基于再制造粘胶修复技术的工程机械表层疲劳裂纹损伤修复研究
2019-03-25王博华
王博华

摘要:本文针对工程机械表层疲劳裂纹损伤进行了详细介绍,并基于有限元模型进一步探究了再制造粘胶修复结构处于各种参数状态时的修复效果,利用应力强度因子下降率实现了修复效果的量化与评估。结果表明,再制造粘胶修复技术具有其自身的独特优势,将会实现在工程机械领域的广泛应用,值得大力推广与应用,而在工程机械表层疲劳裂纹损伤修复中,选择硼/环氧树脂为补片材料,可以获得最佳修复效果,从而为工程机械再制造的实践奠定坚实的理论基础。
关键词:再制造;粘胶修复技术;工程机械;表层疲劳裂纹;损伤修复
中图分类号:TQ437+.1文献标志码:A 文章编号:1001-5922(2019)00-0154-04
1引言
由于工程机械使用环境太过复杂,金属结构所需承载交变载荷也非常复杂,处于全寿命周期时,很容易出现疲劳损伤,进而导致表层出现裂纹。对于整个工程机械而言,带有疲劳裂纹损伤的结构是其最薄弱的部分。再制造主要是针对寿命周期下旧机械结构进行分解与清理,修复损伤部分,并重新装配,采用科学合理的测试手段加以验证,然后促使再制造机械结构性能达到最佳状态。再制造粘胶修复技术是基于复合材料补片修复金属结构的损伤部分,确保能够及时恢复部件性能与寿命的技术。作为再制造的关键性技术,其具有以下显著性优势,即突出的可设计性、修复效果好、疲劳性能卓越、修复作业周期短、表层形状适应能力强、防腐蚀、结构修复后增重不明显、智能化监测。
2工程机械表层疲劳裂纹损伤
工程机械结构零部件的接触面滚动或者滑动复合摩擦的时候,受交变接触压应力影响下,零部件表层疲劳出现物质损伤。不同于一般材料疲劳损坏,其存在摩擦与磨损作用,表层出现塑性变形与发热现象,承受液体润滑介质作用。而且如何选择零部件材质、硬度、润滑油脂等,与表层疲劳损伤密切相关。裂纹损伤是受外部力度撞击或者持续性载荷作用,出现裂纹甚至完全断裂。零部件出现裂纹很多情况下就是从小裂纹开始的。机械零部件都是基于多元化加工方式所得,一般来说,都在一定程度上带着肉眼不可辨识的缺陷,在长期使用的作用影响下,裂纹逐渐发展,直到最后产生破坏性裂纹。裂纹对于金属连续性有着直接性影响,很容易造成应力集中,加快裂纹扩展,导致零部件受低应力作用提前性损坏,甚至引发安全事故。
3有限元建模
3.1几何建模
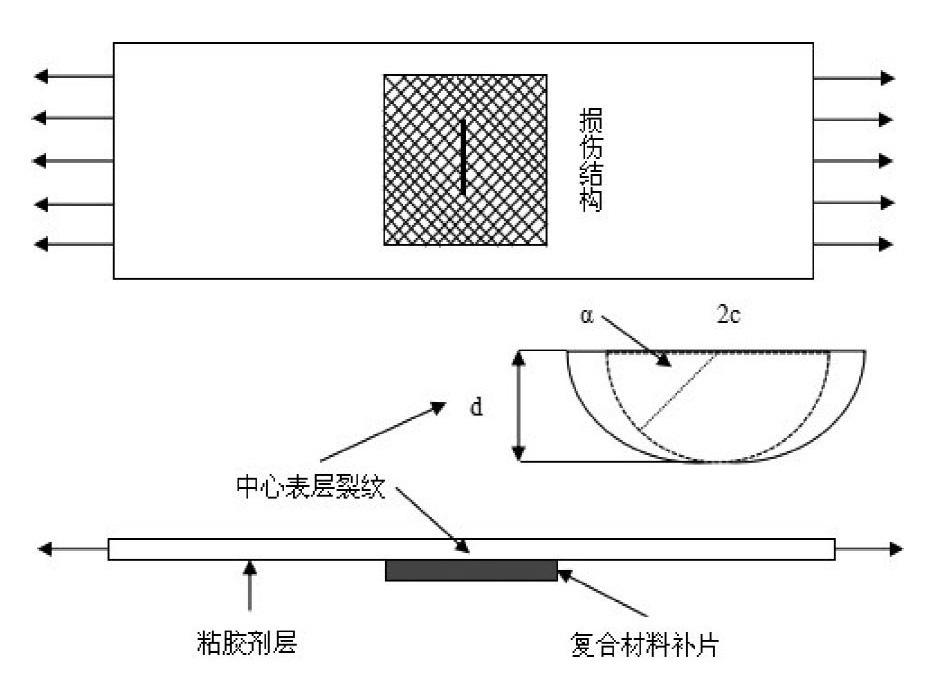
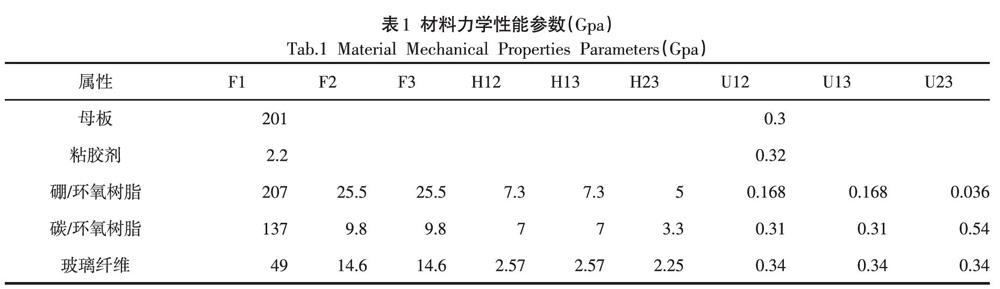
