抗生素生产废水处理工艺分析
2019-03-29刘肇法秦启飞
马 腾,刘肇法,秦启飞
(1.山东绿之缘环境工程设计院有限公司,山东 日照 276800;2.鲁南制药集团股份有限公司,山东 临沂 273400)
制药过程中产生的废水,由于其排放量大,水体污染严重、有机物含量高等特点,历来是污水处理的一个难点。而抗生素生产过程中产生的废水,由于其中间产物、残余抗生素以及有机溶媒含量高,有害成分复杂并且降解困难等特点,成为制药废水处理中的难点和重点。目前我国是世界上主要的抗生素生产和消费国家之一,并且产品需求和产品产量呈现逐年递增的趋势。在抗生素成产过程中,由于抗菌素的筛选和培育,菌种选育等方面存在差异,导致原材料利用率低,废水残留高等问题,为制药企业的生产造成了一定的压力。因此抗生素生产废水一直是制药企业污水治理的一个关键环节,同时也是治理过程的难点和重点。本文分析了抗生素生产废水处理的工艺现状,在此基础上提出了工艺改进的思路和方法,并对改进效果进行了测算分析。
1 抗生素生产废水来源及处理工艺
1.1 抗生素生产废水的来源及特征
抗生素是一种生物制品,目前国内药品消耗中占有很大的比重,抗生素种类也日益增加。抗生素生产主要有发酵生产和化学合成两种方法,其中发酵法应用最为广泛,通过生产发酵处理,提取微生物、动植物等在生命过程中产生的各种特殊的化合物,试验证明,这些化合物在特定浓度下可以选择性的杀灭或者抑制某些微生物和有害细胞。抗生素的产生主要包括发酵、过滤、萃取、提取以及精制等工艺过程。在抗生素的菌种选育、筛选和提取过程中都会产生大量的制药废水。抗生素生产过程中产生的废水主要有成分复杂,COD值高,有毒有害物质浓度高等特点,是制药废水治理过程中的重点和难点。
在抗生素生产过程中产生的废水中的有害物质成分比较复杂,主要包括生产过程的中间代谢产物、表面活性剂以及提取过程中残留的酸、碱以及有机溶剂,水体pH值波动较大,对生化处理过程有很大的影响。废水中含有的残余溶媒、残余抗生素等残留物溶解在废水中,采用微生物难以降解,当这些物质浓度较高时,甚至会抑制微生物的生存。同时在抗生素提取以及冷却处理阶段,由于采用了大量的硫酸盐,排放的废水中硫酸根离子(SO42-)浓度较高,废水处理过程中的厌氧微生物的净水作用收到了很大的影响。
抗生素在生产过程中产生的废水与一般的工业废水对比,主要有以下几个方面的特点:第一,抗生素制药过程中产生的废水,除了硫酸根离子(SO42-)浓度较高以外,各种有机溶媒、表面活性剂、中间代谢产物以及残余的抗生素浓度都比较高。这些残余物质都污水处理过程中的微生物产生强烈的抑制,尤其是硫酸盐还原菌(SRB)的抑制,影响污水处理过程中脱硫的效率。第二,通过对浓度较高的抗生素制药废水的检测,化学需氧量(COD)与硫酸根离子(SO42-)浓度比约为3~15。因此,在制定废水处理工艺是要充分考虑经济因素和技术可行性。第三,非溶解性有机物和芳香族化合物等大量存在于抗生素废水中,这些物质必须首先经过水解发酵微生物和产酸发酵微生物的作用,将大分子物质分解为小分子物质才能被甲烷菌(MPB)和SRB利用。这一过程又增加了生物反应的过程和步骤,是的废水处理时间增加,进一步提高了废水的处理难度。
1.2 抗生素生产废水处理工艺
目前,各家制药公司的抗生素废水处理工艺不尽相同,总结起来包括以下几种方法:1)物理化学处理方法。主要包括混凝法、吸附法、反渗透法和光催化氧化法等。其中混凝法是通过加入混凝剂搅拌后使得失去电荷的颗粒相互接触絮凝形成絮状体,再通过沉淀过滤达到分离的目的。吸附法主要是利用多孔性固体吸附废水中的污染物,活性炭、活性煤、腐殖酸类、吸附树脂等是常用的吸附剂。反渗法利用半透膜作为隔离,采用压差作为推动力,通过超过溶液渗透压的压力改变自然渗透方向,实现废水有害物质浓缩和净化的目的。光催化氧化法一般都是作为抗生素废水处理的预处理阶段,主要是为了减少废水中的TOC和反应底物,同时将结构稳定、生物毒性大、生物降解困难的有毒有害残留转化为可降解的小分子中间产物。2) 生物处理方法。主要包括好氧处理法、厌氧处理法、光合细菌处理法等。单独的水处理方法一般不能满足抗生素制药废水的处理要求,一般都采用好氧-厌氧组合处理以及其他的组合处理的方法,从而达到提高废水处理效果,降低废水处理成本,提高水体可生化性,增强耐冲击性的目的。
1.3 企业原有废水处理工艺
企业现有的废水处理工艺如图1所示。废水经调节池进入水解池,酸化处理后进入SBR池进行脱硫处理,沉淀后清水进入中间池,接触氧化池,达标后排放。SBR池的沉淀污泥则用于补充水解酸化池的污泥。主要的处理工艺水解酸化和SBR处理,通过好氧-厌氧组合处理分解废水中的有害物质。

图1 原有废水工艺处理示意图
2 抗生素生产废水处理工艺改进措施
2.1 现有废水处理工艺存在的问题
前端预处理进水悬浮物含量高,因此容易引发进水负荷高且进水不均匀的问题,导致系统产生较大的波动。在SBR池,由于鼓风机供风量不足,导致池内氧气不足,系统出水指标不能达到排放标准,从而引起下游气浮池负荷增加,气浮处理效果差,释放头损坏,溶气效果降低,不能保证出水效果,同时缺少必要的安全保护和过载保护、过渡装置。由于在抗生素生产过程中废水处理存在以上问题,废水处理成本居高不下,企业面临巨大的环保负担,影响生产运营,因此需要改进原有工艺,对污水处理系统进行优化升级。
2.2 废水处理工艺改进措施
在总结企业多年的抗生素废水处理工艺经验的基础上,对企业原有的废水处理系统进行了升级改造,改造后的废水处理工艺如图2所示。
改进措施主要包括增加初级沉淀池,在接触氧化后增加二次沉淀池,污泥经浓缩后返回酸化水解池。通过工艺的改进,悬浮物减少50%以上,COD下降20%以上,工艺改进后,COD、氨氮去除率稳定,COD、氨氮排放浓度稳定。
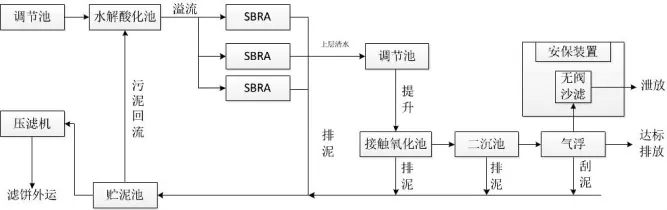
图2 改进后的抗生素生产废水处理工艺
3 结语
论述了抗生素生产过程中废水的来源、特点以及废水处理存在的困难,对企业原有的废水处理系统进行分析,指出了原有系统存在的问题,提出了新的工艺优化措施,通过试运行发现,改进后的废水处理工艺能够符合环保要求,企业用较少的投资达到了节能减排的效果。
