HDSA车轮立式轧制变形分析
2019-03-31沈晓辉
肖 峰,沈晓辉,赵 慧,张 磊
(1.马鞍山钢铁股份有限公司轮轴事业部,安徽马鞍山243010;2.安徽工业大学冶金工程学院,安徽马鞍山243032)
车轮轧制是辗钢车轮热成形的关键工步。车轮坯模锻预成形之后,通过车轮轧制扩大外径,延展辐板并完成轮辋及轮缘最终成形,其变形过程十分复杂。车轮轧制分为卧式和立式两种形式[1]。秦国庆等[2]从几何学、静力学、运动学等角度对卧式轧制的相关力学参数进行了初步解析,并得出辐板辊、车轮与主辊间的速度关系。邓加东等[3]使用Abaqus有限元软件对车轮卧式轧制过程进行了有限元分析,考察了轧制过程力能参数的变化和应力应变分布。马钢目前两条车轮生产线都采用立式轧制[4],工具主要包括1 个主辊、2 个辐板辊、2个轧边辊、2个对中辊和2个导辊,车轮轧制工具的配置、运动以及轮辋的变形模式都比较复杂。对此沈晓辉等[4-8]对立式车轮轧制的成形条件进行了理论分析,给出了道次进给量在辐板辊和主辊侧的分配比例关系,探讨了立式轧制径向变形区的轮辋扩径条件,并基于Marc/SuperForm平台对车轮立式轧制过程进行了有限元仿真,分析了车轮轧制过程的应变分布和轮辋轧制扩径机理以及辐板拉薄现象。武胜飞等[9]采用Deform 软件也对车轮立式轧制过程进行了分析,探讨了力能参数变化和金属变形特点。英国学者Davey等[10]为了控制车轮模锻预成形过程中金属的合理流动,基于有限元模拟对初锻坯形状进行了优化,还将车轮轧制简化为平面变形问题,分析了金属在径向平面内的流动。俄罗斯Kushnarev等[11-12]对车轮模锻预成形进行了三维模拟,对影响预成形坯形状和尺寸的因素进行了较为全面的分析,并通过车轮立式轧制实验,改进了车轮轧制工艺设计方法。
由于车轮立式轧制变形的高度复杂性,车轮轧制变形仍有待于深入研究。HDSA车轮是一种用量较大的货车轮,文中基于有限元法,以HDSA车轮轧制为研究对象,进一步分析车轮轧制过程的扩径、宽展及应力应变分布规律,以期为合理制定和优化车轮轧制工艺提供理论支撑。
