T2纯铜/2024铝合金爆炸焊接接头界面结构及性能
2019-03-15李玉龙董阳平付艳恕李学文
李玉龙,董阳平,付艳恕,李学文
(南昌大学 机电工程学院 江西省机器人与焊接自动化重点实验室,江西 南昌 330031)
铜及铜合金具有优良的导电导热性和延展性,且加工性能良好,在石油石化、船舶、通信和电力系统等领域中得到了广泛应用[1].铝及其合金具有优良的耐腐蚀性、更低的密度、高的比强度及较好的韧性和加工性能,在航空航天、汽车、机械制造、船舶及化学工业中已大量应用[2].在科学技术高速发展的今天,这些单金属或合金已经很难满足工业生产要求.铜铝双金属复合结构兼具两者的优点,展现出广阔的应用前景[3].
目前,铜铝复合结构的加工方法主要有轧制复合[4]、表面喷涂[5]、挤压拉拔[6]、真空钎焊[7]等方法.由铜铝二元相图可知,铜和铝之间的互溶性很小,物理化学性能相差很大,容易形成多种金属间化合物,这些金属间化合物会降低铜铝复合结构的导电性,并且可能造成使用服役过程中形成裂纹并导致断裂破坏.
爆炸焊是利用炸药爆炸产生的巨大能量,在微秒级时间内使2块金属板在碰撞点产生很大的应变速率和很高的压力,从而实现同种或异种金属的焊接方法[8].利用爆炸焊接铜铝复合板,不仅可以实现大面积铜铝双金属板材之间的连接,而且可以极大地减少硬脆性金属间化合物的形成.现有的文献对铜铝爆炸焊接的研究多集中在爆炸焊可焊性窗口与界面波形等,对爆炸焊接头界面组织和界面形成机理较少涉及[9-11].
本文以T2纯铜和2024铝合金为对象,研究了爆炸复合板结合界面的显微组织、成分分布、力学性能等,进而分析了其接头界面形成机理.
1 试 验
试验选用的复板材料和基板材料分别是T2纯铜和2024铝合金板,尺寸分别是800 mm×400 mm×4 mm和800 mm×400 mm×8 mm.试验使用炸药类型为二号岩石硝铵(rock ammonium nitrate)炸药.装药密度约为0.8 g/cm3,爆速约为2 800 m/s,装药比(炸药与复板质量比)为1.2.试验采用平行安装法爆炸工艺,复板和基板的预置间隙为6 mm,试验采用端部起爆方法,爆炸焊接示意图如图1所示.
图1 爆炸焊接示意图
爆炸焊所制得的大块复合板材经切割、粗磨、细磨、抛光进行标准金相制样.用氨水、双氧水、蒸馏水2∶2∶5的体积比配制成腐蚀液,先对铜侧金相表面腐蚀5 s,再用体积分数0.05%的HF溶液腐蚀铝侧10 s.用GX71F型奥林巴斯金相显微镜(Optical microscope, OM)和S-3200-NHITACHI型扫描电子显微镜(scanning electron microscope, SEM)观察铜铝复合板焊接界面显微组织.在CTM2500型电子万能材料试验机上进行拉剪试验测试复合板界面结合强度,试验中3个试样取平均值并用线切割加工成,如图2所示,拉伸过程中夹头夹持试样两端部,搭接面积为3 mm×6 mm,拉剪速率为0.2 mm/min,根据抗拉强度计算公式:抗拉强度=峰值载荷/(接合宽度×接合长度)可得界面结合强度.用扫描电子显微镜对断口进行扫描观察,分析其断口形貌.用IE250X Max50型能谱仪(energy dispersive spectrometer, EDS)分析结合面元素扩散规律.用D8 ADVANCE 型X射线衍射(X-ray diffraction, XRD)分析焊接界面物相.用NANOMECHANICS公司iMicro纳米压痕仪对复合板各区域进行力学测试分析.
图2 T2/2024合金复合板拉剪试样示意图
Fig.2 Schematic diagram of the tensile shear specimens of T2/2024 composite plate
2 结果及分析
2.1 结合界面的显微组织特征
图3为T2纯铜/2024铝合金复合板爆炸焊接头组织,其中图3(a)为T2/2024合金复合板界面的部分微观形貌,图3(b)为局部放大界面微观形貌.
图3 T2/2024合金爆炸复合板界面显微组织特征
Fig.3 Optical microscopy image of the interface in explosive welded T2/2024 composite plate: (a) image of the interface; (b) the partially enlarged image
从图3(a)可以看出,连接界面主要由平直界面、波状界面和熔化层界面构成[12],界面整体连接较好,没有出现未焊合现象,结合处出现了不同于母材的中间过渡层,在中间过渡层中发现裂纹,形成裂纹的原因可能是中间层生成了硬脆性化合物.在结合界面处未发现夹杂物,这是因为爆炸焊产生的射流对母材表面具有清理作用.图3(b)为爆炸焊界面局部放大图,从图中可见:界面包含反应层、细晶区和塑性变形区3个区域;在塑性变形区,基体金属组织和晶粒被拉长成密集的流线状,这是因为爆炸焊是在巨大压力和极短时间下完成,加之基体金属硬度较低,导致上述现象的出现[13].如图3(b)所示,在反应层夹杂的细晶区面积最大,这与温度有很大的关系,爆炸绝热压缩和畸变能沉积两者造成焊接界面附近快速温升,虽然这个过程时间很短,但也会对界面附近的部分己经塑形变形的金属起到回火作用而使晶粒细化,这有利于提高焊接接头的力学性能[14].
2.2 结合界面的成分分析
图4为T2/2024合金复合板爆炸焊界面波峰和波谷局部放大的SEM照片.为确定焊接结合面过渡区的元素分布,在过渡区波峰和波谷进行线扫描,结果见图5.由图5可见,在T2/2024合金复合板焊接界面过渡区线扫描均出现稳定的台阶,这表明过渡区很可能由稳定的化合物组成.对过渡区不同区域进行EDS能谱点分析,分析结果见表1.

