FZ/T 41005—2017《蚕丝绵》标准解读
2019-04-04裴付宇
文/裴付宇
近年来,蚕丝被产业进入了高速发展期,已成为丝绸终端产品一大品类。据《中国蚕丝被行业发展报告2017》[1]记载,2016年全国年产蚕茧62万吨,蚕丝被消耗13.5万吨,占22%。作为蚕丝被主要填充物的蚕丝绵,其质量状况直接影响着蚕丝被最终产品的质量。随着蚕丝被产业的发展,丝绵的需求量不断增加,丝绵的加工方式等也发生了一系列变化,加上市场上丝绵人为增重等不法行为的出现,蚕丝绵产品质量亟待规范。
为进一步维护消费者的合法权益,打击假冒伪劣产品,指导生产企业生产,促进贸易双方的公平交易,规范和维护市场秩序,国内首个蚕丝绵行业标准FZ/T 41005—2017《蚕丝绵》[2]于2018年4月1日起正式执行。自此,蚕丝绵作为一种纺织产品,正式纳入产品质量监管范围。
1 标准适用范围
该标准规定了蚕丝绵的术语与定义、分类、标示、要求、试验方法、检验规则、包装与标志。适用于桑蚕丝绵、柞蚕丝绵,其他蚕丝绵(如木薯蚕丝绵等)可参照执行。桑蚕丝、柞蚕丝及木薯蚕丝的横截面和纵面显微照片见图1[2]。

图1 蚕丝横截面和纵面形态[2]
2 丝绵的分类
2.1 按加工工艺分类
丝绵按照加工工艺分为:机制丝绵(如图2)和手工丝绵(如图3)。
其中,手工丝绵指的是采用传统手工加工工艺制成的兜状丝绵,俗称“绵兜”。而机制丝绵分为开茧丝绵(即整只蚕茧或蛹衬经机械加工制成的片状丝绵)、开绵丝绵(即蚕茧加工副产品经机械加工制成的片状丝绵)和机梳丝绵(即蚕茧加工副产品经梳绵机械加工制成的丝绵)。
2.2 按丝绵长度分类
按照丝绵长度可分为:长丝绵、中长丝绵和短丝绵。其中,长丝绵指的是一般以整只蚕茧或蛹衬为原料,经手工或机械加工制成的丝绵,丝绵呈网状。其中蚕丝切断少。中长丝绵指的是以蚕茧或蚕丝加工后的副产品等为原料,经过机械加工工艺制成的丝绵。丝绵呈网状或絮状。蚕丝长度基本在20cm以上。而短丝绵一般以蚕丝加工后的副产品等为原料,经过机械梳绵加工工艺制成的丝绵,丝绵呈絮状。蚕丝长度基本在5cm~20cm(5cm以下的称之为短纤维)。

