甲醇厂氨氮废水处理装置的工艺模拟研究
2019-03-25王鼎刘丽娜
王鼎 刘丽娜
摘要:榆林煤化科技有限公司的氨氮废水处理装置的采用空氣吹除、加硫酸吸收的闭气汽提工艺,用以处理煤制甲醇生产过程中产生的氨氮废水。本研究选择Aspen Plus软件与ELECNRTL活度系数法,对本公司氨氮废水装置进行了数据采集及数据模拟。模拟结果表明:氨氮废水的pH值、碱消耗量与实际生产过程中的数值基本接近,说明本试验选用的模拟软件能够准确地反映出装置的真实生产情况,有一定的参考价值。在生产运行过程中,进入氨氮汽提塔的废水pH值应需要控制在11±0.2。当进入氨氮汽提塔废水温度值升高时,排出氨氮物的含量值会随之降低。
关键词:氨氮废水;模拟;吹除;废水处理
中图分类号:TQ055文献标识码:A 文章编号:1001-5922(2019)05-0101-04
榆林煤化科技有限公司的氨氮废水处理装置于2010年投入使用,处理量为120t/h。本装置采用气体吹除、酸吸收的汽提工艺,用以处理煤制甲醇生产过程中产生的氨氮废水。本装置开车运行后,大大降低了铵盐用量,排水水质达到了延长石油集团公司废水处理初期的需求,响应现代煤化工绿色、节能、环保的要求。为了深入了解装置的真实运行状况和技术水平,本研究选择Aspen Plus软件,与ELECNRTL活度系数法,对氨氮废水处理装置进行了工艺模拟,本研究结果将对后期运行生产提供可靠的数据参考。
1工业装置
1.1废水水质
氨氮废水取自榆林煤化科技有限公司分子筛及全白土装置的排水,氨氮化合物质量浓度小于8000ug/g;,pH值为5.5~7.5,温度控制在45℃。
1.2工艺流程
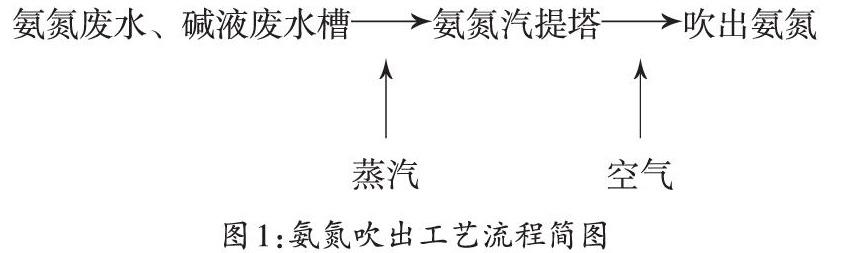
氨氮废水与碱液一起混合后进人废水槽,采用蒸汽对氨氮废水和碱液混合物进行加热至80℃,进入氨氮汽提塔,进入塔中的混合物与塔底进人的循环空气逆流交换,将废水中的氨气解析出来。氨氮被(解析)吹出的工艺流程简图见下图1。氨氮汽提塔的工作参数:温度80℃,压力0.004MPa,流量≤115t/h。
1.3吹除原理