1 仿真计算条件
车轮立式轧制时,轮辋在径向变形区和轴向变形区中连续多道次变形。径向变形区位于由主辊与辐板辊构成的辊缝区域,轴向变形区位于两个轧边辊之间的辊缝区域。轧制时,左右辐板辊驱动轮坯旋转,主辊向车轮方向进给,辐板辊位置基本不变。左右导辊和上下对中辊的作用是保证车轮在轧制过程中稳定旋转,轧边辊、导辊及对中辊的位置随着轮径变化而实时调整。文中借助Marc/SuperForm有限元软件,在前期开发的仿真模型[7]基础上,对HDSA车轮的轧制过程进行模拟。
轧制扩径量(内径单边扩径量)为63 mm,轮辋厚度减薄量(主辊进给量)为29 mm,轧制目标内径和外径分别设定为738,860 mm,仿真模型如图1。建模方法及主辊进速度参照文献[7]。本研究中,通过下支撑辊的高度调整(子程序motion.f 控制)保持车轮轴线高度不变。模型加载时间21 s,设置8 400增量步。

图1 车轮轧制仿真模型Fig.1 Simulation model of wheel rolling
2 仿真模拟结果与分析
2.1 轧制过程车轮直径变化
车轮旋转圈数(或道次数)与轧制时间对应关系的仿真结果如图3。由图3 可见,轧制21 s,车轮旋转了21 圈。通过仿真模型中测量辊的位移和主辊进给量,计算得出轧制过程中轮辋内外径的变化并与实测内外径进行对比,结果如图4。由图4 可看出:轮辋内外径的模拟值与实测值基本一致,轧制初期,轮辋外径变化速度很小,而轮辋内径有较大的增长速度;轧制中期(4~16 s),轮辋扩径速度明显增大;轧制末期,由于道次进给量的减小,轮辋内外径增长较小;轧制结束时,轮辋内外径分别达到737.6,858.9 mm,基本达到目标要求(内、外径的目标分别为738,860 mm)。
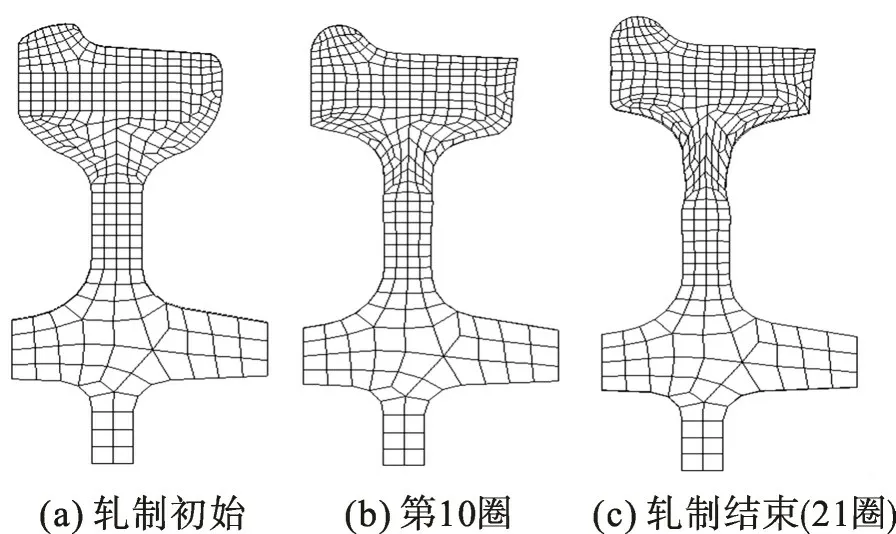
图2 车轮轧制不同阶段的断面形状Fig.2 Section shape of wheel rolling in different stages
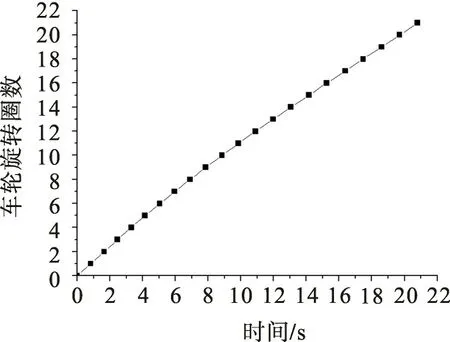