图2 机制丝绵

图3 手工丝绵
2.3 按蚕丝分布形态分类
丝绵按蚕丝分布形态可分为网状丝绵和絮状丝绵。其中,网状丝绵指的是经平面拉伸后,蚕丝不易分离,蚕丝呈网状分布,如手工丝绵、开茧丝绵、开绵丝绵,如图4。絮状丝绵指的是经平面拉伸后,蚕丝易分离。外观形态呈絮状分布,如机梳丝绵,常用于绗缝制品原料,如图5。
图4 网状丝绵

图5 絮状丝绵
综上所述,将丝绵按长度分类,同时结合加工工艺以及蚕丝分布形态,又可将丝绵分为:手工长丝绵、机制长丝绵、蛹衬长丝绵、网状中长丝绵、絮状中长丝绵和短丝绵,它们的外观形态和使用性能如表1。
丝绵的质量取决于丝绵的来源,对丝绵的分类有利于进一步区分丝绵性能的优劣。检测人员在检测时,可先将丝绵进行分类,再评判丝绵的质量。需要注意的是,为确保检测结果的准确性,检测人员应充分了解丝绵加工工艺和各类丝绵的分类及特征,并积累一定的实际检测经验方可从事丝绵检测工作。
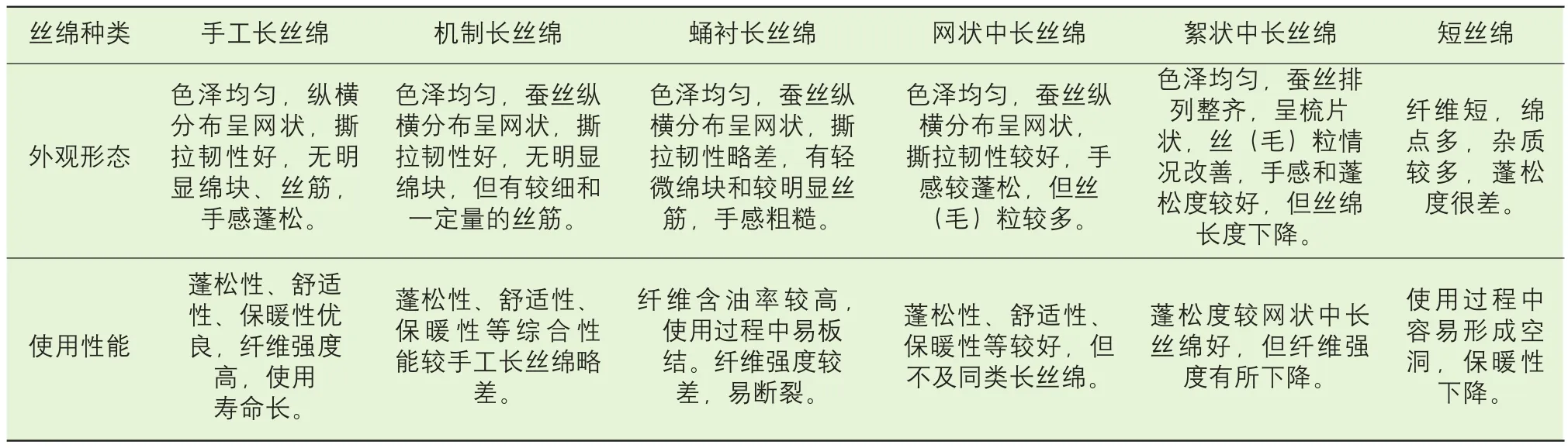
表1 几种常见丝绵的外观形态和使用性能
3 标志标示
FZ/T 41005—2017《蚕丝绵》标准规定蚕丝绵的使用说明应符合GB 5296.4[3]相关规定,内容包括制造者名称和地址、产品名称、纤维含量、执行标准编号、产品质量等级、蚕丝绵品种标示。
蚕丝绵品种以“蚕丝种类/加工工艺/蚕丝长度”标示。如桑蚕茧手工制绵的长丝绵,品号标示为:MHL。柞蚕茧经开茧机开茧制成的中长丝绵,品号为:TRM。丝绵品种标示见表2。

表2 丝绵品种标示
蚕丝绵品种标示明确了蚕丝种类、加工工艺及丝绵长度,消费者和蚕丝被加工企业在选购蚕丝绵时,通过蚕丝绵的标注标示,便可轻松把握蚕丝绵的原料来源、加工工艺以及丝绵品质、价格等,有利于促进公平交易、规范市场秩序。
