微沟槽周期结构表面的磁性复合流体微纳光整研究及实验教学装置应用
2019-03-26姜晨,张瑞,郝宇
姜 晨,张 瑞,郝 宇
(上海理工大学 机械工程学院,上海 200093)
微纳加工是实现零件微、纳米量级几何特征成形的加工技术,加工对象包括毫米、微米和纳米量级微小零件或零件的微、纳米级几何结构[1-2]。作为前沿加工技术,微纳加工在现代先进制造技术领域占有举足轻重的地位,因此,它也一直是高等工程教育中机械制造类课程的重要教学内容。由于大部分传统微纳加工设备作为高精密装置,价格昂贵、操作复杂、对加工环境要求苛刻,如光刻机、离子束加工设备、原子力显微镜等,极大地限制了相关设备在微纳加工实验教学中的广泛应用。如何解决微纳加工技术在“精密加工技术”等机械制造类课程实验教学中的设备应用瓶颈问题,是机械制造专业领域和工程教育专业领域共同关注的技术性难题。
磁性复合流体(magnetic compound fluid,MCF)是一种磁介质,由磁性颗粒(微纳米级铁粉)、磨料、植物纤维素(增加黏稠度)及基液(水或煤油)组成[3-4]。在永磁场的作用下,MCF能够形成具有黏稠性的Bing ham流体抛光头。由于MCF抛光头与工件之间形成的是软接触,即所谓的柔性抛光,代替传统抛光中的散粒磨粒,能实现对工件表面形貌自适应的微纳去除[5-6]。因此,相对于传统各类超精密抛光方法,MCF具有实现微纳结构表面材料可控微去除的技术潜力。同时,MCF中各成分的材料价格适中,抛光工艺对设备结构复杂度要求低,除了能够作为一种经济的微纳加工制造技术外,MCF抛光也极为适合应用于面向微纳加工的实验教学演示。该应用将能够增强相关专业学生对微纳加工技术的直观认识,促进其对机械制造领域复杂工程问题的理解[7],使得机械制造类课程实验教学过程更加符合“工程教育”的培养目标[8],推动机械制造专业实验装备技术发展,为“新工科”背景下高等工程教育的实验教学建设提供硬件升级[9-10]。
1 实验装置设计
根据微纳加工特点,需要把微小尺度范围的零件形貌变化可控地展现在教学过程中,如微结构表面;通过可控加工改变表面形貌特征,如微观几何形貌。首先根据MCF能够利用磁性附着在抛光工具上的特点,以抛光轮驱动MCF旋转的不同几何面区分,设计端面式和圆周面式两种基本抛光方式。图1和图2分别为MCF抛光原理及抛光机构。

图1 MCF抛光原理Fig.1 MCF polishing principle
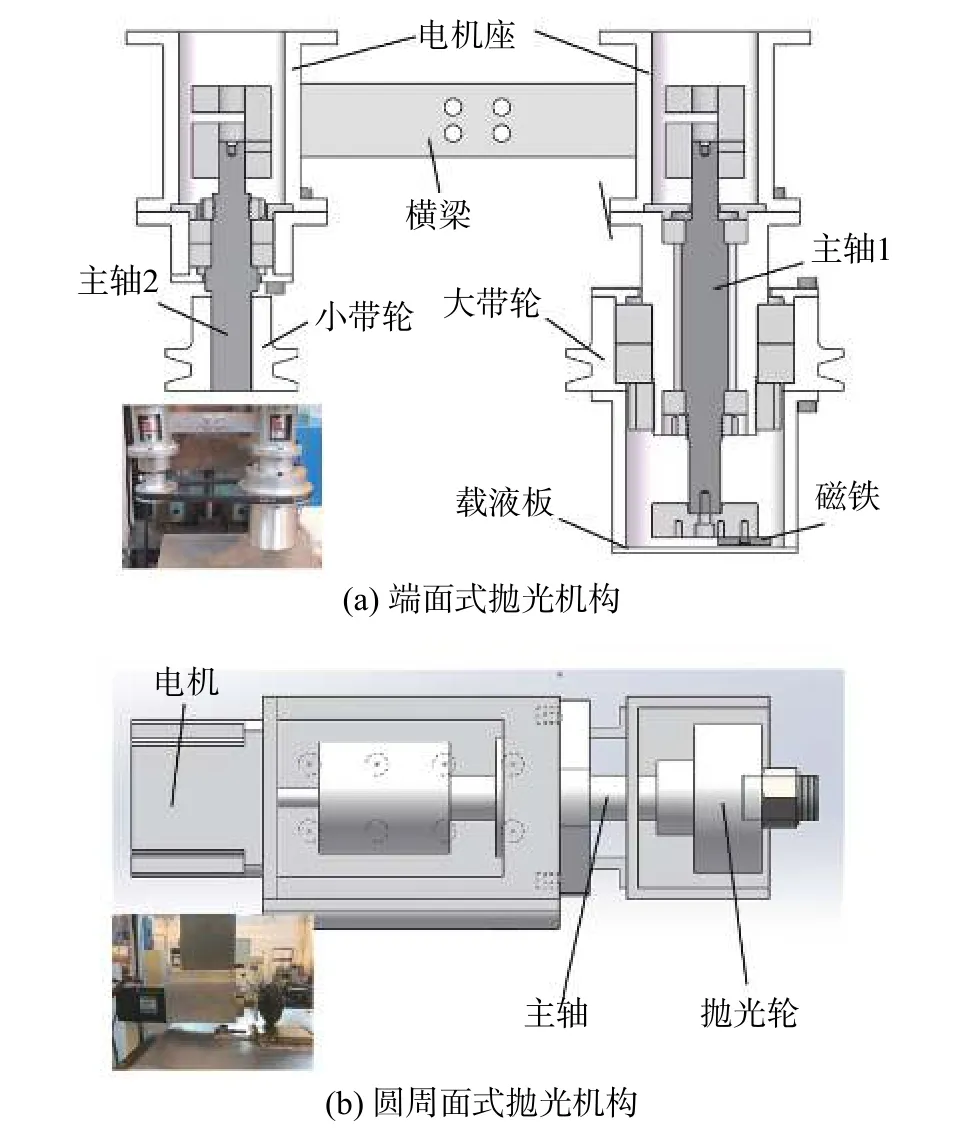
