变通道转角挤压成形钼丝的有限元模拟研究
2019-03-25任治国石磊刘爽陈程阳
任治国 石磊 刘爽 陈程阳


摘要:为了确定变通道转角挤压钼丝的工艺特征场的变量分布,通过有限元模拟和试验开展了以直径10mm钼丝挤出直径6mm钼丝的研究。试验验证了挤出过程中挤压力随行程的变化规律.分析了挤压速度对变形工件速度场的影响规律;分析了温度和等效应变的分布规律。结果表明:有限元模拟时最大挤压力的误差为9.20%;在通道转角处存在有梯度的增速区域和金属流动死区;通道转角区域的温度升高约100℃;挤出钼丝横截面上等效应变分布不均匀,刚性端的等效应变较小,其余部分上半区域的等效应变小于下半部分。
关键词:钼丝;变通道转角;挤压;有限元模拟
中图分类号:TG 132文献标志码:A
钼丝具有高强度、高耐磨性等优良性能,应用于电光源和电火花加工等诸多领域。一般通过粉末冶金方法获得棒材,再通过挤压、轧制、拉拔等塑性成形方法获得钼丝。电光源领域对灯具使用寿命的要求越来越高,对钼丝成形质量的要求也越来越严苛。特别是灯具中灯丝常在各种震荡环境下工作,因此其支撑结构和纤芯均要求具有更高的抗弯折能力,传统的加工方法已经达到一个相对稳定的性能,抗弯折强度很难进一步提高。
钼丝强度的稳定性很大程度上取决于坯料的微观组织、成形时的拉拔速度和拉拔力。当提高拉拔力时,拉拔速度随之升高,而拉拔力过大时,会造成断丝现象。在拉拔时,原料的晶粒尺寸是影响其成形能力的主要因素之一,当原料的晶粒更细小时,拉拔速度适当提高可以减少拉拔过程中的回火次数,更重要的是可以通过细化晶粒来提高钼丝的强度。
在金属棒料的制备工艺中,等通道转角挤压(equal channel angular pressing,ECAP)有助于细化晶粒。但是由于挤出通道和进给通道的直径相同,挤出的棒材多有节瘤和裂纹。本文采用了变通道转角挤压(unequal-channel angular pressing,UCAP)工艺,当进给通道的直径大于挤出通道的直径时,坯料会在三向压应力的作用下变形,经过通道转角后较少出现上述缺陷,且可以明显地细化晶粒。
本文针对钼丝在UCAP成形过程中的工序展开研究,旨在为后续拉拔工序提供直径6mm的合格坯料。建立UCAP钼丝的有限元模型,针对有限元模型开展试验验证,通过模拟获得挤压力和各场变量的规律。
1 有限元模型及试验验证
1.1 UCAP模具结构及其有限元模型的简化说明
UCAP是放在圆柱形型腔内的圆柱形坯料受到挤压杆挤压变形时,从垂直于坯料放置腔的连通通道挤出,与传统ECAP系统的区别是,坯料腔和挤出通道的截面直径不同。挤出通道的截面直径较小。本研究中坯料和挤压杆的直径为10mm,挤出通道的直径为6mm。UCAP结构示意图如图1所示。
为了提高模拟的效率和精度,在不影响金属变形状态的条件下进行以下设置。
(1)模具系统和挤压杆都为刚体,没有变形,坯料为塑性材料。
