基于低温烧结银的航天功率模块基板大面积连接工艺改进
2019-03-28姜涵宁梅云辉
姜涵宁 李 欣 梅云辉
(天津大学材料科学与工程学院,天津 300350)
0 引言
随着宽禁带半导体的使用,航天功率电子器件处理的电流与电压变大,产生更多热量,影响器件寿命[1]。另外,太空中高辐射、大温差等恶劣环境,对功率器件封装可靠性提出了新的要求。在功率模块封装结构中,最重要的是芯片与基板(芯片连接,Die Bonding,>100 mm2)以及基板与底板(基板连接,Substrate Bonding,>500 mm2)之间的连接。作为保证界面散热的关键通道,连接层的高温可靠工作和散热能力尤为重要[2-4]。
传统的锡铅焊料和无铅焊料的熔点较低,无法满足大功率IGBT器件中热界面材料的要求,且在高温、震动等恶劣环境下,焊料合金容易产生金属间化合物[5]。而烧结银具有多孔结构,有利于消除接头的应力集中,在高温下显示出比SAC305接头更长的疲劳寿命[6-7]。另外,烧结银具有工艺温度低、熔点高、导电性和导热性高等优异性能,已成为极具前景的新型封装界面材料[8]。近年来,小面积烧结银已成功应用于功率模块中的芯片连接材料[9],然而关于使用大面积烧结银进行基板连接的报道很少。若能使用烧结银实现基板与底板之间的大面积互连,则将极大地提升航天功率模块的散热性能和可靠性[10]。然而,超大的粘接面积引发一系列问题,如溶剂蒸发时间过长,收缩率大和焊膏溢出。一方面,焊膏中的溶剂必须充分蒸发,以避免残余有机物造成粘接层中的缺陷;另一方面,焊膏与上下板之间还需良好的润湿。
本文提出了一种单层印刷银焊膏粘接大面积(>500 mm2)烧结银接头的方法,该工艺可减少步骤并降低烧结压力,以适用于航天功率器件中基板封装。通过无损检测、剪切测试和微观形貌表征接头性能。
1 实验
1.1 材料
本文所使用的银焊膏由银微粒和有机物组成,固体负载量约为85%。焊膏中银微粒的平均粒径为2 μm,表面能较高,因此可以在远低于熔点的温度下完成连接,但也极易发生团聚。因此焊膏中含有分散剂、黏合剂、稀释剂等有机物,以确保颗粒分散/聚合物稳定、焊膏可印刷性和流动性。有机物在烧结之前必须去除。
大面积烧结银接头试样由使用焊膏粘接的两个直接覆铜板(DBC)制备。DBC基板尺寸为25 mm×25 mm,其中用于大面积连接的覆铜尺寸为24 mm×24 mm,陶瓷厚度为0.4 mm,两侧覆铜厚度均为0.3 mm。DBC基板表面电镀10μm厚的银层,以防止铜的氧化和烧结过程中的扩散,确保良好的烧结质量。
1.2 试样制备
试样制备的过程包括以下几个步骤。首先,将厚度为100μm的焊膏丝网印刷到清洁的DBC下基板上,保证表面光滑均匀。为确保所有样品尺寸一致,提高实验效率和可重复性,定制的夹具用于固定下基板,控制烧结银的厚度,促进上下DBC同心对准。将试样置于可编程精密控温加热板上进行预干燥,然后将顶部DBC基板安装到焊膏层上,形成DBC基板三明治结构。放置一块氟橡胶在三明治结构上,起到缓冲均压的作用。最后,使用本课题组自行研发的可控压力烧结炉将样品在280℃下在2 MPa的压力下烧结40 min。试样如图1所示。

