Aspen Plus软件在乙醇-水分离塔设计中的应用
2019-04-09贾宪勇汪洋王悦伟
贾宪勇,汪洋,王悦伟
(天津药物研究院药业有限责任公司,天津300301)
1 前言
精馏是化工和石油行业最主要的分离手段,但同时精馏也是耗能巨大,设备投资高昂的操作单元。一方面在给现代社会和人们提供各种生活所需如食物、热量等,另一方面精馏每年所消耗的能量占整个石化生产过程耗能的40%~70%[1]。同时各国的研究人员也正在开展围绕精馏塔的各种设计,分析以及优化方面的工作。随着时代的发展,精馏过程的研究也逐步由之前广泛应用的手算-图表法过渡到目前的计算机辅助设计和建模。精馏分析和设计中所包含的气-液相平衡迭代计算和逐板组分平衡问题的求解,比较适合采用数字计算的方法进行求解[2]。相比以前许多研究者以及工程师采用的是手写程序并求解精馏塔稳态操作的非线性代数方程组以及描述其动态状态的非线性常微分方程组。逐步地,随着化学工业的成熟,许多像陶氏化学、美国UOP、德国巴氏夫等国际巨头化学公司都各自设立研发部门开发各自内部使用的工艺模拟程序。而此时作为最重要的化工单元操作之一的精馏,必然成为大家进行开发和模拟的首要任务。1980年以来,像Aspen Plus这样的对精馏和其他化工单元操作的稳态模拟等商业软件逐步崛起并开始占领这一领域。
乙醇和水的分离在化工领域是非常常见的问题[3]。乙醇在常温常压下是一种易燃、易挥发的无色透明液体,低毒性,纯液体不可直接饮用;具有特殊香味,并略带刺激;微甘,并伴有刺激的辛辣滋味。易燃,乙醇蒸气能与空气形成爆炸性混合物,能与水以任意比互溶。能与氯仿、乙醚、甲醇、丙酮和其他多数有机溶剂混溶,相对密度为0.816。常压下的沸点为78℃。乙醇的用途很广,可用乙醇制造醋酸、饮料、香精、染料、燃料等[4]。医疗上也常用体积分数为70%~75%的乙醇作消毒剂等,在国防化工、医疗卫生、食品工业、工农业生产中都有广泛的用途。
在常压下,乙醇与水会形成一种均相的最低恒沸混合物。乙醇-水的Txy图如图1所示。由图可知共沸沸点为78.14℃,其中乙醇的基于质量分数的共沸组成为95.49%,对应的水的组成则为0.0451。所以当工艺要求的乙醇质量分数低于95.49%时,因为不形成共沸物,故可采用普通精馏即可分离。而当需要将乙醇脱水制备更高浓度的乙醇时,因为有共沸物的存在,普通精馏就无法完成,需要采用特殊精馏的方法,如萃取精馏,变压精馏、加盐精馏或者共沸精馏[5~8]。本文中涉及的最终乙醇的质量分数为95%,所以仅仅采用普通精馏即可进行分离。本文旨在采用Aspen软件对精馏分离乙醇和水的混合物进行建模模拟计算,并对进一步优化之后的工艺参数与原流程进行能耗分析与对比从而为实际的工艺流程与装置的设计提供理论指导。
2 原料分析