图4 T2/2024合金复合板界面SEM照片
Fig.4 SEM images of T2/2024 interface: (a) wave peak;(b) wave trough
从表1可以看出,过渡层中深灰色区域的铜、铝元素原子个数比约为2∶1,而浅灰色区域的铜、铝元素原子个数比约为1∶1.根据铜铝二元相图和以上检测结果可以推测,T2/2024合金复合板焊接界面过渡层可能是由AlCu和Al2Cu组成.

图5 不同位置EDS线扫描结果
Fig.5 EDS elements line scan of the interface in Fig.4: (a) wave peak; (b) wave trough
表1图4中标定位置EDS化学成分
Table 1 Chemical composition at different regions of Fig.4

Pointx(Al)/%x(Cu)/%Possible phaseA64.2935.71Al2CuB45.5954.41AlCuC54.9645.04AlCuD0100Cu
为了进一步确定过渡区中的化合物,对T2/2024合金复合板拉剪断面两侧进行XRD衍射分析,结果如图6所示.由图6可见,铜侧和铝侧衍射峰的主要成分为Cu、Al、AlCu和Al2Cu,所以可基本确定中间层化合物为AlCu和Al2Cu的混合物.
2.3 复合板结合界面力学性能分析
2.3.1 结合界面的纳米硬度分析
由于爆炸焊接结合界面存在多个不同微小区域,普通硬度测试很难表征其微小相的性质.为此,对不同区域进行了纳米压痕测试.测试过程中设置目标载荷为500 mN,每个区域连续测量3次取平均值,得到各区域的压痕深度如图7所示.
从图7可以明显看出,2024铝的压痕深度大于T2铜,IMC层深度最小.至于塑性变形区和细晶区无法直接分辨,可通过Oliver-Pharr[15]方法将其硬度测出,测试结果如表2所示.
图6 T2/2024合金复合板拉剪断面XRD分析结果
Fig.6 XRD analysis of the tensile shear fracture surface of T2/2024 composite plate: (a) the copper side; (b) the aluminum side

图7 各区域纳米压痕测试结果
Fig.7 Nanoindentation test results of each zone: (a) aluminum; (b) reaction layer; (c) copper; (d) fine grain zone; (e) plastic deformation zone
表2纳米压痕测试各区域的硬度
Table 2 Hardness of the reaction phases and base metals from nanoindentation test