图1 大面积烧结银基板连接接头示意图Fig.1 Schematic of large-area substrate-bonding joints
1.3 工艺制定
传统的小面积烧结银工艺采用的升温速率为5℃/min,在200℃左右停留时间过长,焊膏在相对较低的温度下开始烧结,致密化程度较低。另外,对流干燥导致干燥速度较慢,烧结时仍有大量有机物残留造成缺陷,严重影响界面热阻,削弱模块的可靠性。
大面积烧结的挑战在于溶剂排放距离和溶剂量增大,导致高而不均匀的孔隙率和气泡等缺陷,限制了烧结银在基板连接上的使用。TAN等人通过双层印刷方法获得大面积烧结银接头,辅助压力为1.8~2.8 MPa[11]。GAO等人研究了通过双层印刷方法制备的大面积接头界面热阻的二维分布[12]。但双层印刷的方法工序复杂,并且第二层的厚度很薄,难以保证焊膏与上基板之间的完全润湿。
对于烧结银而言,适当的干燥方法是高质量互联的关键因素,必须在干燥时间和最终互连质量之间取得平衡。为此,在烧结工艺前采用开放式接触干燥技术。与对流干燥等相比,开放接触干燥具有更大的蒸发面积,可以快速均匀地去除溶剂,同时焊膏上表面温度相对较低,仍然保留所需的润湿性,因此非常适用于超大面积烧结[13-14]。另外,在大面积基板连接中,对粘接层的致密化均匀程度要求极高,以避免局部热阻升高产生热量聚集,损坏芯片。因此,在改进工艺中,采用直接加热至280℃的升温速率,以快速通过非致密化烧结阶段[15]。
参考图2所示的银焊膏的热重分析(TGA)分析结果,制定了如下图3烧结工艺。焊膏开放接触干燥温度为有机物开始挥发的温度50℃,以便于控制有机物含量。烧结温度选取有机物挥发完全温度280℃,以保证粘结层中不产生缺陷。

图2 银焊膏热重(TGA)分析Fig.2 Thermogravimetric analysis of silver paste

图3 改进的大面积烧结银工艺示意图Fig.3 Modified processing of large-area silver sintering
1.4 性能表征
试样制备完成后,根据GJB4027A—2006标准,超声扫描显微镜面扫描模式(C-scanning acoustic microscope,C-SAM)和X射线计算机断层扫描(XCT)用于评估烧结银层的的微观结构,观察有无气孔、裂纹等缺陷。本文所使用的X射线计算机断层扫描仪型号为YXLONY Cougar SMT,其分辨率可达1μm。超声扫描显微镜型号为SONIX ECHO,其分辨率为0.5μm,重复精度为±0.5μm。为了检验24 mm×24 mm的大面积烧结银接头的机械性能,用金相切割机将样品按照4排4列的形式切成16个小块,通过剪切测试仪以0.2 mm的恒定剪切速率进行测试,获得试样的剪切强度大小和分布,从而评估粘接质量。扫描电镜(SEM)用于观察剪切断裂位置的形态,获知失效形式。另外,为研究界面结合情况和孔隙率,使用SEM观察横截面微观结构。
2 结果与讨论
2.1 无损检测
为了考察单次印刷工艺所制备大面积烧结接头的连接质量,采用C-SAM和X-CT进行无损检测,结果如图4所示,采用改进工艺制备的大面积连接试样中的焊膏层表现出均匀的结构,没有明显的孔洞或裂纹等缺陷。烧结银层与基板的界面紧密结合,没有发生分层。无损检测的结果证明,根据焊膏的热重分析曲线改进的烧结工艺,保证了焊膏中有机物的充分干燥,避免了残余有机物迅速沸腾导致的气泡或气体逸散形成的气道,实现良好的烧结质量。
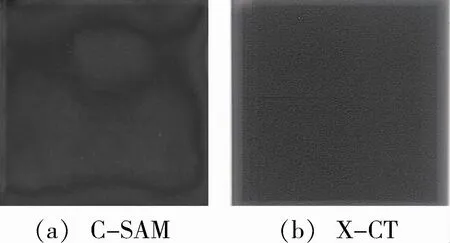
图4 大面积烧结银基板连接接头无损检测图像Fig.4 Non-destructive testing image of large-area sintered silver substrate joints
2.2 剪切强度分布测试
低温烧结银大面积连接接头的强度二维分布情况如表1所示。结果表明,采用改进工艺获得的低温烧结大面积连接平均强度可到达45.18 MPa以上。强度分布在34.42~51.84 MPa内,总体均匀稳定,和无损检测的结果一致。试验证明改进的大面积烧结银工艺可以满足航天功率模块的机械性能要求。
综合考虑无损检测和剪切试验的结果,改进工艺制备的大面积烧结接头焊膏分布均匀,粘接强度高,没有明显的孔洞、裂纹等缺陷,可满足航天功率模块中基板粘接的要求。通过优化的烧结工艺制备的试样的断裂模式和微观结构使用SEM表征。

