浅谈综掘带式输送机精细化管理
2019-04-09高运增
高运增
(北京天地华泰矿业管理股份有限公司,北京 100013)
随着煤矿综合机械化掘进技术的推广,带式输送机的使用和管理工作越来越受到重视。作为综合机械化掘进最主要设备之一,带式输送机使用和管理的好坏会直接影响到工程进度及工作面安全质量标准化水平。由于综合机械化掘进带式输送机是随着工作面推进而不断延长,处于动态变化过程中,从而增加了其管理的难度。
本文将着重从带式输送机安装、胶带接头制作、胶带跑偏调整和带式输送机小组件管理等方面论述如何对综合机械化掘进带式输送机进行精细化管理。
1 带式输送机安装
带式输送机的安装质量是带式输送机精细化管理的基础。带式输送机分为机头段、过渡段、正常段和机尾承载段,各段安装过程中必须保证“平、直”,其中机头段的安装质量尤为关键。
1.1 保证初次安装长度
因正常情况下带式输送机头段长45m左右(含卸载段长约3m、驱动段长约2m、储带仓段长约36m、涨紧段长约4m),随厂家不同其长度可能略有不同;机头过渡段长约6m;机尾承载段长约22.5m(含4个二运行走段、1个尾部短节、2个材料车、1个电缆车);综掘机机身长约10m。则当新工作面掘进至不少于90m时开始进行带式输送机安装工作。如安装提前而减少任何一段的安装长度都将对带式输送机后期的使用和管理造成影响。
1.2 保证“平”
带式输送机安装要求做到的“平”并非指整机完全水平。在巷道断面方向,要求带式输送机各点保持水平。在巷道延伸方向,要求机头段保持一个固定角度安装,具体操作时可以在机头卸载滚筒附近带式输送机架边梁一侧吊挂一台激光指向仪。根据巷道情况,按一定坡度调整好激光束,安装时严格按照激光线调整带式输送机头架子的安装高度,需要卧底的地方卧底,需要垫高的地方加垫木板或木墩,其他段要平缓布置,不得出现骤然太高或降低。
1.3 保证“直”
带式输送机安装要求做到的“直”是指在巷道延伸方向必须保持带式输送机的直线性。在带式输送机各部分的安装中,带式输送机头对直线性的要求尤为重要,具体操作时可以利用测量仪器确定带式输送机中心线位置,并在带式输送机头段巷道顶板标定不少于3个测点,用工程线将各测点连接,安装时比照吊挂的工程线,严格按照带式输送机中心线安装机架。
此外,安装时要保证带式输送机头卸载滚筒和各托带滚筒、压带滚筒、反向滚筒垂直带式输送机架安装;储带仓内的托带小跑车不少于2组,如条件允许以安装3组为好;皮带运行时小跑车在储带段均匀散开,可以有效减少皮带间的摩擦,也有利于储带仓内皮带跑偏的调整;确保带式输送机各托辊齐全完好;机架各连接件连接螺栓要连接紧固,且安装完成即涂好油脂,以有利于后期带式输送机的拆除施工;用地锚将卸载段固定好,防止生产过程中带式输送机头移动。
2 胶带接头的制作
胶带接头的制作是带式输送机精细化管理的重点之一,接头质量是影响带式输送机能否正常运行的最关键的因素之一。
2.1 新的或边缘无磨损胶带接头制作
一般对于新胶带或边缘无磨损的胶带可以利用三角尺截割接头。让三角尺的一个直角边与胶带一侧边缘对齐,另一直角边作为标尺进行胶带截割(见图1),然后利用钉扣机完成胶带头的制作。