图1(a)为端面式MCF抛光原理,永磁铁以偏心距e固定于磁铁盘下方,载液板固定于永磁铁下δ处,用于附着MCF,转速为nt。永磁铁以转速nc旋转,产生绕主轴旋转磁场。圆周面式MCF抛光原理如图1(b)所示,MCF抛光轮由左右两片环形挡板和中间环形磁铁构成,环形磁铁绕水平轴旋转形成动态磁场。当一定质量MCF引入抛光轮和工件的工作间隙Δ时,MCF磁化形成磁性簇,变成黏稠状。两种机构的MCF在加工区域内部结构如图1(c)和1(d)所示,受磁力和重力的综合作用,MCF中大部分非磁性磨料向下移动聚集于MCF下表面。在动态磁场的作用下,MCF中的磨料和工件表面之间产生相对运动,从而发挥微切削作用,实现材料去除。
图2(a)为设计的端面式MCF抛光装置基本结构,主轴1带动永磁铁转动,主轴2通过皮带带动套筒下的载液板相对永磁铁逆方向转动,MCF受磁铁磁力吸附在载液板下方,受旋转磁场驱动变成半凝固状抛光头。如图2(b)所示,圆周面式抛光装置的结构包括电机、主轴、抛光轮等。抛光轮中间是环形永磁铁,加工时通过电机带动抛光轮旋转,从而形成旋转磁场驱动MCF在加工区域流动,实现材料去除。
2 微纳结构表面光整加工实验
利用MCF实现微结构表面形貌自适应的微结构加工,从而验证MCF可以作为一种微纳加工手段,改变微结构表面微观粗糙度,且不破坏微结构本身几何形状。
2.1 实验流程
选择H26 黄铜工件(尺寸20 mm×20 mm×10 mm),采用二维椭圆超声振动与精密伺服驱动进给相结合的微结构切削方法,在工件表面预先加工出周期为40 μm左右的微沟槽条纹[11-12]。
如图3所示,MCF抛光流程包括:配比抛光液、抛光头成形、抛光加工、试件清洗、试件测试。a.配比抛光液:利用高精度电子秤,将磁性颗粒、磨粒、水、α纤维素按照一定比例配置成抛光液,并用搅拌器充分搅拌,使磨粒分布均匀;b.抛光头成形:主轴以低速带动磁铁转动,将搅拌均匀的抛光液加到载液区域,旋转逐步使抛光头成型;c.抛光加工:根据加工目标设置抛光参数,包括抛光头转速、抛光工作间隙(抛光头和试件表面距离)、抛光时间等;d.试件清洗:抛光后使用超声波对试件进行清洗,有效去除试件表面MCF残留;e.试件测试,根据需要采用光学显微镜、轮廓仪等对试件加工表面进行检测。
2.2 实验结果

图3 实验流程Fig.3 Experiments flow
端面式抛光头的MCF在旋转时,其表面各点线速度随离轴心距离不同而变化,因此抛光头表面材料去除率分布不均匀。而圆周面式MCF由抛光轮圆周面旋转驱动,加工区域线速度相对较一致,因此采用如图4(a)所示圆周面式抛光头进行实验。图4(b)为抛光前的工件表面原始微沟槽条纹,条纹上存在大量微刮痕,方向与条纹方向垂直,这是微结构切削过程中刀具刀尖附着物在工件表面留下的切痕。
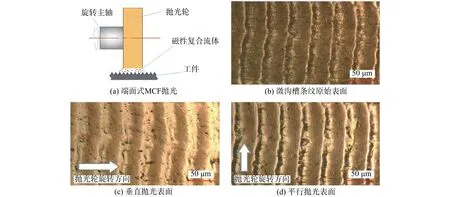