4 基本安全性能
pH值、异味两项按GB 18401[4]执行。其中,pH值按C类,范围 4.0~9.0。
5 内在质量
5.1 纤维含量
蚕丝绵是以蚕茧、茧壳或缫丝加工的副产品为原料加工而成的网状、絮状产品。长丝绵产品一般都是100%的蚕丝,但部分中长丝绵、短丝绵产品可能混有其他纤维。需要注意的是,GB/T 24252—2009《蚕丝被》[5]国家标准中规定,填充物含桑蚕丝和(或)柞蚕丝50%及以上的被类产品才可以称作蚕丝被,因此丝绵生产企业在加工时,蚕丝被企业在选购丝绵时都应把握好丝绵的纤维含量。
纤维含量检测首先是鉴别出纤维的类别,然后采用手工分离和(或)化学试验方法分别计算出各组分纤维含量。
5.2 丝绵长度
丝绵长度是蚕丝绵的一项重要指标。相比于短丝绵、长丝绵制成的蚕丝被的蓬松性、保暖性、耐用性更好,而短丝绵制作的蚕丝被一般为绗缝制品,被子的保暖性、透气性、舒适性明显变差。
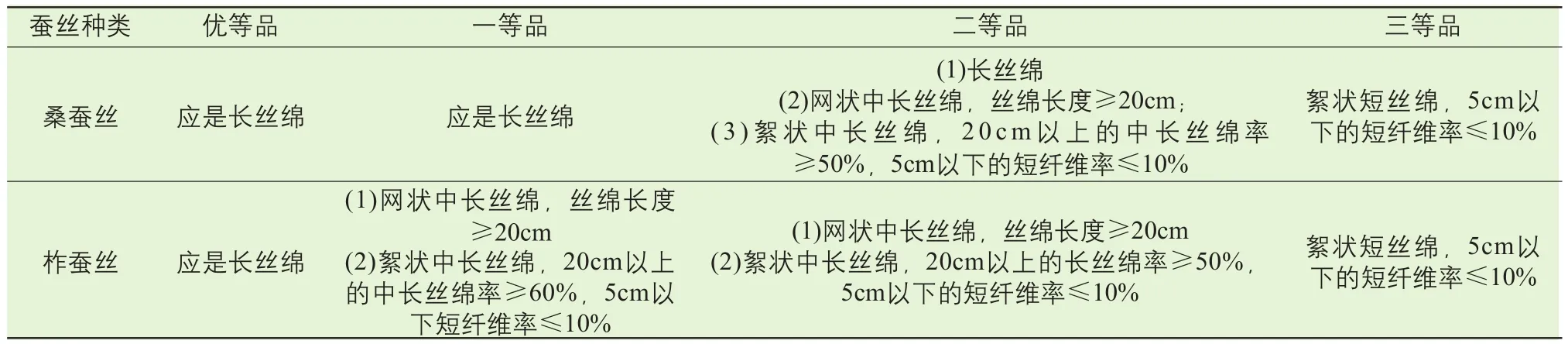
表3 丝绵长度质量要求
丝绵长度测试方法:网状丝绵采用目测结合加工工艺判定;絮状丝绵按FZ/T 40009[6]进行。由于中长丝绵的长度基本在20cm及以上,短丝绵的长度在5cm~20cm,同时,GB l8383—2007《絮用纤维通用技术要求》[7]规定了絮用纤维长度13mm及以下的短纤维含量,因此丝绵长度检测中分出三组不同长度段的蚕丝纤维,分别计算出丝绵各长度组分的质量含量。此方法操作起来耗时较长,需要检测人员积累一定的工作经验,在保证结果准确的前提下提高工作效率。
标准中将丝绵长度按蚕丝种类、等级分别考核,具体质量要求见表3。值得一提的是,柞蚕丝因其自身特性以及加工工艺,标准中规定柞蚕丝的优等品应是长丝绵,一等品可以是网状的中长丝绵,也可以是絮状的中长丝绵[8] 。
5.3 含油率
在丝绵制作过程中,蚕茧经水煮后,蚕蛹的部分蛹油会渗透到茧层中;操作过程也会出现蚕蛹被压破的情况,致使蛹油被蚕丝部分吸收。此外,蚕丝绵进行柔软处理时会加入含油的柔软剂或其他助剂。
