10000t多向模锻水压机改油压机关键技术研究
2019-04-08杨红娟杨大祥薛菲菲段丽华周少凡
杨红娟,杨大祥,薛菲菲,段丽华,周少凡
(中国重型机械研究院股份公司,西安 710032)
0 前言
多向模锻是在多向模锻液压机上进行分模模锻的一种精密锻造技术,采用这一工艺能够避免产生飞边,节约毛坯材料,减少模锻工序,并能提高锻件精度和机械性能。因此在航空、石油、化工、汽车制造、原子能工业中有关中空架体、活塞、轴类、筒形件、大型阀体、飞机起落架等锻件大多采用多向模锻进行生产[1]。
中铝西南铝10000t多向模锻水压机是铝加工行业国宝级设备,造于上个世纪七十年代,是我国自力更生设计生产的第一台大型铝加工多向模锻压机,也是西南铝的重大设备。
长期的使用和近些年模锻技术的迅速发展,使得这台国宝级的设备不仅显得技术落后,而且能耗极高,尤其是水压驱动元件寿命低,系统易泄露,造成设备故障率逐年加大,可靠性降低,已不适应目前高效节能绿色生产的发展趋势和市场的需求[2]。
因此从2017年开始,中国重型院开始对此设备进行全面升级改造。本文主要介绍10000t多向模锻水压机改为油压机的关键技术。
1 结构形式及改造后的主要技术参数
1.1 10000t多向模锻压机结构形式
如图1所示,10000t多向模锻压机是由一台10000t三梁四柱立式压机和一台双向作用的5000t卧式压机组合而成[3]。
垂直部分为上下梁和4个拉杆、4个内衬套组成一个封闭受力框架,活动横梁在机架内部来回运动。活动横梁压下由中间主缸和2个侧主缸驱动。
水平部分为左右横梁和4个拉杆组成组成一个封闭受力框架,左右主缸缸体固定在左右横梁上,分模模具分别和左右主缸主柱塞相连,左右主柱塞尾部伸出主缸体和导向横梁相连;驱动主柱塞回程的左右水平回程缸缸体固定在左右横梁上,活塞杆和导向横梁相连。
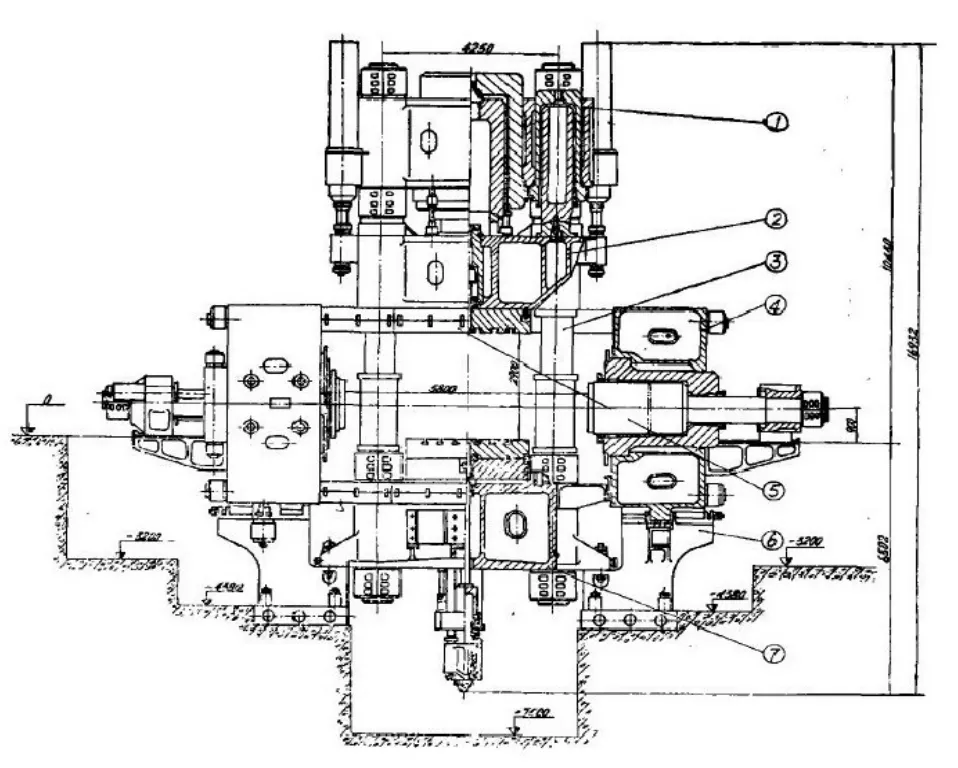
图1 10000t多向模锻压机结构图
1.2 改为油压机的主要任务
10000t多向模锻水压机技术升级主要包括:(1)大型构件留用,辅助零部件更新制作,恢复压机精度; (2) 将液压系统由水泵-蓄势器传动的水控系统改为油泵直接传动的油控系统;(3) 在保留左右水平主缸联动功能的前提下,增加水平模锻左右水平主缸独立控制功能;(4) 更新全套电气控制系统。
1.3 升级后的技术参数
多向模锻水压机主要缸的结构形式为柱塞缸,水压机为水泵-蓄势器传动,采用水压驱动时速度控制精度较差。水控系统改为油控系统后,液压系统除了满足压力、速度要求外,还要对主要几个部件进行速度精度控制。升级后10000t多向模锻油压机技术参数如表1所示。