(2)为了防止有限元模拟时的网格畸变问题,根据文献,合金流动发生径缩区域或方向改变区域宜采用圓角过渡,根据本文研究的原始坯料和挤出件的尺寸关系和文献中的计算方法,在坯料腔和挤出通道相接处采用圆弧过渡,圆弧半径为0.5mm。
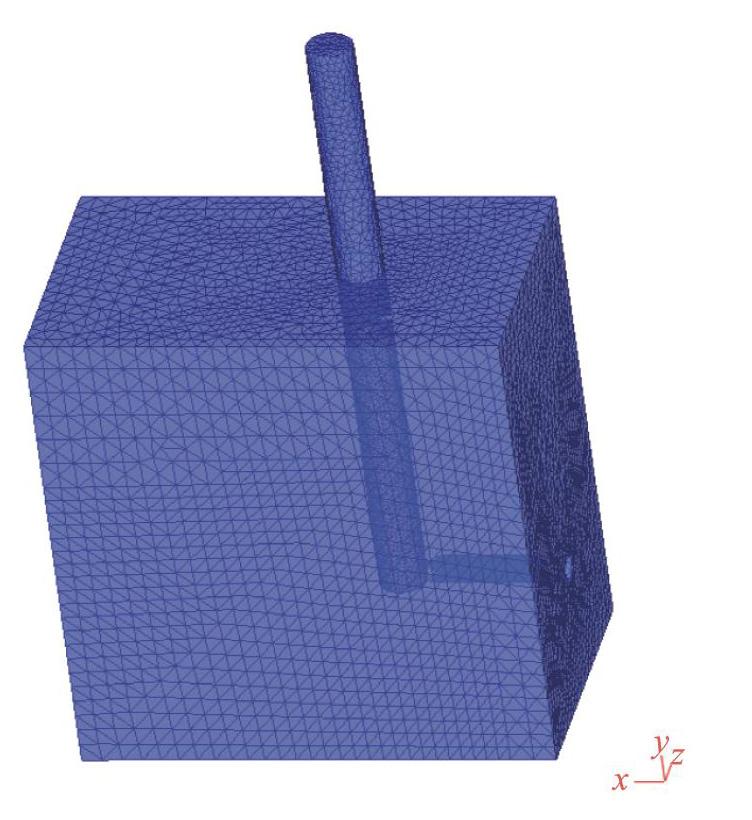
1.2有限元模型的建立
原始坯料的长度为100mm,直径为10mm,挤出钼丝的直径为6mm,因此存在径缩。径缩挤压比的计算公式:
λ=A1/A2(1)
式中:λ为径缩挤压比;A1和A2分别为坯料腔和挤出通道的横截面面积。
根据式(1)确定λ为2.78。本文研究的坯料为经过塑性变形后的钼丝,根据测试,在应变速率≤60s-1时,未发生开裂。结合本文既定的模具结构,确定了挤压速度≦35mm·s-1,设置挤压杆行进速度分别为15,20,25和30mm·s-1。纯钼的再结晶温度为700-1 100℃,在高于1 000℃时有氧化现象发生,因此为了保证能在较高的温度下变形又不发生氧化,选择坯料温度为950℃。采用Solidworks软件绘制上述挤压模具结构和坯料等工件的三维图,另存为STL文件格式,将STL文件导人Deform-3D有限元软件中建立有限元模型;由于模拟过程中需要输入坯料的应力一应变关系,因此采用Gleeble-3500试验机研究钼坯料在850-1 200℃、压缩应变速率为0.01-60.00s-1的应力一应变关系,导人Deform-3D有限元模拟软件中的材料数据库。选用Newton-Raphson迭代法,步长小于或等于最小网格尺寸的3/10。由于金属坯料在高压接触时的摩擦因数较大,因此设计了0.25-0.35的静水压力梯度摩擦因数,结合传热、接触、网格局部细化(变形区)等处理,建立了如图2所示的有限元模型。
1.3有限元模型的验证
按照1:1的尺寸进行试验验证,模具采用金刚模,其装置如图3所示。挤压速度为15mm·s-1,其余工艺参数和1.2中设定的相同。有限元模型中的摩擦因数为0.3,模具内壁用石墨水剂润滑。采用250t立式液压机加压。记录挤压杆位移与挤压力的对应关系,并将模拟和试验记录的挤压力数据进行对比,验证有限元模型的可靠性。
图4为挤压载荷随行程变化的曲线。模拟和试验获得的峰值挤压力分别是1519511和1391 509N,模拟的峰值挤压力较高,存在一定的误差,但在合理的范围内,最大误差为9.20%;但模拟的挤压力-行程曲线下降较快,这可能与摩擦因数的梯度设计误差有关;试验获得的挤压力达到峰值后下降平稳,在坯料减少时,挤压力下降可能跟发生摩擦的表面积减少有关。试验证明,本文建立的有限元模型是可靠的。
2UCAP变形钼丝的有限元仿真结果
2.1 速度的分布规律