首先对本文中涉及的两种物料即乙醇和水进行物性分析。乙醇分子上乙基的非极性比甲醇的甲基要强。如图1的Txy图所示,确实能看出两者之间存在一定的非理想性。两者会形成一种均相共沸物。“共沸混合物”的指的是液相和气相的组成相等[8]。当在精馏过程中出现共沸时,两块塔板之间的液相和气相的组成不会发生变化,因此难以实现组分之间的分离。故当两组分或者多组分之间的混合物之间存在共沸现象,一般的普通精馏会存在精馏极限而无法实现分离。其中共沸点的温度为351.0K,比乙醇的沸点351.5K要低。但是本文中涉及的最终乙醇的质量分数为95%(小于共沸组成95.49%),所以仅仅采用普通精馏即可进行分离提纯。
分离物料的进料条件以及产品纯度的要求如表1所示。进料质量流量为100 kg/h、温度25℃、为了方便进料后续的常压塔进料,原料的压力为略高于常压,1.05bar,同时乙醇和水的质量分数分别为90%和10%。经分离,要求的乙醇产品的质量分数为95.0%。
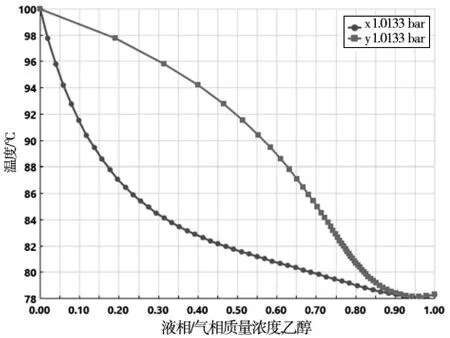
图1 乙醇-水的Txy图
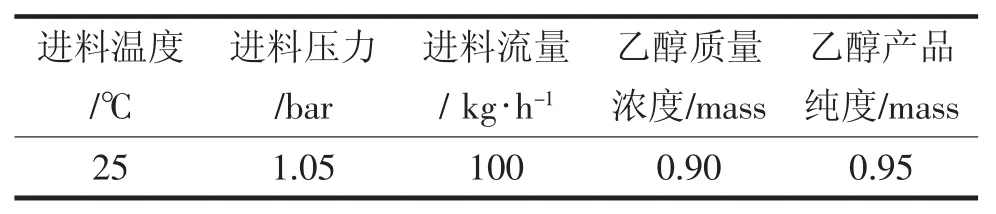
表1 分离物料的进料条件
3 过程模拟
针对乙醇水混合物的分离在Aspen软件中先选择精馏塔模型。模型选择如图2所示。并在模型上添加进出料流股。在流程结构已经设定完毕后。定义涉及此分离过程的化学品组成以及使用何种物性包。数值模型中考虑的是简单二元体系中水中进一步提纯乙醇至95.0%(小于共沸组成95.49%)。模拟的物性方法可采用NRTL-RK法。

图2 乙醇-水混合物的模拟模型图
工艺进料必须指定进料F1的各参数。其中要指定的是流量、组成、温度和压力等参数。进料条件设置如图3所示。同时还需要设定精馏塔的设备参数。精馏塔的设备参数的设置如图4所示。其中计算模型为平衡模型,总塔板数为50,塔顶冷凝器为全凝器,收敛方法选择的是标准收敛方法。对于一个精馏塔而言,一旦进料、压力、塔盘数、进料位置已经确定就只剩两个自由度了。按照常用的设置,即确定馏出物流量和回流比。塔顶采出流率为90kg/h,以及质量回流比初步设置为10。当我们得到了收敛的结果以后,可以更改指定的变量值以满足产品质量要求。对于该精馏塔的进料塔板位置,可将其先置于第20块板上。后续优化过程中可以通过寻找能使最小化的热公用工程量来对该进料板的位置进行优化。最后确定塔的压力,依据乙醇分离的一般情况,塔压设置为常压1bar,而合理的塔板压降大约为每块板之间为0.0068atm。另外对于精馏塔设计的方便,并使得其能迅速达到分离目标,可结合使用Aspen的“DESIGN SPEC/VARY”功能。产品的杂质规格为:乙醇的质量浓度为95%。为了达到这个精确的产品规格,AspenPlus使用的是Design Spec/Vary功能。指定某些“控制”变量的值,本文为乙醇产品的质量浓度(95%),还要指定“调整”变量(回流比RR)。模拟程序就会试图通过操控被调整变量使控制变量达到指定值。本文中设定的是回流比作为调控变量。
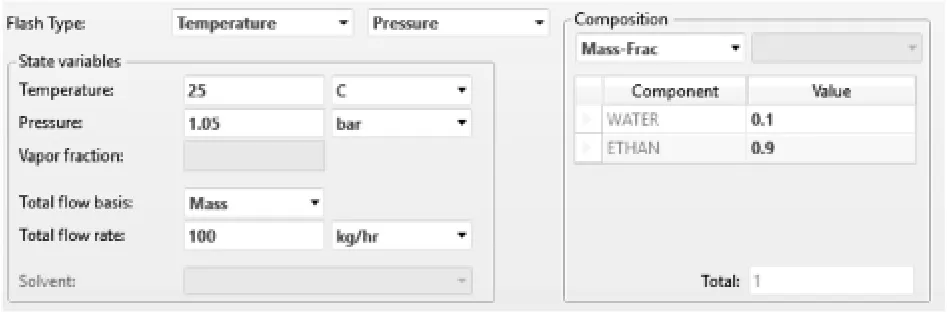
图3 进料条件设置
