兴隆煤矿高次谐波故障检测技术研究与应用
2019-04-09李昌杰司新江李方迪
李昌杰 司新江 李方迪
(1.兖州煤业股份有限公司兴隆庄煤矿,山东 兖州 272100;2.兖州煤业股份有限公司济南煤炭科技研究院,山东 济南 250031)
从设备故障检测分析、设备劣化趋势判断、设备全生命周期管理角度来看,开展“高次谐波故障检测技术研究与应用”这一研究课题,采用HDS(谐波诊断系统)对煤矿大中型设备进行状态检测,可以建立起基于设备状态的维修维护管理体系,构建主要运行设备健康状态检测数据管理及分析系统,对煤矿机电设备使用、维护维修保养、报废等全生命周期的管理,实现预测设备故障与隐患、按需检修设备的目标,降低设备的非正常停机时间,减少不必要的工时浪费和配件的损耗,延长设备的使用周期,提高全矿井的生产效率和经济效益。
1 谐波法设备状态数据诊断装置研究
经谐波故障监测理论分析和监测流程分析,可确定故障诊断装置的硬件部分分为:采集模块、AD转换与数据处理模块、通信模块、电路控制单元、数据存储单元和数据分析单元,装置结构框图如图1所示。

图1 谐波故障监测装置结构框图
图中1为电流检测部,2为磁场检测部。通过电流检测部1进行电流测定,传感器夹紧装置为非接触方式。磁场检测部2使用搜索式线圈感应器、霍尔元件感应器或磁阻传感器进行磁通量测定,以测定电流的磁通量;电流检测部1和磁场检测部2之间的转换用切换S实现;10为信号处理装置,通过20a向运算处理单元20通信;操作装置30通过输入端口24向运算处理装置20输入条件设定数据,运算结果通过输出端口25向显示装置31输出下显示。
图中10单元为信号处理装置,通过切换器S的信号,在选择性信号放大电路11中,与电流检测部1或者磁场检测部2所测定的信号等级相对应,信号被选择性放大,输入A/D转换器12,A/D转换器将放大电路11输出的模拟信号转换为数字信号,13为输出电路,将位于20a的数据作为信号传送给运算处理装置20,14是以移位寄存器为中心构成的顺序控制电路,15为波形地址选择电路。20单元为运算处理装置。21为中央处理装置(CPU),22为主记忆电路,波形记忆电路28的内容在CPU21控制下作为运算数据被存储,23为辅助记忆电路,24及25为输入端口和输出端口。辅助记忆电路存储被检电气设备的运行数据如设备参数、电压等级、有无变频器等,并进行电气设备的额定值和运行值的条件设定,此时设定值的输入通过输入端口24实现。输入设定信号由操作装置30输入。
输出端口25将CPU21的运算结果向外部输出,并通过输出端口25驱动LCD显示屏、打印机等显示装置31,29为运算处理装置内部总线。
运算处理装置20设有地址产生计数器26、程序记忆电路27以及波形记忆电路28。地址产生计数器26,地址产生计数器有输入测定波形、输出测定波形、程序传送(FFT方式)等功能。通过程序记忆电路27,系统启动时FFT程序全部被传送至CPU21,并将开始指令传达给信号处理装置10的串行通信电路。控制电路接受到开始指令后,便重复以下操作步骤:将波形数据传送至波形记忆电路28;重启地址产生计数器26;将波形记忆电路28内的波形数据传输给CPU21。波形地址选择电路15根据地址产生计数器26的操作选择波形地址区域。
2 智能劣化诊断系统应用研究
根据谐波故障监测的理论基础和专家诊断系统,分析并验证多次谐波对不同设备故障检测诊断的方法,根据表1、表2对不同机电设备进行监测,判定被测设备劣化趋势和生命周期。谐波法设备故障检测诊断装置对设备检测的具体项目如表1。

表1 谐波法设备故障检测装置检测内容

表2 设备劣化部位与高次谐波对应关系
3 分析软件应用研究
系统采用B/S结构(即浏览器/服务器结构),用户可通过Web远程访问系统,方便快捷,并可在异地进行多项操作并监控。本诊断管理系统设计采用基于.NET的技术,采用浏览器+中间件+应用服务器+数据库服务器的多层构架,分离表现逻辑、业务处理逻辑和数据访问逻辑分开,并支持大量用户访问和海量数据的存储、检索和管理。
服务器软件中使用的数据库是以Microsoft的Access框架生成的。在VS的VC++环境下、在应用内访问数据库中,可以利用DAO(Data Access Object)、ODBC (Open Database Connectivity)、 OLE DB、 ADO(ActiveX Data Objects)4个接口界面、服务器软件中,利用这其中的ODBC来访问数据库。
数据库的应用基于Internet的远程监控将设备故障诊断技术和计算机网络技术、信息技术、数据库与决策支持技术相结合形成远程协作诊断技术。
4 应用与分析
(1)高次谐波检测项目的开展,可以使矿方通过解读检测报告,对设备的基本状况有一个全面了解,可实现提前对设备健康状态预警和生成趋势图,对下一步维修保养具有重要的指导意义。
(2)典型案例诊断。选煤中心动筛车间178主电机,该电机承担着选煤中心动筛车间的原煤运输任务,功率为132kW,电压为AC380V。第一次诊断结果报告书如下:
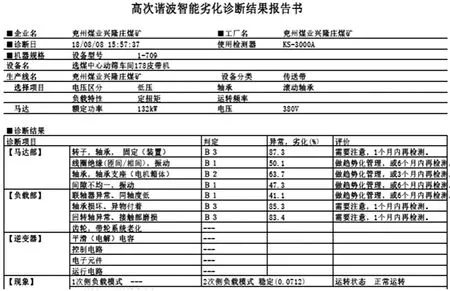
图2 第一次诊断结果报告书
从报告中可以看出:第一次检测发现【转子,轴承,固定(装置)】项为B3(87.3%),【轴承损坏、异物附着】项为B3(85.3%),【回转轴异常、接触部磨损】项为B3(83.4%),设备基础与负载存在共振现象,负载部轴承受力,存在不平衡振动,轴承或有磨损。我们向矿方建议一个月内做点检调整,再进行检测,矿方根据我们的意见,在检修过程中加强了对轴承的检修(特别是加强了轴承的润滑)。一个月后,数据变化为:B2(77.2%),B2(65.4%),B1(54.7%),设备轴承不平衡振动现象趋于好转。检测报告如下:

图3 第二次诊断结果报告书
5 结语
综上所述,开展“高次谐波故障检测技术研究与应用”符合煤业公司科技发展的思路,对生产设备维修、维护具有积极的指导意义,同时也具备良好的经济效益和社会效益,项目的开展是很有必要的。
