铸造起重机主要结构易发生损伤破坏的部位类型危害及控制
2019-04-11平克楠
平克楠
(太原重工股份有限公司,山西省高端重型装备智能制造重点科技创新平台,山西 太原 030024)
1 概述
2 日常巡检、定期检测在设备运行维护中的作用
起重机的安全运行与设计、制造、运维三者都有关系,但在起重机整个服役周期内,陪伴时间最长的是设备运维。设备运维包含点检、检修、检测、整改、修复等内容,其中的日常巡检、定期检测是损伤破坏发现、跟踪、修复效果分析的关键环节。
日常巡检是对起重机零部件工作运行状态进行跟踪观察和记录,对异常状况应作出快速反馈,其中的一项工作就是对结构件损伤破坏的目测和记录,这是损伤破坏初始显现的第一道观察站。
定期质量检测是对设备现状的一种描述和零部件安全程度的评价,通常,检测结果将提示设备当前的损伤状况、安全隐患和需要整改的事项。特别是对于工作繁忙的铸造起重机在使用若干年后,大多是10 年后,零部件损伤和失效现象逐步显现,这时的定期质量检测能较全面地发现不同类别的结构损伤,并提供解决方案,这时的检测也包含焊缝的无损检测,对于日常难以发现和判别的损伤破坏,可以明确指出、归类并提出危害性判断和风险控制措施。
3 铸造起重机主要结构易发生损伤破坏的部位、类型
3.1 主梁T 形钢与主腹板对接焊缝
主梁T 形钢与主腹板对接焊缝情况如图1 所示。
裂纹特征:沿横向焊缝扩展,一定程度后在母材上延伸,扩展较慢。位置特征:距小车车轮移动载荷最近的主焊缝,受轮压往复交变影响。质量控制难点:焊接残余应力较高,二次开裂后需要局部加强。破坏类型:受压区对接焊缝开裂。
3.2 主梁副腹板门孔
主梁副腹板门孔情况如图2 所示。
裂纹特征:在门孔四个边角沿焊缝扩展,一定程度后在母材上延伸,扩展较快。位置特征:箱型梁截面强度损失区域,边角应力集中明显。质量控制难点:焊接残余应力较高,补焊修复需要结合局部加强。破坏类型:箱型梁开孔边焊缝开裂。
3.后备猪的初次配种,一般在初情期后的第3个情期开始配种,此阶段后备母猪已达到体成熟,能满足怀孕的需要,采取一个情期多次配种,提高产仔数。

图1 主梁T 形钢与主腹板对接焊缝

图2 主梁副腹板门孔
3.3 主梁上盖板与主腹板角接焊缝(非T 形钢焊接)
主梁上盖板与主腹板角接焊缝如图3 所示。
裂纹特征:沿横向焊缝扩展,一定程度后在母材上延伸,扩展较快。位置特征:距小车车轮移动载荷最近的主焊缝,局部轮压直接作用。质量控制难点:焊接工艺要求严,二次开裂后需局部加强。破坏类型:受压区角接焊缝开裂。
3.4 主梁T 形钢之间对接焊缝
主梁T 形钢之间对接焊缝如图4 所示。
裂纹特征:沿焊缝扩展,扩展较快。位置特征:距小车车轮移动载荷最近的交叉焊缝,局部轮压直接作用。质量控制难点:应力集中明显,二次开裂后需要局部加强。破坏类型:受压区对接交叉焊缝开裂。

图3 主梁上盖板与主腹板角接焊缝

图4 主梁T 形钢之间对接焊缝
3.5 主梁端部直角变化处(位于大车车轮座上部)
主梁端部直角变化处如图5 所示。
裂纹特征:沿焊缝和母材双向扩展,扩展较快。位置特征:距大车车轮移动载荷最近的截面变化处,结构设计难点。质量控制难点:大车车轮冲击明显,补焊修复效果不理想。破坏类型:受拉区截面变化尖端处焊缝开裂。
3.6 副主梁端部
副主梁端部情况如图6 所示。
裂纹特征:加强板母材开裂,扩展较快。位置特征:距端梁车轮座移动载荷最近的副主梁截面变化处。质量控制难点:铰接端梁车轮座对副主梁的冲击。破坏类型:受拉区截面变化处加强板开裂。

图5 主梁端部

图6 副主梁端部
3.7 桥架端梁与车轮座连接处焊缝
桥架端梁与车轮座连接处焊缝如图7 所示。
裂纹特征:焊缝裂纹向母材延伸,扩展较快。位置特征:距端梁车轮座移动载荷最近的端梁角焊缝。质量控制难点:铰接端梁车轮座对十字焊接接头的冲击。破坏类型:十字型焊缝开裂。
3.8 主小车架弧形过渡区焊缝
主小车架弧形过渡区焊缝如图8 所示。
裂纹特征:焊缝裂纹向母材延伸,扩展缓慢。位置特征:距小车车轮移动载荷最近的小车架梁截面变化处。质量控制难点:小车架刚性设计与轻量化设计之间的矛盾。破坏类型:变截面应力集中区焊缝开裂。

