薄壁奥氏体管对接接头相控阵CIVA模拟研究
2019-03-29周路云王国圈刘书宏
周路云 王国圈 刘书宏
上海市特种设备监督检验技术研究院 (上海 200062)
薄壁奥氏体管对接环缝的在役检测长期以来均采用射线方法,该方法存在劳动强度大、效率低、周期长、成本高、射线对人体有害、只能夜间作业等缺点,特别是射线照相时必须排空管内介质,不能实现在用检测;对于安全影响最大的缺陷自身高度,射线底片也不能提供定量数据。目前,NB/T 47013—2015《承压设备无损检测》仅对壁厚为10~80 mm的奥氏体不锈钢对接接头给出了检测方法,对于厚度小于10 mm的薄壁奥氏体不锈钢对接接头的检测并没有规定。随着相控阵技术的发展,对于小于10 mm的奥氏体不锈钢管对接接头的检测能有效地进行,但是对于不同口径、不同壁厚管道的检测,需要制定不同的检测参数。CIVA模拟软件能在现场检测前,快速地确定并完善检测参数,为现场检测打下扎实的基础。
CIVA作为近年来有效的无损检测仿真软件,应用于各种检测方法的模拟仿真研究。CIVA软件包括仿真、成像、分析等模块,常用于检测工艺的设计和优化,能有效模拟现场检测过程中可能遇到的各种问题,为现场检测提供了有效保障。目前,CIVA软件包括射线检测、超声检测、涡流检测、相控阵检测等模块。
相控阵检测技术是近年来发展起来的无损检测新技术,通过利用线阵列或面阵列排列的探头按照指定的激发顺序进行超声脉冲信号的激发,相控阵技术实现了声束的快速电子控制,通过调整聚焦点到每个晶片的相对距离,使每个晶片激励的球形波的最大峰值在既定的聚焦点汇聚,对每个晶片的发射次序进行精确的计算,实现精确定位检测。由于薄壁奥氏体不锈钢管对接接头管壁较薄,常规超声的超声波盲区往往大于其壁厚,且大曲率管道及奥氏体不锈钢材质引起超声波的散射衰减,使检测灵敏度大幅降低。因此,通过CIVA模拟软件,运用有效的相控阵检测方法解决薄壁奥氏体不锈钢对接接头的检测。
1 相控阵检测参数选择
薄壁奥氏体不锈钢对接接头的相控阵检测采用武汉中科创新技术股份有限公司提供的便携式相控阵检测仪,该仪器支持32通道,且有配套的线性相控阵探头,在实际的检测中只需要根据被检测工具的外形尺寸选择合适的相控阵探头楔块参数(如表1所示)。
1.1 探头频率的确定
超声相控阵检测仪所匹配的超声相控阵探头有3种频率,分别为2,5和7.5 MHz。针对薄壁奥氏体不锈钢管对接接头的检测,分别采用3种频率的相控阵探头进行缺陷回波的模拟仿真,结果如图1所示。
在上述仿真中,设计的反射体为深0.5 mm、长5 mm、宽度小于1 mm的刻槽,分别采用2,5和7.5 MHz相控阵探头进行模拟检测,反射体的回波信号显示结果表明:频率为5和7.5 MHz的相控阵探头的检测效果较好,且能够分辨壁厚方向的3个相同尺寸(0.5 mm×5 mm)刻槽的缺陷信号,二者中7.5 MHz相控阵探头检测效果最好;频率为2 MHz的相控阵探头虽然能够检测到缺陷,但分辨力较差,设计的3个刻槽信号显示粘连在一起,无法区分开。故可选择的相控阵探头频率为7.5 MHz或5 MHz。
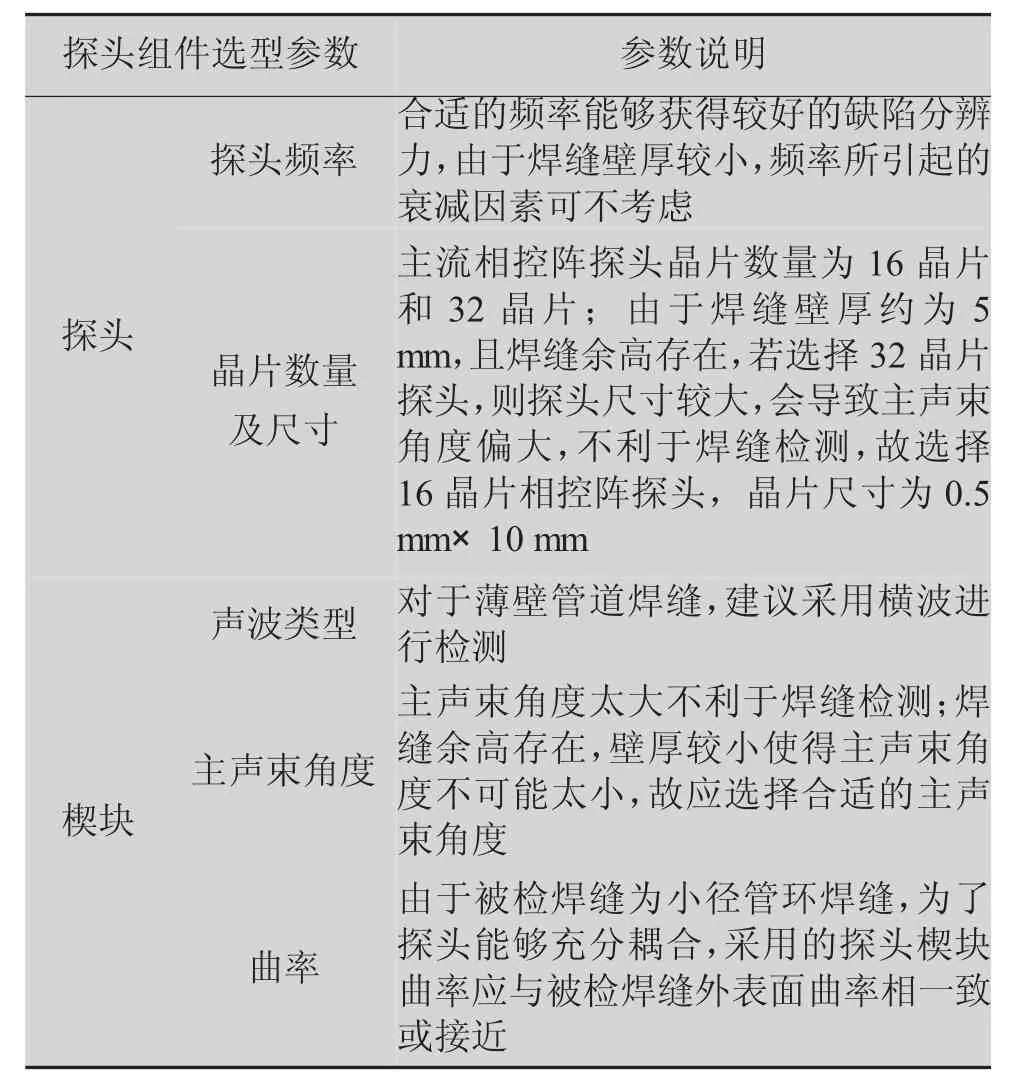
表1 超声相控阵探头组件选型参数
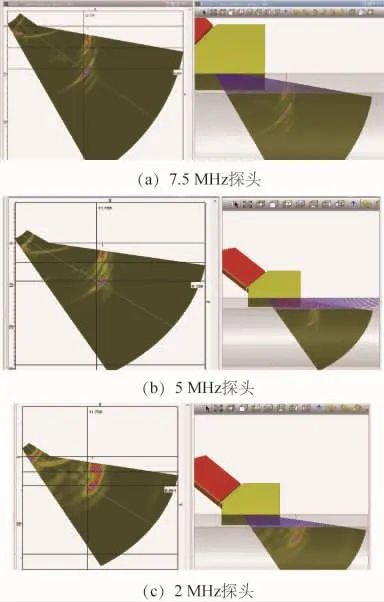
图1 相控阵探头不同频率缺陷回波模拟仿真结果
1.2 主声束角度的选择
探头楔块主声束角度主要根据以下2个方面来进行确定:
(1)对于焊缝可能存在或重点关注的缺陷,采用该角度有很好的检测效果;
(2)在检测过程中,该角度的扇扫范围能够覆盖焊缝全体积,即焊缝宽度和焊缝两侧热影响区(两侧距焊缝融合区5 mm范围内)。
标准中对于常规超声探头入射角斜率的规定,可以用作相控阵主声束角度选取的参考。如表2所示。