图4 抛光实验结果Fig.4 Polishing experiment results
采用表1所示实验参数,分别沿微沟槽条纹平行和垂直方向旋转抛光轮进行抛光实验。图4(c)为抛光轮沿微沟槽条纹垂直方向进行抛光的工件表面,可以看到虽然抛光后的表面光洁度得到提高,但微沟槽条纹的表面材料去除量较大,微沟槽条纹结构形貌被破坏。图4(d)为抛光轮沿微沟槽条纹平行方向进行抛光后的工件表面,微沟槽条纹表面的微切痕大部分被明显去除,微观表面光洁度显著提高,并且微沟槽结构没有发生加大变化。图5为平行抛光前后通过共聚焦显微镜测量三维数据后截取的微沟槽条纹轮廓,X,Z为工件表面坐标,可以看到抛光后微沟槽几何结构基本没有变化。沿条纹平行方向截取表面轮廓计算其表面粗糙度Ra从抛光前0.3 μm降低到0.04 μm。
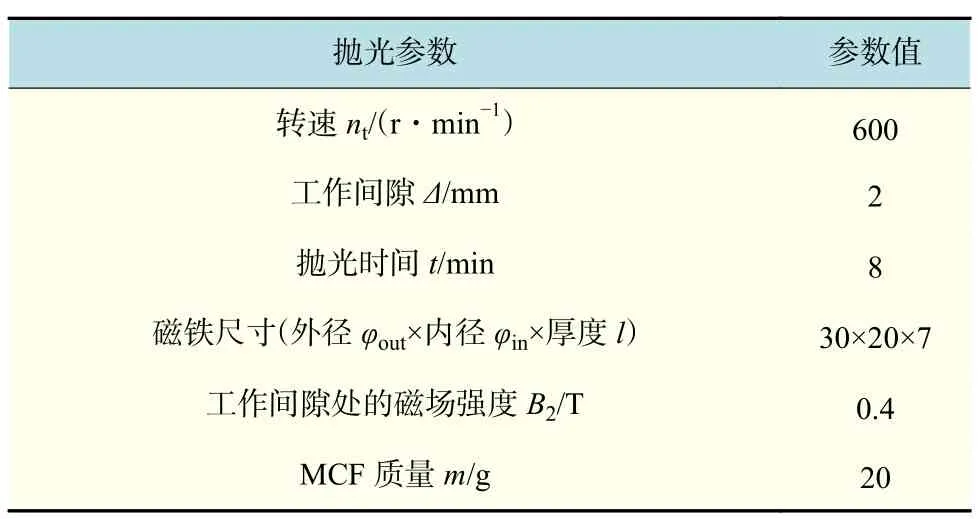
表1 实验参数Tab.1 Experimental parameters

2.3 实验分析
由于微沟槽结构尺寸非常小,常规抛光的游离态抛光液会很快抛光去除整个微结构表面。当抛光方向垂直于微沟槽条纹时,流体难以充分覆盖并流过微沟槽,材料去除由流体的宏观流动起主导作用,无法充分去除微结构表面材料。而抛光方向顺着微沟槽条纹方向时,MCF与微沟槽表面接触充分,沿微沟槽方向流动顺畅。由于MCF具有黏稠性,拥有较好的材料微观去除能力,因此,在合适的流体流动控制与引导下,MCF具备可调节的微结构表面流动适应性,可实现微沟槽条纹表面的微纳光整加工,且不破坏表面微结构。实验教学过程中,通过对比不同抛光方向下微沟槽条纹表面微观照片,能够直观看到加工工艺对微纳结构抛光效果的影响;配合使用轮廓仪测量出微结构表面二维轮廓曲线,可以从数值角度进一步了解MCF对微结构的光整效果。
3 结 论
针对现有微纳加工实验教学设备的技术困境,基于MCF性能优势设计一种新型微纳加工方法及实验教学装置。根据微沟槽条纹表面的结构特点,采用圆周面式MCF抛光头沿平行于微沟槽条纹表面的抛光方法,实现不破坏微沟槽条纹表面结构的可控微尺度抛光加工。MCF是具有一定黏度的流体,对微结构表面具有良好的表面自适应性,并且能够通过调整MCF配比和磁场大小,改变黏稠度,从而使其适应不同尺寸的微结构表面抛光,因此具有良好的学术研究价值和工程应用潜力。该装置中关键机构“抛光头主轴”结构简单,MCF和永磁铁等关键实验耗材成本低,实验过程操作简单,微沟槽条纹工件可以通过普通车削加工获得。因此,整个实验方法及装置具有很好的普适性和推广价值,适合作为标准微纳加工教学实验设备进行推广和普及,为“精密加工技术”等机械专业制造类课程实验教学提供了良好的硬件支持。