轨道车辆车窗弹性粘接密封技术研究
2019-03-25赵民
赵民

摘要:概述了弹性粘接密封技术的特点,比较了弹性粘接密封技术与传统连接方式的区别,以车窗粘接密封为例,从粘接设计、试验验证、粘接工艺三方面详述了弹性粘接密封技术在轨道车辆中的应用示范。粘接设计主要通过有限元分析进行强度校核,验证粘接强度小于许用强度要求,试验验证包括常规性能、老化性能、基材匹配性、疲劳性能等,测试性能满足设计要求,另外,对施工工艺进行了规范,保证粘接工艺可靠性。
关键词:弹性粘接密封;粘接设计;试验验证;粘接工艺
中图分类号:TQ436+.6文献标志码:A 文章编号:1001-5922(2019)00-0172-05
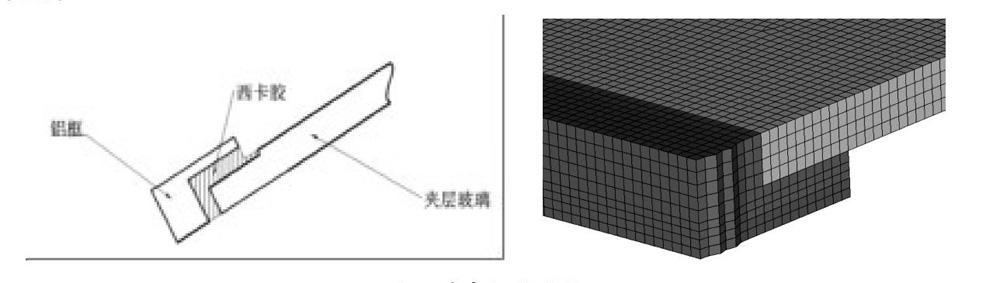
随着轨道车辆对轻量化、舒适度要求的不断提高,新材料应用比重越来越大,粘接密封技术得到了越来越广泛的应用。粘接结构相较于传统的机械结构具有应力分布均匀(图1)、轻量化、减振降噪、模块化组装等优势。弹性粘接密封一般是指胶层厚度超过1~5mm,固化之后胶层具有类似橡胶的性能,能在超过15%的变形下长期使用的粘接密封技术。轨道车辆常用的弹性厚膜胶粘剂有改性硅烷胶、单组分聚氨酯胶、聚硫胶等。对于结构件如前窗、侧窗、低地板侧墙等,应采用较高强度的结构胶,如Si-ka265、Sika254、Bostik ISR7003等,对于非结构件如内装系统,可采用强度较低的密封类胶粘剂,如Sika221等。
上述胶粘剂在轨道车辆中应用需要经过粘接设计、试验验证、粘接工艺3个步骤,以保证结构可靠性。
1弹性粘接密封设计
1.1粘接结构仿真
弹性粘接密封结构设计主要需要考虑接头形式、强度要求、胶层厚度、胶粘剂选择等。粘接接头以搭接、压肩接、单双面叠接等方式为佳。按照DIN6701粘接技术体系要求,对于A1和A2等级粘接部件的设计需要出具粘接仿真报告。以前窗粘接结构为例,粘接细节结构如图2所示,夹层玻璃通过西卡胶连接到骨架上。
使用hypermesh软件划分网格,对玻璃、窗框、西卡胶采用三维体单元,建立有限元模型,其中红色为西卡胶。对胶的评判,按照DVSl618标准,等效应力应小于许用应力。许用應力计算公式为:
σZUI为许用应力,σch为拉伸剪切应力,fT为温度影响因子,fM为环境影响因子,fL为静载影响因子,fD为动载影响因子,fG为几何影响因子,S为安全系数。通过上式计算得出西卡胶许用应力为0.6MPa。
粘接面的等效应力计算公式为:
