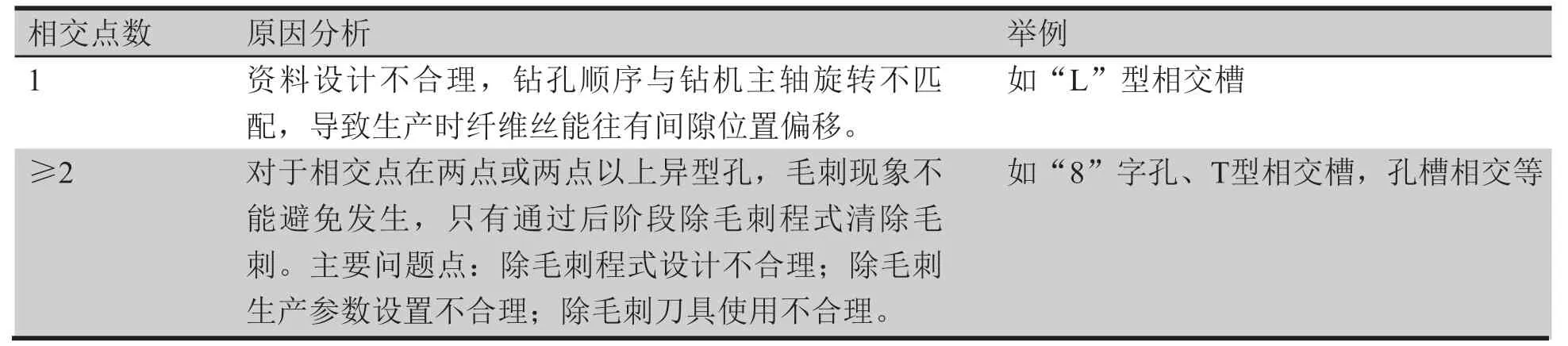
表1 相交点数事例
2.2 问题分析
根据异型孔毛刺产生机理,结合生产现状,产生异型孔金属化毛刺主要情况如表1所示。
3 试验方案
针对以上问题分析,分别试验得出最佳的异型孔金属化毛刺处理方案。
3.1 工程资料设计
工程资料设计如图3所示。

图3 工程资料设计图
3.2 除屑孔钻孔参数及刀具选择
除屑孔钻孔参数及刀具选择(见表2)。

表2 参数表
4 试验结果
通过试验不同类型生产参数对钻孔毛刺的影响,分别检查100孔,按方案2设计资料,结果如图4、图5所示。
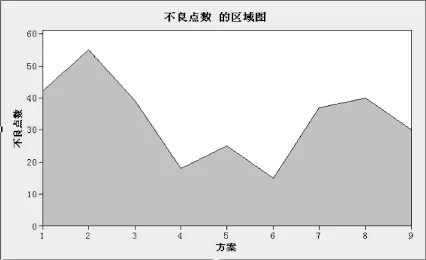
图4 试验图

图5 试验图
通过钻孔参数组合试验得出表2方案6为最佳,检查100个孔毛刺不良数为15个,不良率15%;
从主效应图上分析(图5所示),主轴转速对不良点数影响较大,当主轴转速为25 kr/min时最佳。在最佳生产参数及刀具生产情况下,不同类型设计除毛刺效果确认(图6)。

图6 效果确认图
5 结论
(1)钻孔主轴转速对除毛刺效果影响较突出,钻孔生产时 搭配最佳参数生产。
(2)对于相交点为一点的异型相交孔,结合力学知识,需通过调整钻孔顺序,结合钻孔主轴旋转(顺时针)方式,按逆时针钻孔(槽)顺序钻孔(槽),检查生产板改善明显。
(3)对于相交点为两点或以上异型相交孔,通过优化除毛刺程式,设计除毛刺孔,结果可达到理想的效果。
(4)经跟进确认批量料号生产无异常,改善效果良好,工程资料设计按以下标准(图7)执行。
综上所述:对于异型孔除毛刺方法,主要根据其外形结构,结合加工力学知识,得出最佳的加工方式,通过改善毛刺问题可大大减少人工修刮成本,并避免不良品留至客户端的隐患。

图7 工程资料图