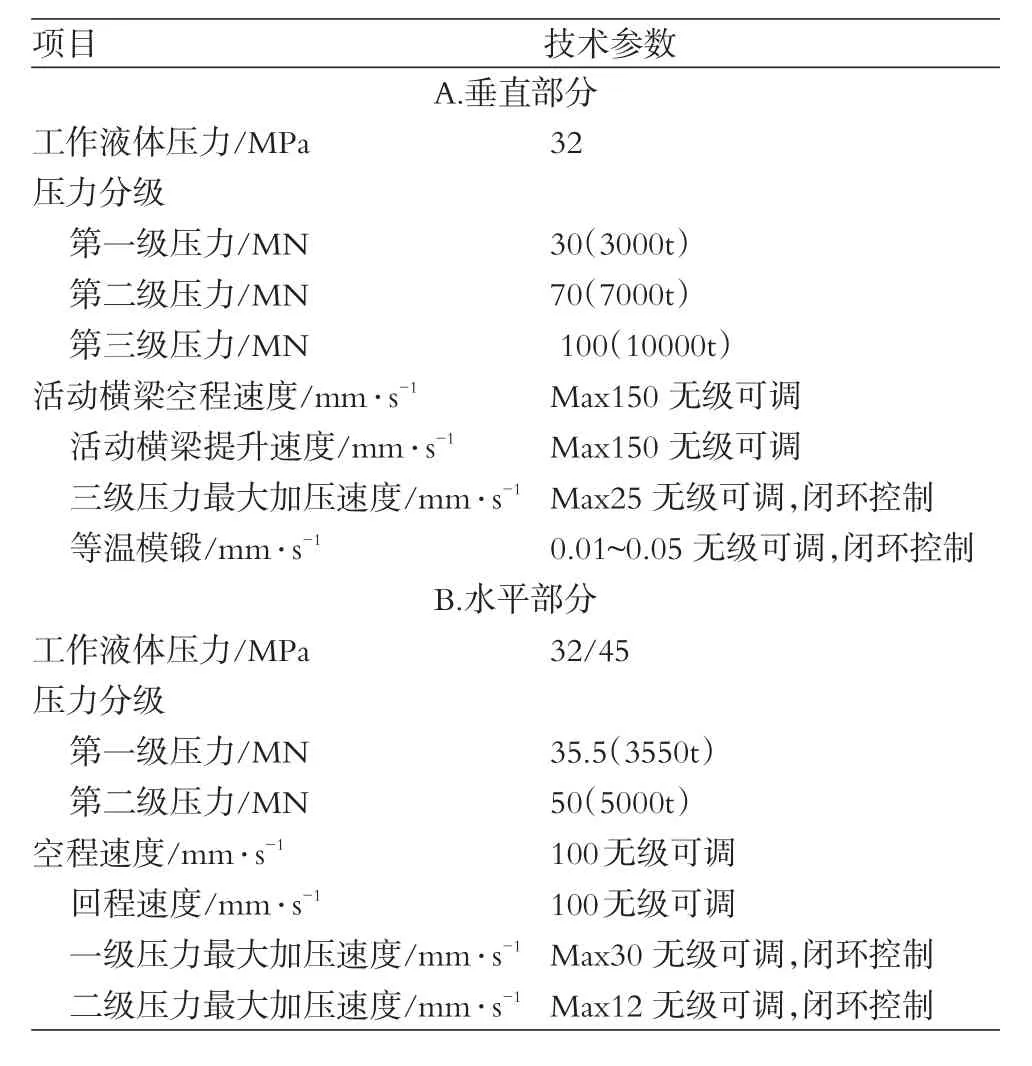
表1改为油压机后的技术参数
2 改为油压机的关键技术
2.1 动力源的选取和设定
10000t多向模锻压机改造前有三种动力源:32MPa的高压水泵站、8~12bar的充液罐、低压补长器(置于压机顶部)。水平模锻所需的45MPa超高压水是32MPa的高压水通过增压器获得的。
随着液压技术的发展,柱塞泵的技术越来越成熟。柱塞泵的结构紧凑、体积小、重量轻,并且具有较高的容积效率和总效率,能在较高的转速和压力下工作,所以在液压系统中应用广泛[4]。此次改造升级,选用德国力士乐公司A4VSO500HS5、A4VBO450HS5轴向柱塞变量泵作为32MPa、45MPa的动力源,选用A4VSO125DR作为伺服外控、普通外控和辅助动作动力源。
压机改造前,压机垂直部分活动横梁主工作缸和回程缸、水平部分左右主缸及回程缸均为柱塞缸,充液罐空程时起动力源的作用,所以压力较高,为8~12bar。为了降低压力,确保低压密封寿命,此次升级改造,水平部分回程缸改为了活塞缸,空程前进和后退靠主油泵直接驱动,充液罐只起充液作用,垂直部分空程下降时设备自重本身就是动力源,压力需求不高。因此,改造后的充液罐压力为2~5bar。
充液罐就布置在压机前,从油压机使用的安全角度出发,此次改造去掉了置于压机顶部的低压补偿器。
改造后的压机,增加了水平部分独立和联动控制功能,因此,主泵必须能组合成5种压力源:垂直主缸控制油源P1、左水平主缸控制油源32MPa P2、左水平主缸控制油源45MPa P3、右水平主缸控制油源32MPa P4,以及右水平主缸控制油源45MPa P5。
改造后的压机,有一个主油箱、一个伺服油箱、2个充液罐(互相连通)共三种盛放传动介质的容器。压机要正常运转,这三种容器的液位控制必须有一定的逻辑关系,即:充液罐液位超过最高液位以后,会通过安全阀或电控阀排放至主油箱,充液罐液位低于最低液位以后,螺杆泵会及时补液给充液罐;伺服油箱液位超过最高液位以后,会通过螺杆泵抽油至主油箱,伺服油箱液位低于最低液位以后,螺杆泵会及时补液给伺服油箱。
2.2 垂直部分模锻控制技术
垂直部分活动横梁主要有快速下降、慢速下降、加压、停止、保压、慢速回程、快速回程、停止等几个动作,这些动作需要依靠主缸及回程缸控制系统的协调控制才能实现。
垂直部分控制系统由主缸控制阀块、充液阀、回程缸控制阀块和低速等温模锻阀块组成。垂直部分共有3个柱塞缸,中间主缸φ1680mm,2个侧主缸φ800mm。工艺要求可以分3000t、7000t、10000t3个压力等级。因此,中间主缸独立控制,2个侧主缸并联一起独立控制,共设中间主缸和侧主缸2个控制阀块。