通过Deform-3D有限元模拟软件获得的钼丝在变形过程中的速度场变化如图5所示。在竖直的坯料区,与挤压杆接触的上端有少量合金的节点速度很低,这是由于少量合金进入挤压杆与坯料腔之间的缝隙导致的。在坯料的下端靠近出口的右半部到出口,节点速度逐渐增大;相反地,在坯料下端的左半部,由于无法流动导致了金属流动的死区。经过转角变形区以后,坯料为水平方向上的刚性流动,在挤压杆速度为15,20,25和30mm·s-1时,挤出的较细钼丝水平速度分别为42.01,56.18,69.19和83.99mm·s-1。上述速度值为10个网格节点数据的平均值,与通过挤压比的理论计算速度相比,误差较小,不超过1%。
2.2温度的分布规律
图6是UCAP成形过程中坯料的外表面温度分布。从图6中可以看出,在坯料和挤压杆接触的区域,由于陷入挤压杆和坯料缝隙之间的坯料发生了较大的摩擦,使坯料上端有明显的温升。在转角变形区,塑性应变产生的温升更明显;坯料的温度为950℃,在坯料与型腔的摩擦作用下,进入转角变形区的温度逐渐升高至1049℃。刚挤出模具的坯料处于空气中,由于辐射散热和传导散热的共同作用,温度快速下降。
2.3等效应变的分布规律
等效应变的分布情况如图7所示。坯料在挤压过程中各个区域的应变不同,在坯料与挤压杆接触的区域由于摩擦和挤压的作用会产生不同程度的应变。转角处,应变按照一定的梯度逐渐增大。按照等效应变的分布规律,将经过通道变形以后挤出的钼丝分为3个区域。I区为刚性端,该区域的总体应变较小,由于變形量小,无法达到本文研究对象的大应变标准,应为废料区域。去除刚性端以外的钼丝为大应变区域,是合格区,见图7中的II区和III区。该区域的上半部分应变值相对较小为1.88-4.38,下半部分区域应变值大于4.5。由此可见,若想使得该钼丝纵截面上的应变均匀,还需要进行后续的UCAP变形。
3讨论
在UCAP变形区域,温度升高,挤压速度增大,等效应变叠加作用突出。由于应变的存在,使得塑性变形产生的热量和径缩最终影响到钼丝的状态。文献提到的通过一个道次加工的ECAP挤出棒材组织和应变不均匀,其应变不均匀与本文研究的结果有相似性。文献研究铝等通道球形转角挤压过程中也发现挤压的道次对微观组织结构影响明显。
通过一个道次UCAP加工获得的微观组织和应变呈现不均匀的特点,使钼丝在横截面圆周方向上的性能不均匀,而其不均匀性符合图7中的特点。根据文献,在后续的研究中将通过具有定位圆周方向的ECAP多道次挤压解决这一问题,使最终获得的钼丝周向同性。
4结论
坯料区的流速慢,经过转角处的径缩变形后速度变快,在通道转角处存在有梯度的增速区域,在通道转角处存在金属流动死区。
通道转角区域由于金属流动方向发生改变导致的温度升高现象明显,最大约100℃;在坯料与挤压杆接触的地方由于摩擦作用温度升高明显。
在挤出材料的端部等效应变较小,为刚性端;通道转角处的应变按照一定的梯度逐渐增大。挤出钼丝横截面上等效应变分布不均匀,上半部分区域等效应变小于下半部分。