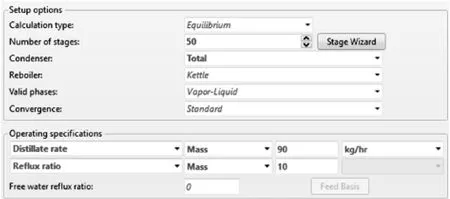
图4 塔参数设置
最终模拟过程在将迭代过程增加至200次是整个过程模拟收敛,并且乙醇产品的量也达到了95.0%。其余的结果如表2所示。其中最终的回流比RR=7.854,塔顶冷凝器热负荷Qc=-0.204 MW,塔釜再沸器热负荷Qr=0.209MW。

表2 乙醇-水分离模拟结果一览表
4 模拟优化
4.1 总板数优化
乙醇和水的分离的精馏塔的温度随板数的变化图如图5所示,可知提馏段的部分有许多板是没有分离效果的,如第21~35块板可以进行节省。因此总板数可修改为50-15=35块板。由模拟结果可知虽然板数得到了减少,但是此时RR=7.95,塔顶冷凝器的热负荷Qc=-0.206MW,塔釜再沸器热负荷Qr=0.211MW。相比于之前的分离方案,冷公用工程消耗增加了0.98%,热公用工程增加了0.96%。
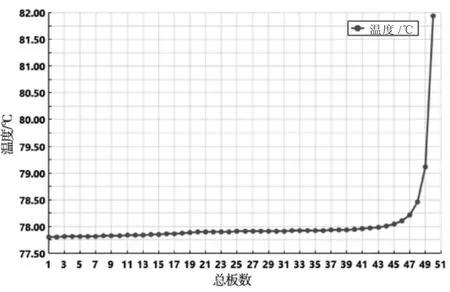
图5 乙醇-水分离精馏塔温度随塔板的变化图
4.2 进料位置优化
再沸器的热公用工程消耗是对于大多数的精馏塔而言的最大的一项操作费用。当然,本文中的乙醇提纯的精馏塔的塔顶冷凝器采用的是20℃的冷却水进行冷却,相比于价格昂贵的热公用工程而言,冷却水的费用比较低廉。但是抛开该分离过程,如果设计别的双组分或者多组分分离过程中要涉及其他的制冷系统(如乙烯、丙烯等),则冷却剂的费用也是需要认真衡量和考虑的。因为“design spec设计变量”的功能与灵敏度分析的功能存在冲突,所以可以换一种思路进行进料板位置优化。即可以采用当回流比固定时RR=7.95,通过灵敏度分析,选择某进料板位置使得其乙醇的质量浓度最高。乙醇产品纯度随进料板位置变化关系图如图6所示。由图6可知:当进料板位置设定为31时,乙醇产品纯度最高。故优化后的进料板位置为31。
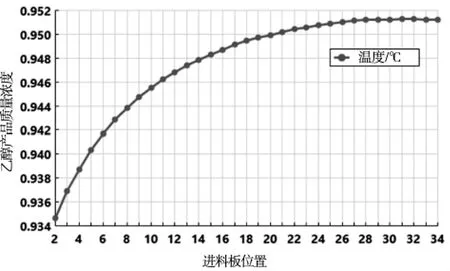
图6 乙醇产品纯度随进料板位置变化关系图
5 精馏塔尺寸设计估算
5.1 塔高估算
在精馏塔的设计中前期主要考虑的是塔径和塔高的计算。已知精馏塔的塔板数,很容易可以计算出塔高。依据工业经验可知,塔板之间的间距一般可设置为0.61m。现假如总理论板数为NT,则实际的精馏塔塔板数为NT-2(第一块板指塔顶回流罐,最后一块板是塔釜再沸器)。除了实际的塔板之外,在设计过程中需要为回流管进塔和塔进料部分的进料分布器以及塔釜出料留出适度的空间。概括起来要满足以下两个要求:(1)提供塔板中缓冲时所用的持液量;(2)提供泵所需的汽蚀余量。
因此,依据工业经验,在设计的过程中塔的高度一般会按塔板间距所要求的高度后外加20%的裕度。于是,高度可以按下经验公式进行估算[9]:

将NT=35代入上式进行求解可得出L=24.16m。
5.2 塔径估算