σv为粘接面等效应力,σ为粘接面法向应力,τ为粘接面的剪切应力。其中,法向应力引起法向应变,剪切应力引起剪切应变。
法向应变ε计算公式为:
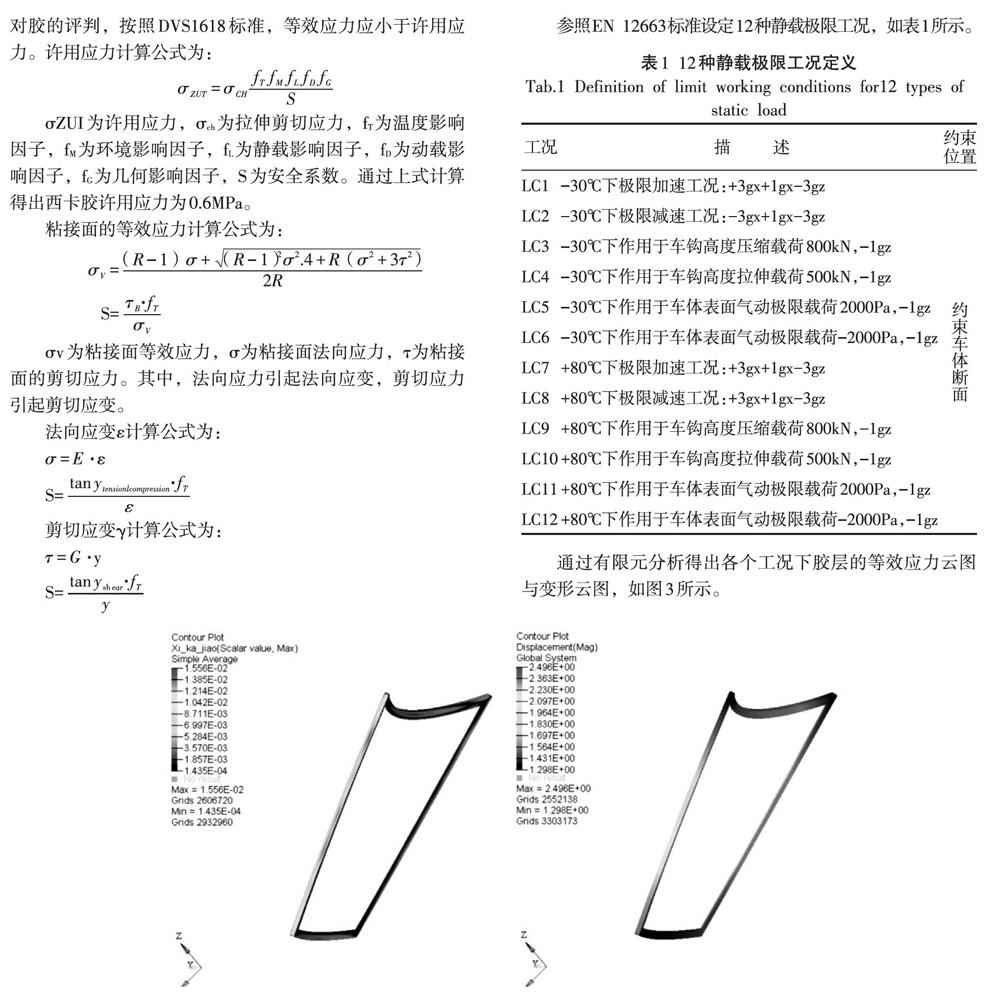
参照EN 12663标准没定12种静载极限工况,如表1所示。
通过有限元分析得出各个工况下胶层的等效应力云图与变形云图,如图3所示。
经计算,12种极限工况下,最大等效应力为0.3MPa,小于许用应力0.6MPa,同时最大变形0.14,小于允许变形0.2,初步判定该胶粘剂满足要求。
1.2胶层厚度设计
由于不同材料的线膨胀系数不同,当温度变化时,胶层必须能承受两种基材的相对变形。相对变形量计算公式为:
△1=0.5·1·(α1-α2)△T
其中1为粘接长度,α1α2为两种基材的线膨胀系数,△T为温差。以某城际车型前窗粘接为例,铝合金的线膨胀系数取较大值2.36x10-5/℃,玻璃的线膨胀系数取较小值2.78×10-6/℃,玻璃最大线性长度为1.7m,最大极限温差约为60oC,则两者的最大相对变形量为:
△1=0.5·1·(α1-α2)△T=0.5×1.7×(23.6-2.78)×10-6×60=1.1mm
理论上,胶层长期服役过程中可承受变形量约为15%-20%,所以,胶层厚度计算值为:
d=△1/0.15=1.1/0.15=7.3mm
经计算,厚度达到7.3mm就能保证粘接强度。实际应用中,设计值为10mm,保证了充足的安全余量。但随着胶层厚度增大,固化时间会增加,因此,厚度设计也不宜过大。
2粘接结构试验验证
新型粘接结构的设计与工艺必须要经过试验验证,验证内容主要包括常规性能、老化性能、基材匹配性、疲劳性能等。
2.1常规性能
常规性能试验验证需要测试的项点主要包括玻璃化转变温度、硬度等物理性质,以及拉伸强度、剪切强度等力学性能。按照粘接粘接密封作用的不同,改性硅烷胶和单组分聚氨酯胶各分为两种,相对应的应能满足Q/CR 491-2016标准规定的各项指标。
经测试,轨道车辆常用改性硅烷胶与单组分聚氨酯胶,粘接与密封两类,强度如表3所示,均满足标准要求。
2.2老化性能
人工气候老化试验包括紫外老化与高低温循环交变老化,按照Q/CR491-2016标准,改性硅烷胶经人工气候老化后拉伸强度与剪切强度保持率应在80%-120%之间。公司轨道车辆用三种侧窗粘接密封胶经人工气候老化后强度变化如图5所示,满足标准要求。
2.3基材匹配性