Test positionHardness/GPaYoung’s modulus/GPaAl0.9±0.185±4IMCs7.5±0.5160±17Cu2±0.3155±14Fine grain zone2.7±0.3163±17Plastic deformation zone2.2±0.2161±8
由表2可知,铜侧塑性变形区和细晶区的硬度比基体有所提高,这是由于晶粒细化导致硬度增加,而中间反应层硬度在7.5 GPa左右,这是由于中间层生成了硬脆性金属间化合物AlCu和 Al2Cu,这与Hug研究的AlCu和 Al2Cu化合物硬度相近[16],这也进一步验证了过渡层是由AlCu和Al2Cu混合物构成.
2.3.2 界面结合强度分析
对T2/2024合金复合板进行拉剪测试,可得T2/2024合金复合板平均界面结合强度为67 MPa,这比Zhang等[17]研究的固-液复合法得到铜铝复合结构材料界面结合强度57 MPa高出约20%.
图8为T2/2024合金复合板铜侧剪切断口,从图8(a)可以看到,断裂处是在高低起伏的波峰和波谷处,说明断裂是沿着波形界面撕扯开.图8(b)、(c)分别是图8(a)中B、C位置局部放大图,B处存在大量的拉长韧窝,可能是断裂位置发生在塑性的细晶区,而图中C处出现了解理台阶,这可能是断裂位置发生在IMC层裂纹处,由此可见硬脆性化合物对焊接接头的力学性能影响很大,应该选择合理参数减少硬脆性化合物的生成.
图9为T2/2024合金复合板剪切断口铜侧局部EDS面扫描结果.从图9可以看出,部分铝合金组织粘在铜上,说明爆炸焊接过程中T2/2024合金复合板在波状接合界面处出现了局部熔化现象的冶金结合,这也对其界面接合提供了一定的保证[18].

图8 T2/2024合金爆炸复合板拉剪断口SEM照片
Fig.8 SEM image of the tensile shear fractures of T2/2024 composite plate: (a) SEM image of the fracture; (b) magnified image of B position; (c) magnified image of C position
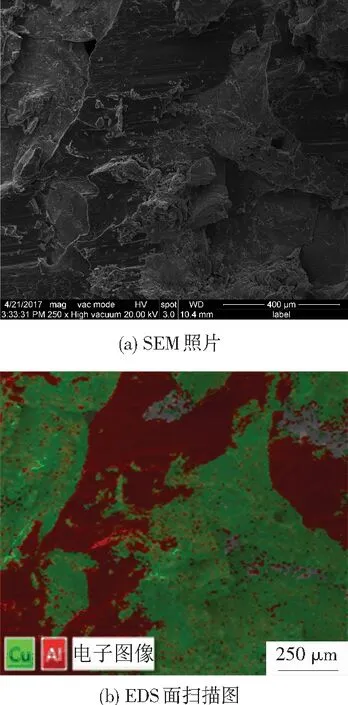
图9 T2/2024合金爆炸复合板拉剪断口EDS面扫描图
Fig.9 EDS spectra of the tensile shear fractures of T2/2024 composite plate: (a) SEM image of the fractures; (b) EDS spectra of the fractures
3 结 论
1)通过爆炸焊成功获得T2/2024合金复合板,结合界面连接良好,界面由平直界面、波状界面和熔化层界面构成;界面附近组织发生不同程度的塑性变形,越靠近结合面塑性变形程度越大.
2) T2/2024合金复合板过渡区主要由AlCu和Al2Cu混合物构成.
3)随着距离接合界面的距离增大硬度呈递减趋势,T2/2024合金复合板结合界面反应层硬度最大,平均硬度可达8 GPa;T2/2024合金爆炸复合板拉剪试验结果表明,复合板平均界面结合强度为67 MPa,断裂发生在铜铝结合界面处,断裂方式由脆性断裂和韧性断裂构成的混合断裂.
4)试验过程中过渡区IMC层对结合界面提供了一定保证,但硬脆性化合物也容易产生裂纹,影响接头性能.因此,在焊接过程中应选择合适的参数以减少硬脆相的生成.