主缸控制阀块由进液阀、断电安全阀、泄压阀组成。为了获得最佳的卸压特性和最大限度地降低卸压给设备造成的液压冲击,卸压阀选用的是力士乐的2WCR高频响比例插装阀。这种阀是一个先导阀为伺服阀,主阀为带行程传感器的两级阀,通过伺服阀控制主阀上部活塞两腔的进排油状态来控制主阀的运动状态。由于主阀带有传感器,所以可以根据所给的电信号使主阀处于全行程范围内的任意位置,从而实现主阀流量的随意调节,主阀的启闭速度也可以根据所给的电信号随意调节[5]。这种阀的滞环精度小于0.2%,相应灵敏度小于0.1%。断电安全阀在设备正常生产过程中遭遇突然断电时自动缓慢卸荷,起安全保护作用。中间主缸有效面积是两侧主缸的2倍,为了方便阀块的设计和备件的准备,进液阀、断电安全阀、泄压阀各选三套,两套并联用于控制中间主缸,一套用于控制两侧主缸。
压机改造后,垂直部分活动横梁的回程由原来的回程缸和平衡缸共同来控制。回程缸和平衡缸均为柱塞缸,活动横梁的回程控制由进液阀、单向阀、慢降阀、平衡阀、快降阀、限速阀、安全阀组成。进液阀为插装式方向阀,进液阀打开时,单向阀防止回程缸里的液体反向流动,活动横梁的回程速度靠变量泵直接调节。慢降阀是一代调节杆的插装式方向阀,主要用于压机对模、排气、调零等辅助操作,慢降阀的开口量可以手动调节。快降阀选用的是力士乐的2WCR高频响比例插装阀。限速阀是一代调节杆的插装式方向阀,活动横梁快速下降时,快降阀和限速阀均开启,横梁下降速度的大小取决于快降阀的开口度。限速阀可以防止快速阀失调时造成设备事故。压机活动部分质量大、惯性大,因此带有两级压力设置的插装式电磁压力阀在下降时用以平衡这部分重量及惯性力,回程时用以设置回程压力,平衡取低压,回程取高压。
压机改造后,垂直部分增加了低速等温锻造功能。低速等温锻造阀块由开关阀和力士乐4WRPEH伺服电磁阀组成。该回路为伺服变量泵和4WRPEH高频响方向阀组成的旁路节流调速系统,旁路节流调速系统液压泵的工作压力随负载力的变化而变化,回路功率损失小,效率较高[6]。图2为旁路节流调速系统的速度-负载特性曲线。从该曲线可以看出:(1)当阀开口面积不变时,负载越大,回路速度刚度越高;(2)当负载不变时,阀开口面积越小,速度刚度越高。阀开口面积越大,回路速度刚度越低。因此,该回路的调试要注意伺服变量泵的流量和伺服电磁阀阀口大小的匹配。4WRPEH伺服电磁阀的滞环精度小于0.2%,信号从0到100%的响应时间为25ms。采用以上回路,锻造速度可以在0.01~0.05mm/s无级可调,精度±10%。
图2旁路节流调速速度-负载特性曲线
2.3 水平部分模锻控制技术
压机的水平部分有3550t和5000t2个压力等级,左右水平主缸可以单动,也可以联动。改造后的压机由活塞式侧缸驱动空程前进和后退,工作时主侧缸同时加压。