粘接结构还应经过DVS 1618《轨道机车车辆中的弹性厚膜粘接》基材匹配性测试。按照表4依次进行试验,每一步都要对胶条进行剥离测试,如果胶条剥离后其破坏模式为>95%胶粘剂内聚破坏或基材破坏则视为合格,如果破坏发生在界面层,则视为试验未通过,需要对基材进行合适的表面处理或者更换胶粘剂。
如图6所示,对5个步骤后胶层进行基材匹配性测试,每个步骤胶层内聚破坏率都大于95%,检测合格。
2.4疲劳性能
胶粘剂的疲劳性能也是验证内容之一。疲劳性能测试根据GB/T 27595-2011《胶粘剂结构胶粘剂拉伸剪切疲劳性能的试验方法》,试样施加循环的应力,根据施胶位置实际受力情况给定平均应力τm与应力幅τa,可以确定试样破坏的循环次数,用这些数据绘制S-N曲线,从而评价粘接处耐疲劳性能的置信区间。
3粘接工艺
3.1粘接环境
轨道车辆常用弹性厚膜胶粘剂改性硅烷胶与单组分聚氨酯胶均采用湿气固化,因此施工环境应保证一定的温湿度,否则会使固化速率降低,影响生产周期。一般要求温度为15~30oC,湿度以30%~70%为宜。
3.2表面处理
基材表面打磨是常用的表面处理操作,作用是去除表面氧化層,增加表面粗糙度,增大粘接面积,从而提升粘接强度。打磨操作一般采用“十字交叉”法。
清洁也是必不可少的表面处理操作,一般采用无纺布蘸清洗剂擦拭基材表面,擦拭时沿一个方向进行,防止造成二次污染。硅类污染物具有低表面能的特性,能够显著降低粘接强度,因此,必须对基材表面的硅类物质进行清洁。
胶粘剂还常常会用到底涂剂,有的底涂剂能通过与基材的化学物理作用增加粘接强度,有的涂层能防止紫外线老化。底涂剂使用前先摇匀,然后用毛刷蘸取底涂在基材表面涂抹薄薄一层,晾置约30min后再进行施胶操作。
3.3施胶
将胶粘剂装入胶枪,根据施胶量选择不同形状的胶嘴。圆形胶嘴常用于密封,三角形胶嘴常用于结构粘接,三角形胶条的高度一般为粘接厚度的两倍。按下胶枪,在指定位置平稳打胶。最后在胶的适用期内将粘接部件安装完。
4结论
粘接属于特殊工序,必须进行破坏性试验才能验证粘接状态。因此,粘接结构从设计、验证到工艺每一环节都必不可少。粘接设计通过有限元分析进行强度校核,强度与变形均满足车辆运营要求。试验验证是对粘接结构常规性能、老化性能、基材匹配性、疲劳性能进行测试,各项指标满足标准要求,粘接工艺规范了施工过程。
2016年公司通过了DIN6701粘接体系认证,规范了粘接工序设计、验证到工艺流程,对粘接接头安全等级划分、不同安全等级设计输出内容、设计图纸的规范与签审、试验验证项点、粘接工艺要求等均作了详细的规定,通过对粘接各个环节进行严格控制,保证粘接过程的有序进行。