图3 车轮旋转圈数与时间的关系Fig.3 Relation between wheel rotations and time
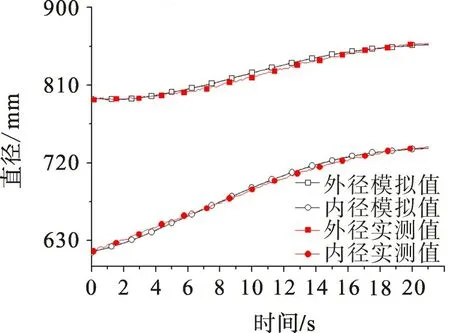
图4 轧制过程中轮辋内外径的变化Fig.4 Change of inner and outer diameter of wheel rim during the rolling
轧制过程每圈的进给量(即道次进给量)和轮辋外径的增加量如图5。由图5可看出:轧制第一圈道次进给量最大,2.5 mm;随后道次进给量逐道减小,前6圈中每圈的径向压下量都大于2 mm。整个轧制过程中,道次相对压下率只有3%左右,前13圈轧制中尽管主辊进给量逐圈降低,但是车轮外径的增长速度基本呈增加趋势,第13 圈的单圈外径增长量达到最大值,为5.1 mm/圈。图5 中显示:第2 圈轧制中踏面外径稍有减少,原因是第2圈轧制中,车轮踏面的斜度与轧辊趋于一致,而轧辊踏面斜度较小,导致测量辊测出的数据偏小;前3 圈径向变形区辗压的金属有相当一部分流向轮辋角部区域和对轮缘部位,导致该阶段外径增长缓慢;轧制第4圈后,轮缘和轮辋角部区域金属趋于填满,轮辋外径增长达到较高速度;车轮旋转13 圈之后,轮辋外径增长速度逐渐降低,第21圈轮辋外径增长速度只有1.3 mm/圈。
2.2 轮辋宽展分析
车轮轧制过程中,轮辋宽度在两个变形区中发生复杂的变化。径向变形区中,轮辋金属在主辊和辐板辊的挤压下,轮辋宽度增加;轴向变形区中,轮辋金属受轧边辊的压下,轮辋宽度被压到设定值。车轮立式轧制时,径向变形区中的轮辋变形程度显著大于轧边变形区,其宽展量的大小与扩径效率密切相关。由于主辊侧与辐板辊侧压入量的不同以及轮辋断面的特殊形状,轮辋不同位置的宽展量也不同。图6为轮辋3个位置处的宽展变化及宽展情况。图6(b)中相邻的波谷和波峰之差即为径向变形区中产生的宽展量,图6(b)显示:轮辋宽度在轧制过程中基本呈矩形波形式变化,C位置靠近辐板,轧制前充满度不高,前5圈该位置宽度逐道次增加;轧制中期,轮辋宽度的大小顺序是A>C>B,也即轮辋中间厚度处的宽度最小,说明轮辋内外侧面呈一定程度的双鼓形;轧制后期,B,C处的宽度基本相同,但比A位置宽度偏小约2 mm;车轮轧制结束时,轮辋宽度沿周向不等,内外侧端面不平整,沿周向轮辋宽度差仍有1.5 mm。