含油率过高会导致蚕丝绵回弹性变差,并且在较短的使用时间会出现板结、收缩等现象,丝绵的吸湿、透气性变差。此外,蛹油在微生物的作用下会发出难闻的气味。因此,标准中要求一等、优等品丝绵含油率不高于1.5%,二、三等品丝绵含油率不高于1.8%。
5.4 回潮率
丝绵的回潮率是影响丝绵品质的指标之一。回潮率越高产品含水率就越高,在储存使用过程会使蚕丝泛黄、发霉、变质,降低使用时间和性能。此外,回潮率高的丝绵还有缺斤短两之嫌,例如市场上曾出现过丙三醇改性的蚕丝绵,通过吸湿作用达到增重目的。丝绵的重量决定了丝绵的价格,企业在选购蚕丝绵时,一定要关注产品的回潮率是否符合标准要求,即回潮率不得高于12.0%。
5.5 残胶率
丝绵的残胶率是蚕丝脱胶后残余的丝胶含量。利用丝胶溶于水,而丝素在水中只能部分膨润而不被溶解的原理,用碳酸钠溶液将试样中的丝胶溶解掉,将溶解丝胶后的试样清洗、烘干、称重,计算出含胶率。由于试样含有油脂,先对试样进行除油处理,再测定残胶率。
丝胶含量过多,容易导致蚕丝纤维粘连、板结发黄,影响蚕丝被的均匀性、保暖性、蓬松性及舒适性。因此企业在丝绵精练过程中,应改进工艺,去除过多的丝胶和杂质,确保残胶率。《蚕丝绵》标准规定,所有等级的蚕丝绵的残胶率均不得高于5%。
5.6 荧光增白剂
荧光增白剂是一种荧光染料,使肉眼看到的物质更白,达到增白的效果。研究发现,某些荧光增白剂对人体有致癌作用。一般来说,天然蚕丝不含荧光增白剂,但有的厂家为了使柞蚕丝绵等颜色更好看,人为添加了荧光增白剂。而蚕丝被直接与人体接触,对人类健康造成很大的隐患。因此,《蚕丝绵》规定,各等级蚕丝绵均禁用荧光增白剂。
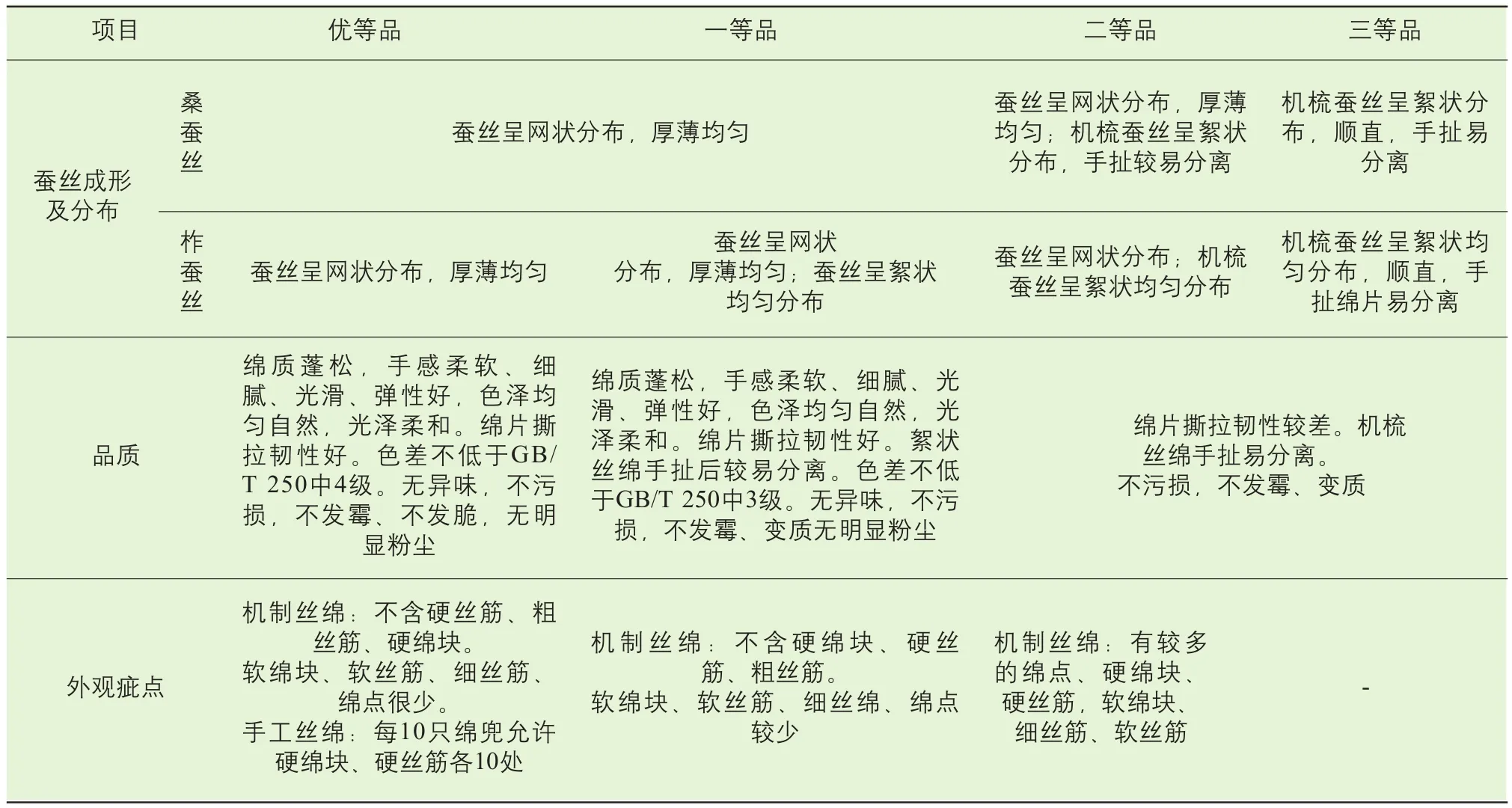
表4 丝绵外观质量要求