气相的最大流速决定的精馏塔的塔径D。如果气相的最大流速过高,精馏塔将会发生液泛,液相和气相水力条件就会失效。可以通过可靠的关联式来确定气相的最大流速。对于非恒摩尔数溢流体系而言,各层塔盘的气相流量是均不相同的,气相流量最大的塔板将用来确定塔的直径。假如已知气相的质量流量及气相密度,则可以计算出气相的体积流量。而后,可以计算出塔的截面面积。在本文中可以采用Aspen软件对该精馏塔的塔径进行估算。基于4.1中塔板之间的间距一般为0.61m,在Aspen的“Tray Sizing”中的塔板类型设置为Koch Flexitray(柯赫浮阀塔盘)。在其他值保持缺省状态下,最终可得出该塔的估计直径为0.258 m。
Aspen Plus计算出的塔径可以是由下列的近似探索算法做校核。下式中采用英制单位,F因子应该等于1[9]。

其中Vmax是最大气相流速,单位ft/s;ρV是气相的密度,单位lb/ft3。
由塔的水力学计算结果可得,最高气相体积流量为4.4 ft3/s,在第31层塔板上。该级的气相密度为0.0858 lb/ft3。当上式中的F取1时,得到的Vmax为3.414 ft/s,据此得出的塔截面积为1.289 ft2。相应的塔直径D为1.28ft,为0.397m。这比Aspen Plus计算得出的塔径要大。最终设定D为0.397m。
5.3 经济估算
最后,对于精馏塔的设计还需要进行经济估算,其中重要的经济指标包括:塔设备投资成本、换热器设备投资成本、总设备投资成本、总能耗投资成本以及最重要的年度总成本(TAC)。具体的核算要求则要结合设备经济估算方法和能量估算方法。塔器(其高度L和直径D,单位m),以及两换热器(冷凝器,换热面积AC,单位m2;再沸器,换热面积AR,单位m2)是精馏塔系统中最主要的设备。其他较小设备的各种费用较这两部分比起来可以进行忽略。塔板的成本比起塔器和换热器而言显得很小,除非是使用了规整填料等昂贵的内构件。表3给出了经济核算参数值以及确定尺寸所用的关系式和参数。
以表3的经济参数为依据,在MATLAB软件中进行建模计算,其MATLAB源程序如图7所示。最终计算得出塔顶冷凝器换热面积AC为8.383 m2,塔釜再沸器换热面积AR为8.6355 m2,塔设备投资成本为8.47万美元,换热器投资成本为5.87万美元,再沸器所消耗的能量成本为4.995万美元,总设备投资成本为14.34万美元,最终的年度总成本费用(TAC)为7.31万美元。经过优化以及各种估算后的各参数值如表4所示。
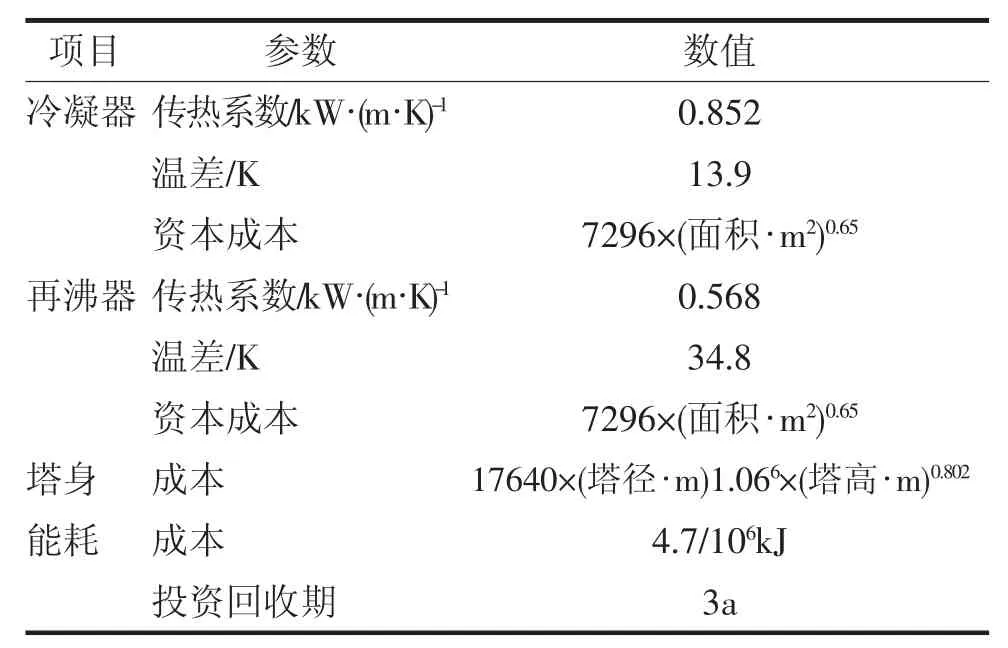
表3 TAC经济参数优化依据[10]

图7 TAC估算所使用的Matlab源程序

表4 乙醇-水分离参数一览表
6 结论
本文结合Aspen Plus软件完成了乙醇-水的分离任务并进行了模拟优化。在对该设备进行设计估算的同时结合了经验公式和软件模拟两种方法。而且还对该精馏塔进行了经济估算,结合MATLAB软件对其中涉及设备投资、能耗投资以及总年度费用等进行了估算,为实际的工业生产设计提供一定的指导。