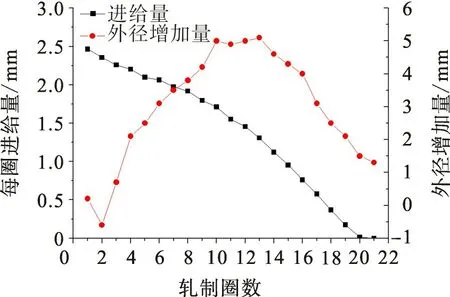
图5 HDSA车轮轧制过程每圈进给量和外径增加量Fig.5 Feeding and outside diameter increasing per round during the rolling of HDSA wheel
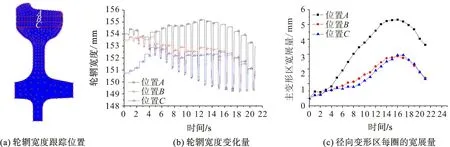
图6 车轮轧制过程轮辋宽度变化Fig.6 Width variation of wheel rim during the wheel rolling
车轮旋转各圈(道次)的轮辋宽展量如图6(c)。由图6(c)可见:在前10圈,径向变形区中轮辋宽展量较小;14~18圈宽展量达到峰值,且A位置的宽展量显著大于B,C位置;A位置的最大宽展量达到5.5 mm,B,C位置的最大宽展量约3.0 mm;18圈之后,宽展量逐渐减小,但是由于轮辋金属在两个变形区中分别在厚度和宽度方向的反复压缩,径向变形区宽展量仍然较大;轧制结束时,B,C位置的道次宽展量仍有1.0 mm,A位置约为3.5 mm。根据宽展规律可优化主变形区与轧边变形区的协调变形控制。
2.3 变形分布
为分析不同位置金属在轧制过程中的变形程度,对图7(a)所示各位置的等效应变进行分析,其中节点N18749轧前位于轮辋根部,轧制结束后位于辐板。图7(b)所示为轮辋中各跟踪点在轧制过程中累积等效应变的变化。其中:靠近轮辋外侧面的节点N53935等效应变最大(3.36),约为靠近内侧面的节点N70563(等效应变1.41)的2.4倍;踏面节点N57309的等效变形也较大(1.50),踏面下随着深度的增加,累积等效应变迅速减小并达到一个稳定值(约0.23)。图7(c)为辐板中各跟踪点在轧制过程中的应变情况。其中:节点N12965和N13668位于非轧制段,但由于轧制过程辐板的拉薄,也发生了一定程度的塑性变形;由轮辋根部流入辐板的N18749节点发生的变形较为剧烈,轧制结束时其累积等效应变达到1.1。