表1 大面积烧结银基板连接接头剪切强度二维分布Tab.1 Two-dim ensional distribution of shear strength of large-area sintered silver substrate joints
2.3 连接试样微观分析
2.3.1 断面微观分析
连接试样的剪切断面微观形貌如下图5所示。通过对剪断试样的观察发现,大面积烧结接头的剪切失效发生在烧结银层内部。断面上可以观察到大量具有明显塑性变形的晶粒,形成韧窝,表现出典型的韧性断裂形貌。同时,试样的剪切强度达到45.18 MPa,也证实了这一点。剪切断面微观结构说明焊膏与上下基板的界面上形成了可靠的连接。高倍率SEM图像显示银颗粒之间的良好致密化,没有孤立的银微粒存在,晶粒之间也紧密结合。可以证明银浆中的分散剂被充分烧蚀,这意味着改进工艺可以有效地提高连接质量。

图5 大面积烧结银基板连接接头剪切断面SEM图像Fig.5 SEM image of shear section of large-area sintered silver substrate joint
2.3.2 横截面微观分析
通过对改进工艺制备的试样截面进行SEM显微观察,从下图6中可以看出,焊膏层与上连接层DBC基板和下连接层铜底板之间,均通过银粒子的充分扩散,完成了界面的可靠连接。与无损检测的结果一致,SEM图片显示界面上没有发生分层现象。烧结后的银焊膏层呈现典型多孔结构,平均厚度为50μm,没有气泡或裂缝等缺陷,表现出均匀的致密化程度。
银焊膏烧结后的多孔纯银结构,除了具有较传统连接材料更高的导电、导热性能以外,还具有较低的弹性模量,可以很好的削弱由于上下连接层热膨胀系数不匹配造成的剪切应力,获得更好的长期可靠性。
孔隙率对烧结银性能的影响不可忽略。通常,孔隙率越低,粘合层的热电性能越好。Image pro plus用于处理图像并计算孔隙度。为了缩小误差幅度,采用四个SEM图像的平均值。孔隙率为4.82%,远低于双层印刷工艺的孔隙率17.6%[11]。横截面微观形貌分析表明,通过优化工艺实现了用于基板连接的高质量大面积烧结银接头。

图6 大面积烧结银基板连接接头横截面SEM图像Fig.6 SEM image of cross section of large area sintered silver substrate joint
3 结论
本文改进的航空功率模块中大面积(>500 mm2)连接低温烧结银焊膏工艺,主要结论如下:
(1)采用单层印刷,50℃,60min的预干燥步骤可以有效控制缺陷,获得没有明显缺陷的大面积银焊膏烧结连接接头。
(2)快速升温可优化烧结质量,所得接头强度分布均匀,平均强度可达45.18 MPa,在剪切测试中表现出内聚破坏模式和典型的韧性断裂形态。
(3)采用改进工艺制备的烧结银连接层微观结构均匀致密,孔隙率为4.82%,没有发生分层现象。