GB/T 24252—2009《蚕丝被》国家标准中,对于荧光增白剂的检测采用365nm紫外光源下目测的方法,研究表明[8],桑蚕(家蚕)白色茧本身带有天然蛋白质微量荧光物质,在紫外光源下能发出多种颜色的可见荧光,但并非荧光增白剂的作用,为检测带来困扰,因此,《蚕丝绵》标准规定荧光增白剂的检测一律按FZ/T 01137—2016《纺织品荧光增白剂的测定》[9]中附录B执行。
5.7 束纤维强度
纤维强度是指纤维拉断时所能承受的最大负荷。由于丝绵品种较多,蚕丝纤维粗细不匀,加上单丝强力小,因此标准考核的是束纤维强度。束纤维的强度与丝绵的长度有很大关系,一般来说,同样条件下,同类的蚕丝绵,其长度越长,束纤维的强度越大,丝绵的耐久性和使用性就越好。
束纤维强度按附录C束纤维强度检验(平束法)进行,低于最低极限值的结果才符合要求,标准规定桑蚕丝绵、柞蚕丝绵的最低极限值分别为2.5cN/dtex和3.1cN/dtex。
6 外观质量
丝绵外观质量主要从蚕丝成形及分布、品质、外观疵点三方面进行考核,丝绵外观质量要求见表4。其中机制蚕丝绵外观疵点参照《机制蚕丝绵外观等级标准样照》评定外观质量等级。
7 结论与建议
FZ/T 41005—2017《蚕丝绵》标准的发布实施,弥补了现行蚕丝被国家标准中相关技术指标的空白和不足,为进一步加强蚕丝绵、蚕丝被行业质量监管提供了可靠的技术支撑,也为生产企业、检验检测机构、行业监管部门提出了更高的要求。
首先,蚕丝绵生产企业应认真贯彻执行标准要求,加强质量管理,改进生产工艺,确保蚕丝绵产品质量达标;蚕丝被加工企业应合理选购原料产品,进一步提高蚕丝被产品质量。
其次,检验检测机构应加强标准的学习,不断提升检测人员的技术水平,进一步提高检验工作的效率和水平。此外,加强标准的宣贯工作,帮扶企业解决实际生产中遇到的技术问题,推进标准顺利实施和推广。
再次,监管部门应加强行业监管,计划将蚕丝绵产品纳入每年的监督抽查计划,通过开展国家、省、市、市场反溯等监督检查工作,严厉打击不法行为,保护消费者的合法权益、维护行业市场秩序。