图7 轧制过程节点的等效应变Fig.7 Effective plastic strain of the tracking node during the rolling
为分析轮辋变形的深透性,仿真分析轧制不同时刻踏面下不同深度处的等效应变分布,结果如图8。由图8可见:轧制过程中,预成形坯踏面下25 mm范围内,随着深度增加,金属等效应变呈线性降低;30 mm深度以下应变基本达到一个稳定值;深度继续增加到靠近轮辋和辐板的连接部位时,由于金属流动的加剧应变有所增加,轮辋的变形主要发生在前13圈,车轮旋转13圈之后,轮辋内部等效应变增加幅度很小;轧制结束时,踏面处应变最大为1.50,原始深度41 mm处的金属应变最小(0.23)。

图8 轧制不同时刻的轮辋变形深透性Fig.8 Deep penetration of rim deformation at different rolling times
2.4 辐板受力及厚度变化
车轮轧制变形过程中,变形区内外应力分布复杂,而应力对车轮的变形产生复杂的影响。图9为车轮轧制旋转第9 圈时径向应力和周向应力分布情况,后处理时,需根据轮心位置的变化修改柱坐标系的原点位置,并将直角坐标系下的应力分量转变为柱坐标系下的应力。为清晰看出应力分布规律,将拉应力和压应力分别在两个视图中显示。图9(a)显示,辐板大部分区域分布径向拉应力,最大拉应力达到120 MPa。图9(b)显示:径向压应力主要分布在辐板辊和主辊的接触区,最大压应力达到-200 MPa;在变形区之外的轮辋和辐板部分区域也分布较小的径向压应力(小于20 MPa)。图9(c)显示,周向拉应力也主要分布在辐板区域,最大达到95 MPa。图9(d)显示,周向压应力主要分布在轮辋,尤其是辐板辊与轮辋的接触区域。从轧制过程中的应力分布来看,辐板大部分区域承受较强的径向拉应力和周向拉应力。