吹除是采用空气作为介质对废水进行解析,利用氨氮化合物在废水中的实际浓度与平衡浓度之间的差值,将氨氮化合物转移至气相而吹除。废水中氨氮化合物大多以铵离子与氨的形式存在,平衡主要受pH值的影响。常温常压下,当pH值在7左右时,氨氮化合物多以铵离子形式存在;当pH值在11左右时,氨含量约占90%。说明在碱性条件下:空气与废水接触后,铵根离子转化为为氨气后吹出,这样达到脱除氨氮目的。
2结果与讨论
2.1选择模拟方法
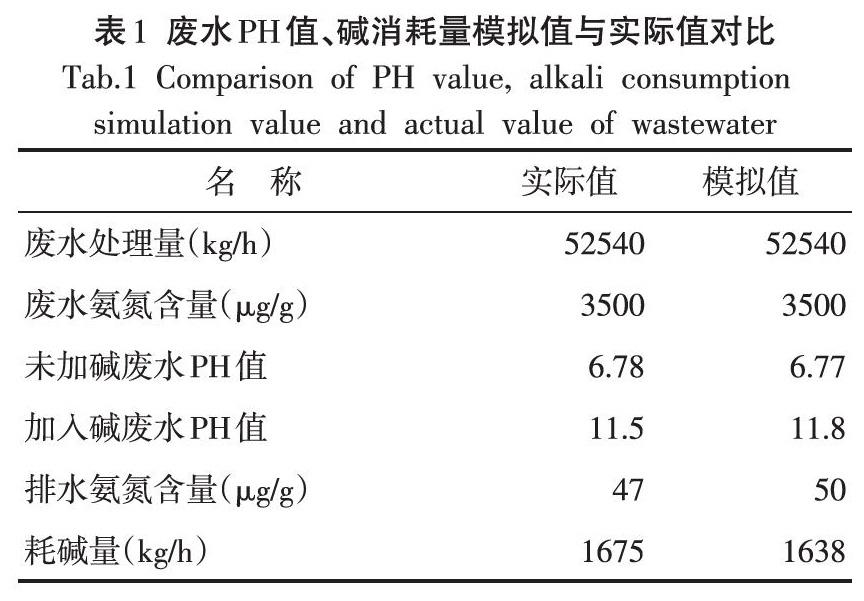
本研究选择Aspen Plus软件对实际生产工艺进行模拟。从表1知:对废水pH值与碱消耗量进行软件模拟得出的结果与实际生产测得实际数值基本相接近,说明:本研究所选择的模拟软件较为合理。
2.2汽提塔物料平衡
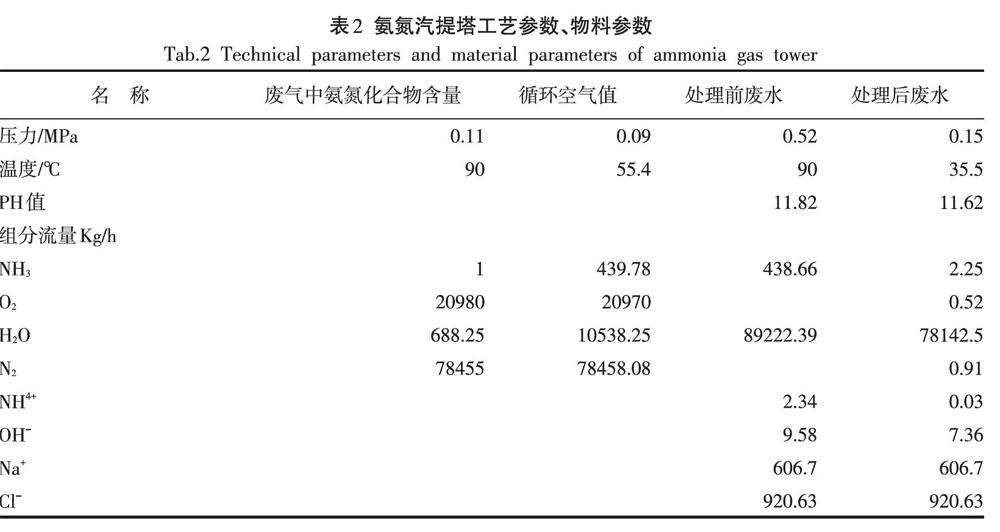
从表2知,选择进汽提塔污水量为90t/h、废水中氨氮化合物含量为7000ug/g进行模拟计算,当PH值大于11、压力为常压时、温度为90℃、循环空气量到达100000kg/h时,氨氮汽提塔排出水中的氨氮化合物含量为25ug/g,说明能够满足污水处理厂的进厂要求。
2.3塔填料选择
对于氨氮汽提塔,塔内填料的选择非常重要,因为塔内填料的类型、性质直接影响着汽提塔的性能及负荷。填料因子中:在特定的工艺下能够真实的反映出汽提塔内部填料流体力学性能的好坏,ψ值越小,液泛速率越高。填料空隙率ε:ε值越大,通量大;单位面积下填料层的压力降低,塔内总压力降低,能量消耗就少。目前厂里氨氮汽提塔填料选用特勒花环(美速环保科技有限公司生产的填料)。本研究选择不同填料进行对比研究,目的是:选择最佳的填料,指导实际生产,模拟实验结果见表3。从模拟实验结果得出:特勒花环填料的比表面积为99.5m2/m3,是模拟实验选择中的最大值。填料因子中为34.5m,是模拟实验选择中的最小值。本模拟研究表明:厂里目前选用的特勒花环填料是合理的。
2.4影响排水水质的因素
(1)氨氮含量
日常生产过程中催化剂装置是非连续性的,是采用间歇式运行,所以排出的废水流量和组成很不稳定。图1可知,汽提塔排水中氨氮化合物含量对排出水水质的影响很大。当排水氨氮化合物含量为14000ug/g时,汽提塔排水中氨氮化合物含量高于80ug/g,超出污水处理厂人厂要求。在日常运行生产中,装置废水中氨氮化合物含量为2700~6000ug/g,说明排水水质能够达到生产要求。
(2)循环气
