浅析汽车覆盖件的冲压工艺和实例分析
2019-03-14李倩
李 倩
(建东职业技术学院,江苏 常州 213022)
1 汽车覆盖件冲压工艺简介
在汽车覆盖件的设计和制造中有一个非常重要的工艺就是模具设计和制造的中心,汽车覆盖件冲压工艺。在传统的汽车冲压件工艺中存在生产成本较高、设计的生产周期较长、信息化的程度较低等缺点。在实际的设计开发和制造工艺上,速度和质量往往难以兼顾,导致大量的返工和翻修等增加额外的负效益的工作,产能和经济效益低下。
在当今汽车工业迅猛发展的时代,对于开发周期的要求越来越短,对汽车车身整体质量的要求也越来越高,当今汽车覆盖件模具设计和制造的能力有所提高,同时高度的机械化和自动化生产为汽车的发展也做出了巨大的贡献。汽车覆盖件冲压工艺的优点是操作比较方便,同时生产效率较高,易于实现机械化和自动化,但是冲压加工一般需要专用的模具,同时对于模具的精度要求比较高、模具的技术难度比较大,制造成本也比较高,所以,冲压加工不适宜小批量生产,在大批量生产的情况下,才能充分体现冲压加工的优点。随着科学技术的发展,尤其是计算机CAD/CAE/CAM和机电一体化技术的发展,将为汽车覆盖件模具的设计与制造带来更大的发展空间,解决更多的现存问题。
2 汽车覆盖件的冲压工艺特点
(1)汽车覆盖件多为三维空间曲面,形状一般都比较复杂,很难在图纸上完整、准确地把覆盖件表达出来,因此,覆盖件的形状与尺寸常常需要借助主模型来描述。
(2)汽车覆盖件的材料主要是高强度冷轧薄钢板,一般厚度仅为0.6~2mm,轮廓尺寸较大,生产难度大。
(3)汽车覆盖件要求具有较好的表面质量,表面上任何微小的缺陷都会在涂漆后引起光线的漫反射,从而影响汽车外形的美观,所以汽车表面不允许有波纹、边缘拉痕等破坏表面美感的缺陷,同时还要求汽车覆盖件之间的棱线衔接流畅,不能出现参差不齐的现象。
(4)汽车覆盖件要求具有良好的冲压工艺性。决定覆盖件冲压工艺性好坏的因素主要是它的结构、形状和尺寸。冲压工艺的核心工序是拉延,对于汽车覆盖件来说,它的核心工序也是拉延,汽车覆盖件一般都是采用一次成型。
(5)由于覆盖件形状复杂,所以冲压成型时的变形不是单纯的某一种变形,而是以拉延为主,包括胀形、弯曲、翻边等的复合变形,使得冲压成型比较困难,而且容易产生回弹、起皱、拉破、表面缺陷等质量问题。
非自然降水量、滞后降水量因不影响采集数据,MDOS对其不作备注要求,但值班员应将情况记录在值班日记中,便于以后工作中的查询等需要。记录时要注意写清楚非自然降水时间、雨量、处理方法及处理结果。
(6)由于工序的数量直接关系到冲床、模具等设备的数量以及操作人员的数量,所以覆盖件的生产工序要尽可能集中,工序的数量越少越好。
3 汽车冲压加工的基本工序
3.1 开卷