工程机械表层疲劳裂纹损伤结构材料的尺寸为200mm×100mm×10mm,其中带有中心表层裂纹,长度为2c,深度为d,选择三种复合材料补片,即尺寸为60min×60mm×3mm的硼/环氧树脂、碳/环氧树脂、玻璃纤维,以及60mm×60mm×lmm的环氧结构粘胶剂。粘胶修复结构具体如图1所示,金属裂纹母板的两端分别增加100Mpa均匀拉伸载荷。工程机械表层疲劳裂纹损伤结构材料力学性能参数具体如表1所示。
3.2有限元模型
在工程机械实践过程中,裂纹基本上都是三维裂纹,构建三维裂纹有限元模型,以此进行复杂结构裂纹尖端的应力强度因子计算,更加实际。而断裂力学理论也渐渐偏向于三维裂纹探究,但是,因为三维裂纹参数定义太过繁杂,计算时所消耗成本也比较高,因此,三维裂纹探究依旧处于浅层阶段。基于ANSYS Work bench断裂力学有限元计算模块,损伤结构一端添加固定约束力,而另一端添加100Mpa方向相互背离损伤结构均布拉伸载荷下,带有中心表层裂纹损伤结构的再制造粘胶修复有限元模型,采用位移外推法计算裂纹尖端应力强度因子。
3.3计算裂纹尖端应力强度因子
裂纹尖端应力强度因子(K)是与结构几何、裂纹尺寸、外在载荷等相关的函数,表征裂纹尖端所承受载荷与变形的实际情况,可表示裂纹扩展趋势与动力。所以,针对工程机械结构表层疲劳裂纹损伤的尖端应力强度因子,并进行修复效果量化与评估:
其中,K以N·m-322或Mpa·mm1/2为单位;Y代表无量纲参数形状系数,取值一般为1-2;σ代表名义应力,可忽略,以MPa为单位;a代表裂纹的半长,以mm为单位。
3.4表征修复效果
为更加生动形象地进行修复效果表征,以无量纲参数进行再制造粘胶修复效果阐述与分析:
其中,Ku代表未经过修复结构的应力强度因子;Kr代表再制造修复结构的应力强度因子;R代表再制造粘胶修复之后应力强度因子的下降率,其越大,修复效果越好。
4结果与讨论分析
4.1不同补片材料的影响
针对不同复合材料补片对于表层疲劳裂纹修复效果的作用分析,选择硼/环氧树脂、碳/环氧树脂、玻璃纤维进行再制造粘胶修复。具体影响作用分析如图2所示。
从图可知,再制造修复结构应力强度因子下降率在裂纹尖端半椭圆中心角逐渐变大的趋势下下降,也就是再制造修复结构应力强度因子下降率随著裂纹的深度增大逐渐下降。所以,修复效果对距离损伤结构表层位置最近的裂纹尖端最显著,而随着裂纹尖端越深,修复效果则呈现随之降低状态。
复合材料补片类型作为变量,裂纹尖端的半椭圆中心角α为0°与90°时,修复效果具体如图3所示。