吸收塔的吸收性能决定了氨氮汽提塔的运行状况,循环气中携带的氨氮化合物受酸碱性的影响很大,当吸收塔的pH值变化较大时,氨氮化合物的含量也会随之发生变化。从图2可知,当循环气携带氨氮化合物含量上升时汽提塔排水氨氮化合物含量会随之升高,当循环气氨氮化合物含量为60ug/g时,排水氨氮化合物过含量大于80ug/g,无法达到污水处理厂人厂要求。因此,循环气携带的氨氮化合物含量应该控制在60u/g以下。
(3)水温
升温有利于汽提,当温度升高时氨氮汽提塔中氨氮含量明显降低,由图3可知,进入装置的水温度高于60℃时氨氮汽提塔中氨氮含量低于80ug/g,达到了人厂要求。冬天,为了提高氨氮气体效果,降低蒸汽消耗,可将操作温度控制在70℃左右。
(4)处理量
结合图4可知,当废水中氨氮化合物含量为60t/h时,废水处理量与氨氮汽提塔排水中氨氮化合物含量成正比,当废水量高于100t/h时,被处理的废水将无法满足处理厂人厂要求,因此日常运行过程中需将废水处理量控制为90t/h左右,基本达到人厂要求。
(5)PH值
pH值的调节选用NaOH溶液,调整完成后进人氨氮汽提塔。由图5知:当pH值在6~9之间时,氨氮含量降低不是很明显,说明汽提效果不好。当pH值在9~11之间时,氨氮含量降低幅度最大,说明汽提效果最好。随着废水pH值的升高,塔底排出水中氨氮化合物含量降低;当pH值为11~12时,排出水的水质能够达到进入废水处理厂人厂指标,说明实际生产过程中准确控制NaOH溶液加入量是关键。在平时的生产过程中,进入汽提塔的废水的pH值应控制在11±0.2;当pH小于10.5时,排出水氨氮化合物太高不能达标;如果选择pH大于12则对NaOH的消耗量太大,生产成本太高。
3结论
(1)本研究选用Aspen Plus软件、ELECNRTL活度系数法,对企业生产装置实际数据进行模拟。模拟数据与生产运行数据基本相符,说明本研究选用的模拟软件能够真实准确地反映出装置的实际运行状况。
(2)模拟数据进一步表明:应该将进入汽提塔的废水pH值控制在11±0.2,废水处理量控制为90t/h左右,循环气氨氮化合物含量小于60ug/g,温度选择80℃左右,由于当地气温的变化较大,为了降低蒸汽消耗,冬季可将操作温度控制在70℃左右,这样可以节约蒸汽的消耗量,减少能源能耗,节约成本。