图1 三角尺法和点线法截割皮带接头
2.2 边缘已经磨损的胶带接头制作
对于边缘已经磨损的胶带一般采用“点线法”截割接头(见图1)。 先利用直尺和石笔沿胶带破损边缘画出两道平行线,以确定实际受力的宽度范围;在距胶带头约1倍带宽处,垂直于两边线做一直线,确定其中心点A;在带面准备截割处,确定左边线上点B,利用无弹性工程线或直尺连接A点和B点,顺时针旋转确定出右边线上的点C;沿BC直线截割胶带后,利用钉扣机完成胶带头的制作。
为减少皮带接头与皮带架的剐蹭,降低撕裂皮带的风险,皮带接头两边需各留有30~50mm不连接且做倒角处理。胶带边缘磨损产生的帆线必须及时割除,防止因剐蹭导致损伤加大。
3 胶带跑偏的调整
胶带跑偏的调整是带式输送机精细化管理主要内容之一,主要包括胶带接头不正导致的跑偏调整、胶带质量原因导致胶带跑偏的调整、带式输送机头段跑偏调整、胶带正常段跑偏调整和带式输送机尾段跑偏调整等几种情况。
3.1 接头不正导致胶带跑偏的调整
合格的胶带接头是保证带式输送机正常运转的基础。当发现胶带跑偏时,不可盲目采取措施,应先观察该跑偏状态,确定其是否是由于接头不正导致的。当发现某段胶带在整个带式输送机系统中均向一侧跑偏,即可判定该段附近的一个接头不合格,需按照2.1或2.2重新做头。
3.2 质量原因导致胶带跑偏的调整
胶带生产过程中因某些原因可能使胶带内胶层厚度或帆布密度不合格,导致胶带受力后变形(见图2)。这种情况下即使严格按标准制作了接头,胶带仍会发生跑偏。并且受拉力变化影响,即使在同一地点也会时而向左跑偏、时而向右跑偏。这种情况下只能将该段胶带换掉。
在使用过程中,过度涨紧或超载也会对胶带造成不可恢复的拉伸变形,对胶带的重复利用造成影响。因此,带式输送机在使用时必须严格按照说明书调整涨紧度并控制好运输距离。
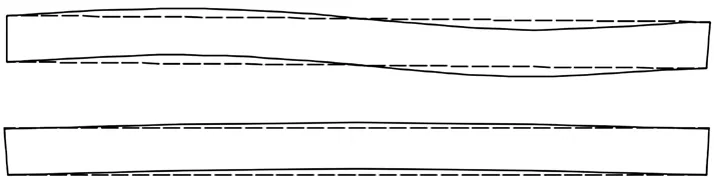
图2 不合格胶带受力后可能出现的变形
3.3 机头段胶带跑偏的调整
当发现机头段胶带发生跑偏时,首先观察卸载滚筒、各驱动滚筒和反向滚筒上是否粘有煤泥,如滚筒粘有煤泥相当于滚筒某侧加粗,会导致胶带跑偏(见图3),必须及时清除掉煤泥。
如排除各滚筒粘煤泥的诱因后,胶带仍跑偏,可采用调整储带仓内各托辊或小跑车上的托辊(见图4)的方式达到调偏目的。
在各滚筒安装合格的情况下,严禁采用调整滚筒角度的方式进行调偏。
3.4 正常段胶带跑偏的调整
防止正常段胶带跑偏,必须保证带式输送机H架按照皮带中心线铺设,且带式输送机架两边梁保持水平。巷道掘进过程中可能由于底板不平或泥化导致带式输送机架歪斜变形,从而造成胶带跑偏(见图5)。因此,每天需要设置专人对带式输送机架进行维护,及时调整歪斜的带式输送机架。严重的局部跑偏往往是由于带式输送机架不直或歪斜造成,需调整带式输送机架的“平直”;轻微的局部跑偏可以采用调整皮带托辊的方式进行调整(见图4)。

图3 滚筒粘煤泥后受力跑偏示意图

图4 胶带轻微跑偏托辊调整示意图

图5 胶带机架歪斜导致胶带跑偏示意图
3.5 机尾段胶带跑偏的调整
机尾段胶带跑偏主要是由于机尾滚筒粘煤、机尾段拉移不直或因底板不平歪斜导致。机尾滚筒粘煤后皮带会发生跑偏(见图3),必须及时清理粘煤。为避免机尾段拉移不直,拉移机尾段前,综掘机司机必须调整好综掘机位置;拉移过程中设专人看护,及时指挥调整拉移角度,保证拉移方向与皮带机中心线一致。掘进过程中巷道底板尽量截割平整,因局部不平导致机尾歪斜时,利用薄木板将其垫平。
机尾滚筒安装合格的情况下,严禁采用调整机尾滚筒角度的方式进行机尾段胶带调偏。
4 带式输送机小组件的精细化管理
带式输送机小组件较多,本文重点介绍清扫器、托辊和带式输送机架的管理。
4.1 清扫器的管理
带式输送机至少应在机头卸载滚筒和机尾底皮带各设一组清扫器。
厂家提供的卸载滚筒处的清扫器一般为弹簧涨紧式或重锤式,为便于松紧度的调整,现场生产多采用重锤式;厂家提供的机尾底皮带清扫器多为“人”字型,为便于清理落煤,现场生产多更换为单侧“三角形”清扫器。
卸载滚筒清扫器重锤重量和底皮带清扫器的自重要适中,太轻难以将胶带上的煤泥清扫干净,太重则容易损伤胶带,特别是对胶带接头损伤较大。
清扫器的刮带板露出夹板不大于1cm为好,过短时要及时更换,避免铁夹板磨损胶带。
4.2 托辊和带式输送机架管理
托辊上的煤泥和托辊轴上缠绕的胶带帆线必须及时清除,确保每个托辊正常运转。必须及时更换损坏的托辊,防治撕裂胶带。
机尾承载段的煤泥要及时清理,确保承载段所有缓冲托辊完好且运转正常。
H架和边梁在运输和安装过程中严禁乱扔乱放,保证皮带机架清洁卫生;变形的H架或边梁必须及时更换。
5 结语
综合机械化掘进带式输送机的管理是一项全过程性管理工作。随着巷道的延伸,带式输送机不断延长,运行状态时刻发生变化,其管理工作必须渗透到日常工作中的一点一滴。即使是生产班组人员,也要重视带式输送机的维护和管理,抓好每一个细节,确保带式输送机最佳状态运行。