水平部分控制系统由主缸控制阀块、充液阀、回程缸控制阀块和左右水平主缸联通阀块组成。
水平主缸控制阀块由单向阀、进液阀、断电安全阀、排液阀组成。压力等级32MPa时,最大模压速度30mm/s,主泵A4VSO和A4VBO全部投入。压力等级45MPa时,最大模压速度12mm/s,主泵A4VBO投入。为了防止压力等级45MPa时,A4VBO出口的高压油串至A4VSO出口油路上,主缸控制阀块设置了单向阀,压力等级32MPa的油源接在阀前,压力等级45MPa的油源接在阀后。断电安全阀在设备正常生产过程中遭遇突然断电时自动缓慢卸荷,起安全保护作用。排液阀选用的是带两级压力调节的比例溢流阀,一级起安全阀作用,一级起比例卸荷排液作用。
改造后的压机,水平回程缸活塞杆固定在左右横梁上,缸体和左右主柱塞导向横梁刚性连接。活塞腔进油,压机回程,活塞杆腔进油,压机空程前进或加压。回程缸控制阀块活塞腔由进液阀、单向阀、平衡阀、排液阀、安全阀和后位保持阀组成,回程缸控制阀块活塞杆腔由进液阀、排液阀、安全阀和补液阀组成。活塞腔进液压机回程时,主缸充液阀打开连通充液罐,充液罐虽然压力不高,但是主缸面积远远大于侧缸,为了防止侧缸活塞腔减压过程中压机反向运动,活塞腔进液阀后串接了单向阀。活塞杆腔进液压机空程前进时,主缸充液阀打开连通充液罐,为了便于精确控制,活塞腔设置了平衡阀,用以平衡充液罐的作用力。压机加压时该平衡阀电磁阀带电,不再起平衡作用,不会损失压机压力。压机后退至停止位时,辅助系统蓄能器压力通过后位保持阀使压机可靠地停止在后位。
3 结论
目前,10000t多向模锻油压机安装调试已经全部完成,采用以上集成技术,实现了压力分级控制选择功能,实现了垂直活动横梁和水平模座的自动控制功能,实现了模压锻造精确定位、位置预置和监控,实现了模压锻造和低速等温模锻速度无极可调、闭环控制。
通过本文的研究和试验,以下几条结论对旧的模锻水压机的改造和新的模锻油压机的设计都有很重要的借鉴意义。
(1) 高压泵和充液罐组合动力源对多向模锻压机是切实可行的。
(2) 模锻压机选用2WCR高频响比例插装阀做为主缸泄压阀,既能有效地减少卸压时间,又能成功地减小卸压时的液压冲击和震动。
(3) 模锻压机回程缸设置带有两级压力的插装式电磁压力阀可以用以平衡活动横梁的重量及惯性力,不用另外设置平衡缸。
(4) 伺服变量泵和4WRPEH高频响方向阀组成的旁路节流调速系统,能成功地实现0.01~0.05mm/s的低速等温模锻。
(5) 锻造水压机改造为油压机,由于活塞密封技术的成熟和可靠,在原设备结构空间允许的情况下,可以尽可能把回程缸改为活塞缸,这样既方便控制,又能提高压机节奏。