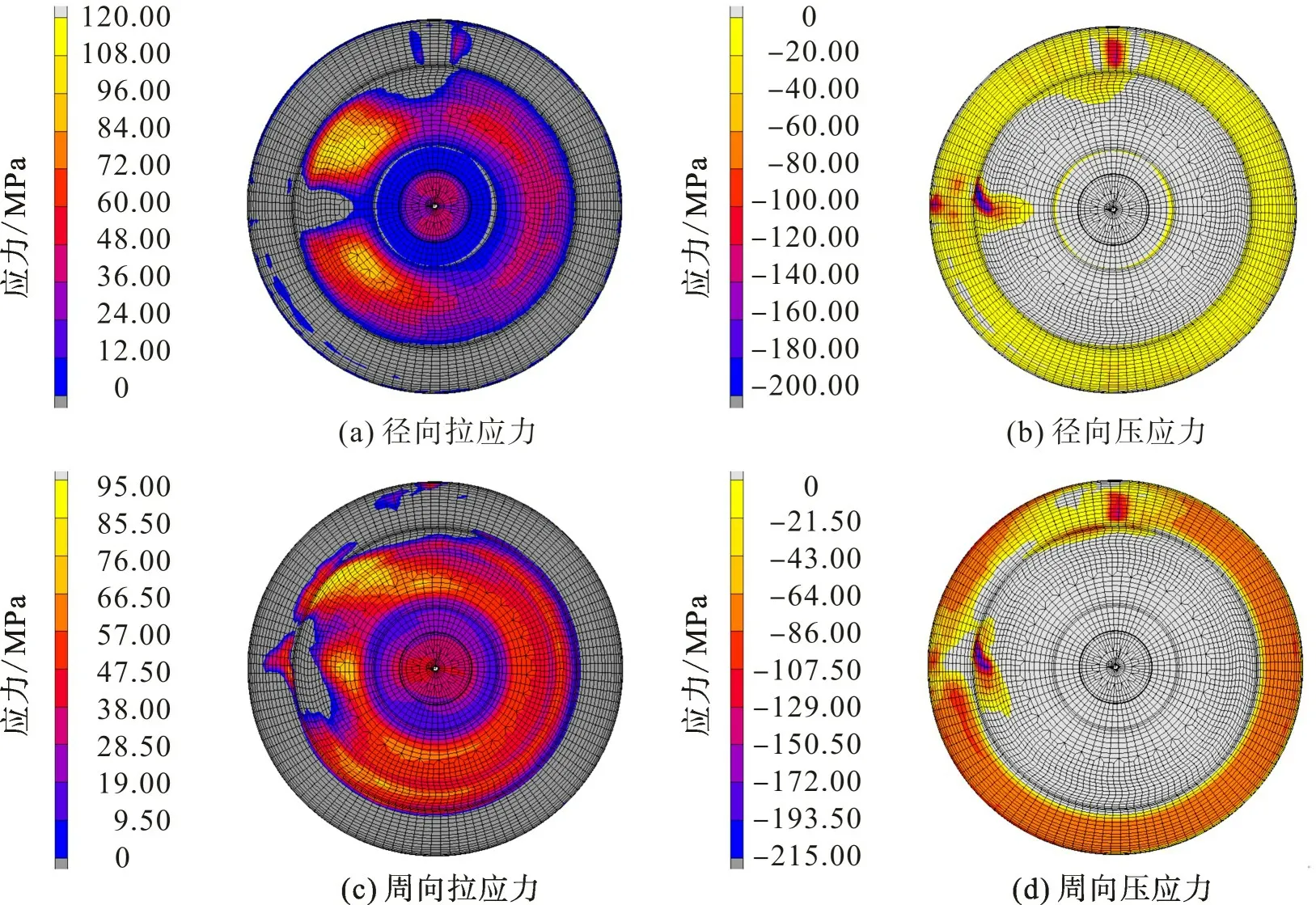
图9 轧制第9圈时的应力分布Fig.9 Stress distribution for the 9th round of rolling
辐板正是在拉应力的作用产生了减薄现象,称之为“拉薄”。辐板拉薄量的大小取决于拉应力和金属变形抗力的大小。图10为车轮轧制过程中辐板不同位置的厚度变情况。由图10可见:车轮远离轮辋的非轧制区在2~13圈发生显著的减薄现象,14圈之后,随着扩径速度的减小和辐板温度的降低,辐板厚度不再减薄;轧制结束后A位置减薄量为1.3 mm,B位置减薄量为3.3 mm,这一结果与生产实践中观测的辐板拉薄量(3~4 mm)基本一致。基于辐板拉薄量的预测,可在预成形坯工艺设计时对辐板厚度进行相应补偿,提高辐板尺寸精度。
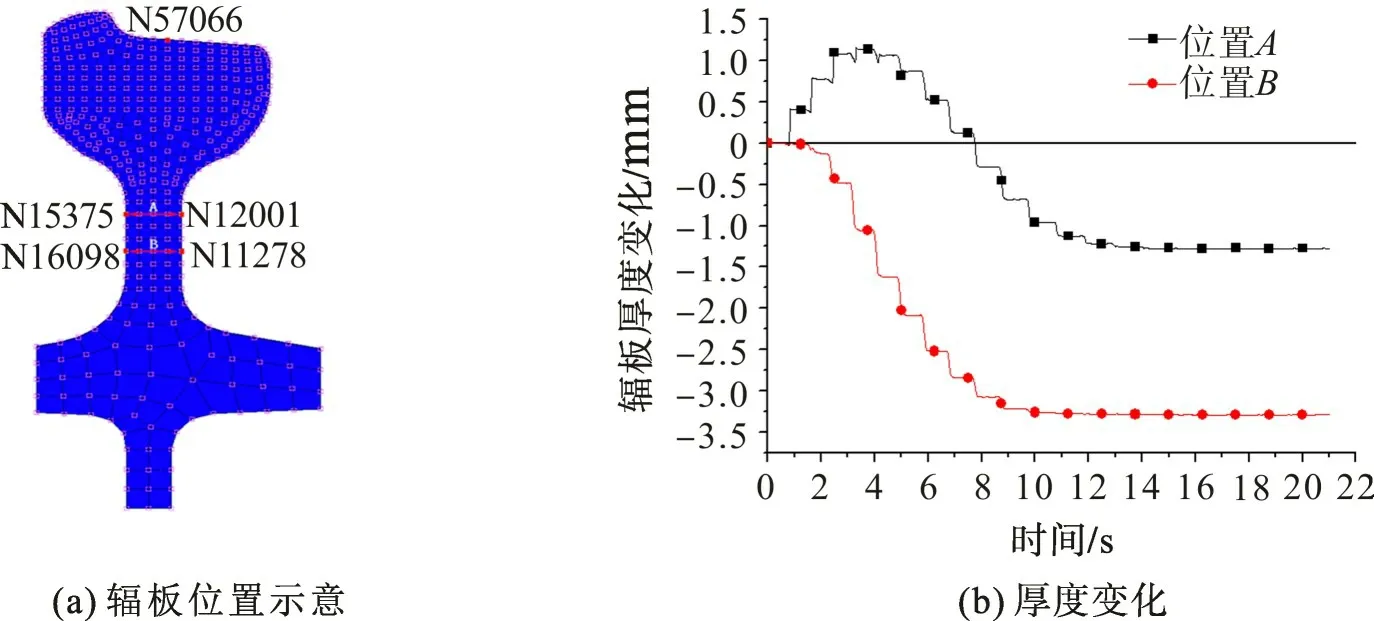
图10 车轮轧制过程辐板厚度变化Fig.10 Thickness variation of the web during wheel rolling
3 结 论
1)车轮轧制3~13圈时轮辋扩径速度逐渐增大,第13圈的单圈外径增长量达到最大值5.1 mm/圈,随后外径增长速度逐渐降低,第21圈轮辋外径增长速度只有1.3 mm/圈。
2)在车轮轧制径向变形区中,轮辋宽展量在14~18圈时达到峰值,沿轮辋厚度方向,轮辋宽度分布不均匀,靠近踏面处宽展量最大,最大道次宽展量达到5.5 mm。轧制结束前,尽管进给速度降为0,但仍有宽展量,导致终轧后轮辋内外侧断面不平整,沿周向轮辋宽度差可达到1.5 mm。
3)轧制过程中,轮辋变形深透性较差,心部区域变形较小,终轧后,对于对初始踏面下25 mm范围内的金属,随着深度增加,等效应变呈线性降低,31 mm深度处应变有最小值0.23。
4)车轮轧制时辐板主要承受周向拉应力和径向拉应力,拉应力导致辐板被拉薄,辐板拉薄主要发生在2~13圈,辐板最大拉薄量达到3.3 mm。