开卷是冲压生产中的第一步。所谓开卷,就是将送到工厂的钢板卷料还原成钢板,同时对其进行表面的清洗以及粗裁剪。
清洗的目的是防止钢板生锈,以及在运送期间外界的污染物附着在钢板上,导致冲压成形受力不好、冲压件焊点不牢、喷涂后漆膜不均等现象。
粗裁剪是开卷的主要工作。目前,开卷的生产速度可达60片/分钟,并可以将误差控制在0.1mm以内。
3.2 汽车覆盖件冲压的基本工序
钢板开卷后就要正式进入冲压流水线。汽车覆盖件冲压的基本工序包括落料、拉延、整形、修边、翻边、冲孔等等。
(1)落料。所谓落料是用模具沿封闭线冲切板料,冲下的部分为零件,其余的部分为废料。通过落料加工可以获得后续拉延工序所需要的坯料的形状和尺寸。由于覆盖件冲压成形很复杂,不可能计算出其准确的落料尺寸,所以只有在拉延工艺试冲成功后,才能确定坯料的形状和尺寸。
(2)拉延。拉延工序是汽车覆盖件冲压成形的关键工序。在生产技术准备阶段,应优先考虑拉延工艺设计和拉延模的设计、制造与调试工作。因为覆盖件的形状复杂,而且拉延变形深度比较浅,所以无论覆盖件分块有多大,都只能在一次拉延中全部成形。覆盖件拉延时,通常需要在压料面上涂抹特制的润滑油用来减少板料和凹模、压料圈之间的摩擦,避免出现劈裂和表面拉毛的现象。
(3)整形。整形主要是将拉延工序中还没有完全成形的覆盖件的局部形状压制出来,其变形性质一般属于局部胀形。整形后,拉延毛坯件才能成为合格的拉延零件。
(4)修边。主要用来切除拉延件上的工艺补充部分及毛边。
(5)翻边。利用模具把板料上的孔缘或外缘翻成整边的冲压加工方法。主要是为了有利于后续的焊接与装配 ,除此之外,还能利用翻边改善材料塑性流动,以免发生破裂或起皱现象。翻边工序一般安排在修边工序之后进行。
(6)冲孔。主要用来加工覆盖件上存在的各种孔和洞。汽车外部覆盖件上的孔较少,内部覆盖件上的孔较多,所以冲孔工序一般安排在拉延工序或翻边工序之后进行。
4 汽车发动机罩外板冲压工艺实例
汽车覆盖件的形状和结构各不相同,下面以轿车发动机罩外板(见图1)为例介绍覆盖件的冲压工艺。
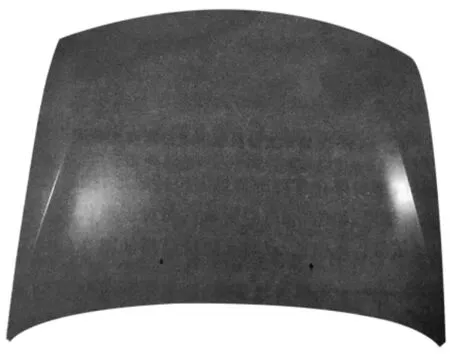
图1 轿车发动机罩外板
由图1可以看到,发动机罩外板由许多变化的空间曲面构成,与翼子板、前大灯等存在着搭接的关系,尺寸精度和表面质量要求都比较高,并且还要求零件能充分拉延,具有较好的刚性,零件表面要光滑平整,表面上不能有凹陷、皱纹、裂纹等等一系列的缺陷。在生产实际中,通常是采用冲压技术进行加工。
对于汽车的覆盖件而言,从板料到制成成品零件的过程中,生产工艺方案的选择应改是工序少,工步少,同时能够满足覆盖件的性能要求。对于汽车发动机罩外板,在编织工艺方案时,可以考虑将各种冲压工序结合在一起,这样可以减少冲压时间,节省模具、压力机以及人力资源等成本问题。但是不同的冲压工艺会相互影响,冲压工艺的组合、排序要根据材料的性能要求以及对后续工艺的影响来安排,这样可以大大的节约成本,提高生产效率。对于发动机罩外板,它的外形尺寸比较大,存在多个空间曲面,形状较复杂,制定的生产工艺为:落料—拉延—修边—翻边。