表2 管道壁厚与入射角的关系
对于薄壁管道焊缝,在焊接过程中可能存在体积性缺陷,如气孔、夹渣等,在管道运行过程中,易产生根部开裂,所以相控阵检测中主要针对根部裂纹类缺陷。另外,也应注意体积性缺陷的扩展情况。下面根据45°、60°和65°不同主声束角度的探头楔块,模拟仿真刻槽的回波信号显示。仿真结果见图2。
图2反射体回波CIVA仿真结果显示,65°和60°相控阵探头检测效果最好,能够清晰检出壁厚方向的3个反射体信号。另外,为了使得检测能够覆盖焊缝全体积,需确定探头与焊缝的相对位置。在本研究中,被检测焊缝的外表面宽度为9~10 mm,即焊缝中心线距焊缝边缘小于5 mm,因此可进行如下仿真模拟:
模型建立时,使探头楔块前沿与焊缝中心线的距离为10 mm,分别在焊缝两侧热影响区位置设置2个Ø1 mm×5 mm的横孔,采用主声束60°楔块,扇扫角度为30~80°,进行缺陷回波仿真。结果见图3。
从图3可以看出,焊缝两侧热影响区的Ø1 mm×5 mm横孔能够有效检测出,即主声束60°的扇扫可有效实现焊缝全体积扫查。通过上述分析,根据选定的超声相控阵探头组件参数,对接接头宜采用扇形扫描检测。对于工件厚度为4~10 mm的焊缝,应采用三次波、二次波或四次波分开设置进行检测,显示方式可选择按声程显示成像或按实际几何结构显示成像,如图4所示。

图2 相控阵探头不同声束缺陷回波模拟仿真结果

图3 相控阵扇扫覆盖范围仿真结果

图4 相控阵扇扫成像示意图
2 结论
通过运用CIVA模拟软件对现有的探头参数进行模拟仿真,建立薄壁奥氏体管对接接头模型,运用CIVA软件进行探头激发和声束覆盖仿真,结果表明:运用7.5 MHz频率的探头,主声束采用60°的扇形扫查,可以有效实现薄壁奥氏体钢管对接接头的全体积扫查,为下一步的工艺验证性检测及现场检测打下了坚实的基础。