从图中可以看出,硼/环氧树脂对于表层裂纹的修复效果最佳。而且,硼/环氧树脂的修复效果具有其自身的独特优势,即在最为接近损伤结构表层的裂纹尖端位置上效果最明显。这主要是由于硼/环氧树脂的力学性能较好,而且弹性模量、剪切模量相对较高,可以承受大量胶层传输载荷。
4.2硼/环氧树脂的影响
4.2.1长度
硼廊氧树脂长度在修复效果中的影响具体如图4所示。
从图可知,在其余参数处于恒定状态下,长度达到裂纹长度一半之后,应力强度因子下降率对于硼/环氧树脂的长度并不敏感。这主要是由于基于胶接理论,剪切变形与载荷传输只发生于胶接接头端头一小部分胶层内,并以指数幂为载体快速衰减,因此接头大部分区域中,胶层并不进行载荷传输。然而,在再制造粘胶修复中,需确保硼/环氧树脂一定长度,从而防止出现局部脱胶现象。
4.2.2宽度
硼/环氧树脂宽度在修复效果中的影响具体如图5所示。
从图中可以看出,在其余参数处于恒定状态下时,应力强度因子下降率会随着硼/环氧树脂的宽度增大逐渐上升。在处于既定值的时候,影响程度也逐渐减缓。在再制造粘胶修复实践中,最佳状态则是硼/环氧树脂宽度增大到与金属损伤结构宽度相同。
4.2.3厚度
硼/环氧树脂厚度在修复效果中的影响具体如图6所示。
从图可知,在其余参数处于恒定状态下时,应力强度因子下降率在硼/环氧树脂厚度增大的趋势下逐渐上升,而且变化非常明显。随着厚度逐渐增大,修复效果也越来越好。在再制造粘胶修复实践中,厚度越大的硼/环氧树脂端部最好设置楔形角,从而缓冲端部结构突生变化,有效降低胶层剪切力与剥离应力。
4.3粘胶剂厚度的影响
粘胶剂胶层厚度在修复效果中的影响具体如图7所示。
从图可知,在其余参数处于恒定状态下时,粘胶剂胶层厚度增大的趋势下,应力强度因子下降率逐渐下降,修复效果随之减弱。所以,胶层厚度缩减有助于修复,但是由于胶层极易受剪切力与剥离应力影响,在再制造粘胶修复实践中,应就实际情况详细分析,确保胶层厚度处于最佳状态。
5结论
综上所述,通过再制造粘胶修复技术再制造修复工程机械表层疲劳裂纹损伤结构,基于有限元模型获得硼/环氧树脂、碳/环氧树脂、玻璃纤维三种补片材料对表层裂纹修复效果的影响,构建再制造修复模型,利用有限元分析引进应力强度因子下降率,以此评估结构的再制造粘胶修复效果。结果表明,再制造粘胶修复技术具有其自身的独特优势,将会实现在工程机械领域的广泛应用,值得大力推广与应用,而在工程机械表层疲劳裂纹损伤修复中,选择硼/环氧树脂为补片材料,可以获得最佳修复效果,从而为工程机械再制造的实践奠定坚实的理论基础。