4.1 落料工艺
发动机罩外板的落料比较简单。但由于尺寸较大,所以其模具尺寸较大,压力机吨位的选择也比较大。通过落料工序,可以获得后续拉延工序所需要的毛坯外形。对于很多大型的覆盖件的冲压而言,可以选用方料落料模生产,也可以选用普通的落料模生产,同时也可以选用开卷落料模生产。对比三种落料模生产,前两种对于材料的利用率和生效效率都比较低,后者的生产效率比较高,落料件的表面质量较好,对于划伤、磕碰、凹痕等缺陷也不存在,所以可以选用开卷落料模生产。
4.2 拉延工艺
发动机罩外板的形状平缓,特征相对比较简单,如何控制中间面的下陷以及解决外板刚性不足的问题式拉延工序的关键。在此首先要采用过拉延工艺来解决下陷的问题;其次要采用方筋取代普通拉延中所使用的圆筋,方筋的作用是可以增加材料流动的阻力,同时减少外部材料对变形区的影响,可以使材料充分展开,确保变形完全进行,并达到刚性要求。此外,拉延时要将钢板的镀锌面朝上,保证镀锌面在内侧。发动机找外板拉延后的半成品如图2所示。
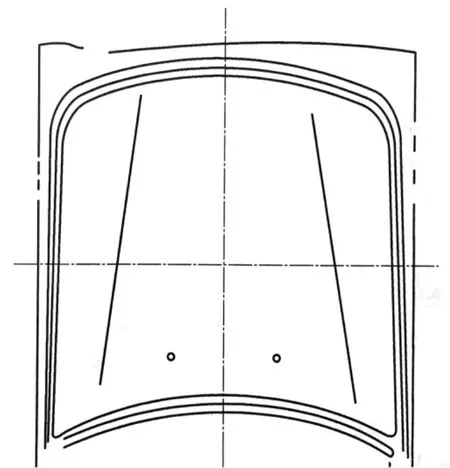
图2 发动机罩外板拉延后的半成品
4.3 修边工艺
修边工艺主要用来切除拉延件上的工艺补充部分及毛边。要保证产品的稳定性,发动机罩外板的修边工艺必须特别考虑的是定位。对于形状平缓的发动机罩外板,仅用其自身型面定位,很容易出现定位窜动现象,导致外观缺陷。因此,需要增加辅助定位。为了保证修边精度,一般在拉延工序(工序编号OP10)的料边增加特殊定位,拉延成形后成为半月形,称为半月定位,用于修边工序(工序编号OP20)的定位,如图3所示。修边后,产品形状更加平缓,后袖的定位更加困难,所以必须在修边时预留部分废料,并在此废料上冲出三角形孔,用于翻边工序(工序编号OP30)的精确定位。通常在修边时一并冲出通风孔。
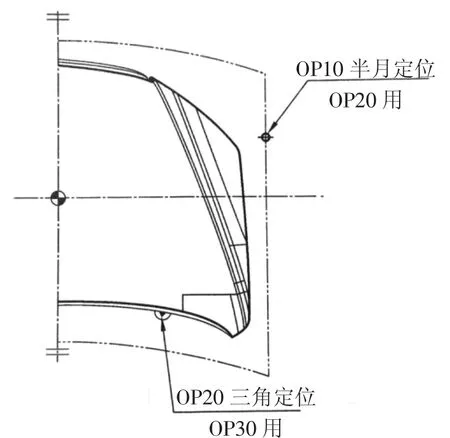
图3 半月定位和三角定位示意图
4.4 翻边工艺
在汽车覆盖件中,几乎每个零件都会有翻边结构,除了有利于焊接和装配的外,还能利用翻边改善材料塑性流动,以免发生破裂或起皱现象。为了保证发动机罩外板翻边质量及后期的包边品质,翻边内容一般分两侧完成。除了四周的翻边之外,还要进行通风孔的翻边。
本部分内容主要介绍了汽车发动机罩外板的生产工艺,在确保发动机罩外板成形质量和品质的基础上,同时确保了美观和实用性。
5 结 语
汽车覆盖件冲压工艺的好坏,直接关系到产品的质量、成本和实用性,所以冲压工艺对于汽车制造具有极其重要的影响。