图7 桥架端梁与车轮座连接处焊缝

图8 主小车架弧形过渡区焊缝
3.9 桥架端梁弧形过渡区焊缝
桥架端梁弧形过渡区焊缝如图9 所示。
裂纹特征:多数情况沿焊缝扩展、少数情况从焊缝处直接向母材扩展。位置特征:距大车车轮移动载荷最近的端梁变截面焊缝。质量控制难点:受移动车轮的冲击敏感,受大车行走速度和大车轨道质量影响。破坏类型:变截面应力集中区焊缝开裂。
3.10 移动司机室悬挂侧副腹板十字型焊缝
移动司机室悬挂侧副腹板十字型焊缝如图10 所示。
裂纹特征:沿焊缝方向延伸,裂纹扩展快。位置特征:移动载荷直接作用。腹板两面的焊缝垂直交叉。质量控制难点:外力作用面过于集中。破坏类型:十字型焊缝开裂。
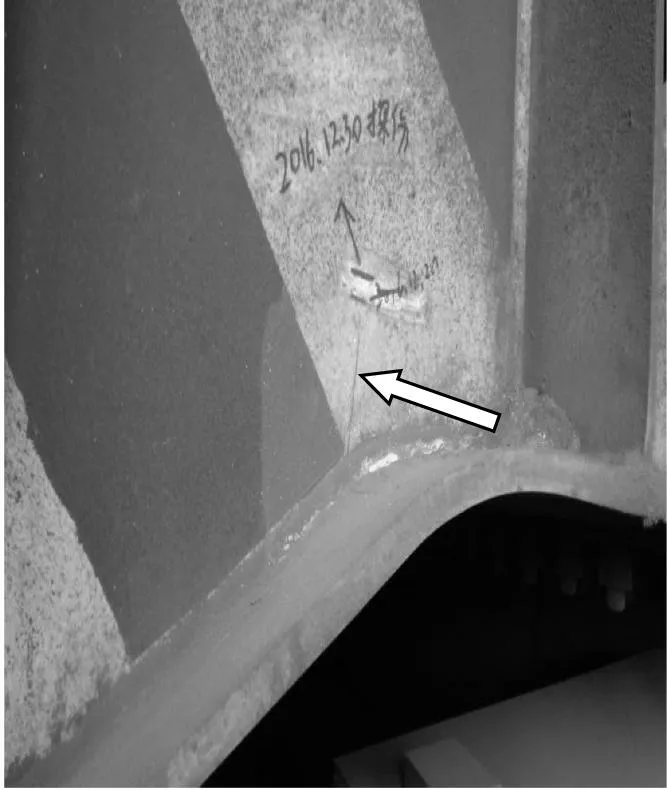
图9 桥架端梁弧形过渡区焊缝

图10 移动司机室连接架对腹板焊缝的破坏
3.11 易发生损伤破坏的部位
易发生损伤破坏的部位如图1~图10 所示。
4 不同类型损伤破坏的危险性及风险控制
不同类型损伤破坏的危险性及风险控如表1 所示。

表1 不同类型损伤破坏的危险性及风险控制综述
5 结论
铸造起重机主要结构易发生损伤破坏的部位位于距离移动载荷作用位置最近的应力集中处焊缝(个别情况位于截面突变处母材)。移动载荷和应力集中是两个关键因素。移动载荷作用点一类是行走的主小车车轮,另一类是行走的大车车轮。应力集中包括截面弧形过度区、截面突变处、十字形焊缝、门孔、主梁角焊缝、对接交叉焊缝几种情况。
铸造起重机主要结构易发生损伤破坏的类型主要分八种,受压区对接焊缝开裂、箱型梁开孔边焊缝开裂、受压区角接焊缝开裂、受压区对接交叉焊缝开裂、受拉区截面变化尖端处焊缝开裂、受拉区截面直角变化处加强板开裂、十字形焊缝开裂、变截面弧形过度应力集中区焊缝开裂。
发生损伤破坏后,不同类型的开裂程度不同、裂纹扩展快慢不同、修复加固方式不同。可将裂纹扩展快、修复质量难控制、需要局部加固的几种类型归为危险裂纹的破坏,应重点注意十字形焊缝开裂、桥架端梁弧形过度区焊缝开裂这两大类型的危险裂纹,可将其他六种类型归为重要裂纹的破坏。对铸造起重机主要部件易发生损伤破坏的及时发现和风险控制是冶金起重机行业非常重视的一项工作,上述研讨的目的之一是推动这项工作和相关技术的规范化、标准化,以及提高处理现场突发破坏的快速反应能力,使损伤破坏巡检有目标有重点,设备运行维护有防范、有准备,应急处理有依据、有措施。
