双工作台及液压驱动交换站在精密卧加上的应用
2019-03-06徐吉存
徐吉存
(沈阳机床(集团)有限责任公司,辽宁沈阳110142)
该款五轴联动精密卧式加工中心是沈阳机床集团吸收国内外先进技术开发的大型精密卧式加工中心,结合国内航空零件加工特点及条件设计制造的;机床具有高刚性,高精度,高速度等特点,适合加工以钛合金、合金钢等难加工材料制成的各种复杂型面飞机零件。机床配置功能先进的数控系统和双工作台交换机构,通过西门子系统的PLC程序及NC宏程序的控制,可实现A、B工作台的自动交换,节省了工件装夹时间,极大地提高了机床整体的加工效率。
典型的工作台交换站有两种:一种是旋转式的,另一种是平行移动式的。回转式的多用于较小的托盘630 mm×630 mm以下的,交换时间一般为8~12 s。相对比旋转式结构形式,平行移动式的托盘交换装置具有更大的承载能力,能够满足630 mm×630 mm规格以上托盘及工件的传输。缺点是交换时间会比回转式的长,大约在12 s以上。
1 精密卧式五轴加工中心交换站的主要结构
本加工中心交换工作台机构由平行并列布置的两个相同的交换台站组成,分别命名为交换台站A和交换台站B,如图1所示。交换台站A(或B)由交换台站底座、液压马达、减速机、链轮等拖动装置和工作台移动导向定位机构等部分组成。

1.1 双工作台交换站结构
交换工作站包含两个交换站点即A交换站点和B交换站点。设置在机床上下料前侧,相对工作台工作位置对称布置。当需要使用工作台A时,工作台滑板机构移动至A交换台站相应交换位置实现A工作台交换,同理工作台滑板机构移动至B交换台站相应交换位置实现B工作台交换。
交换台站底座通过地脚螺栓固定在机床地基上,其上装有两条直线导轨与工作台的定位基面配合实现工作台交换时的定位导向功能。拖动功能由液压马达通过减速机和链轮机构驱动工作台沿直线导轨往复运动来实现,并可由固定在传动链条上的推拉销钩住固定在工作台上的拖钩,带动工作台在机床回转座和交换台站之间做往复运动,从而实现工作台在机床回转座和交换台站A(或B)间的位置自动交换。
1.2 工作台结构

A(或B)工作台由伺服轴驱动,采用蜗轮蜗杆、齿轮两级传动,可实现360°回转运动,设有高精度角度编码器,液压夹紧装置。在换台过程中,可实现自动松夹。
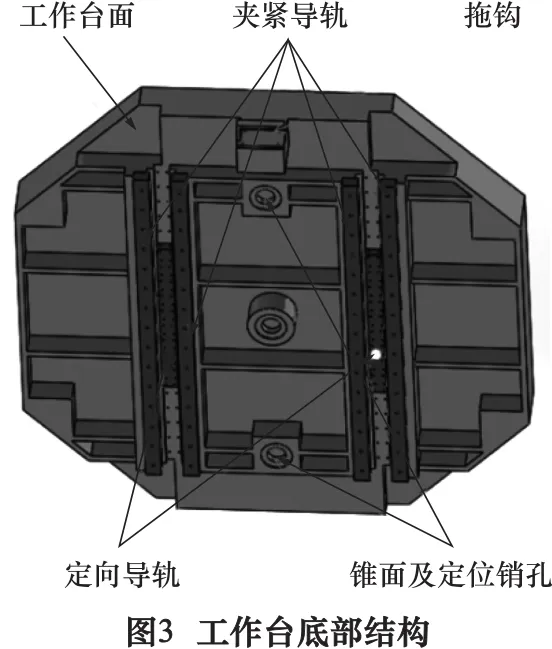
在A、B工作台面底部均设有两条定向导轨作为两条定位基面和两对导向夹紧导轨条,在A、B工作台面一端设置有拖钩,在拖动链条的拖动下实现交换时的拖动功能。工作台面下的两导向锥销及定位销孔与两定位销配合实现工作台交换时的定位功能。每条定位基面两端各设有一个夹紧活塞机构,当工作台交换到位后,检测机构反馈到位信号后,液压系统供油夹紧工作台。工作台底部结构如图3所示。
2 PLC程序简介
本机床可通过PLC程序实现A、B工作台的互换。在交换站导轨外沿放置了5组位置检测开关,分别为正转开关、反转开关、加速开关、减速开关和喷水开关。其中正反转开关为判定工作台是上料前进到加工区还是卸料返回装夹区的条件;加减速开关为换台过程中加速和减速的条件;而喷水开关则起到启动喷水阀清洁工作台的作用。
在PLC的编制过程中,应用4组M代码 M31、M32、M33、M34分别实现A台和B台上料与卸料。其中上料与卸料过程类似,本文仅以A台上料过程为例,对PLC的过程控制程序加以简要说明。
A台的上料过程可分解为8个步骤,采用Step5中的顺序控制语句加以实现。具体程序如下:

3 NC宏程序简介
以上通过PLC程序的4组M代码实现了A、B工作台的上下料过程控制,但在实际换台过程中,针对是上、下料过程,有若干种情况需要加以考虑。具体如下:
呼叫A台或B台上料有3种情况,分别如下:
(1)A台和B台都在上料区,工作区无工作台,呼叫后可直接上料。
(2)呼叫的目标工作台在上料区,而另一工作台在工作区,需首先将工作区工作台退回上料区,然后将呼叫的目标工作台移动到工作区,如图4所示。
(3)呼叫的目标工作台已经在工作区,属于无效呼叫,系统显示提示信息。
呼叫A台或B台卸料有两种情况,分别如下:
(1)呼叫卸料的工作台在工作区,可直接将其退回到上料区。
(2)呼叫卸料的工作台已经在上料区,属于无效呼叫,系统显示提示信息。
为了实现上述上料过程3种情况,本机床应用M41、M42分别调用宏程序 CALLA.SPF和CALLB.SPF实现对A台和B台的上料呼叫。下面以A台宏程序为例加以说明,宏程序如下,其中$A_IN[9]和 $A_IN[10]两个NC变量为PLC通过上料区的检测开关接收到的输入变量,然后转换成NC变量,作用是判断A、B工作台当前位置。


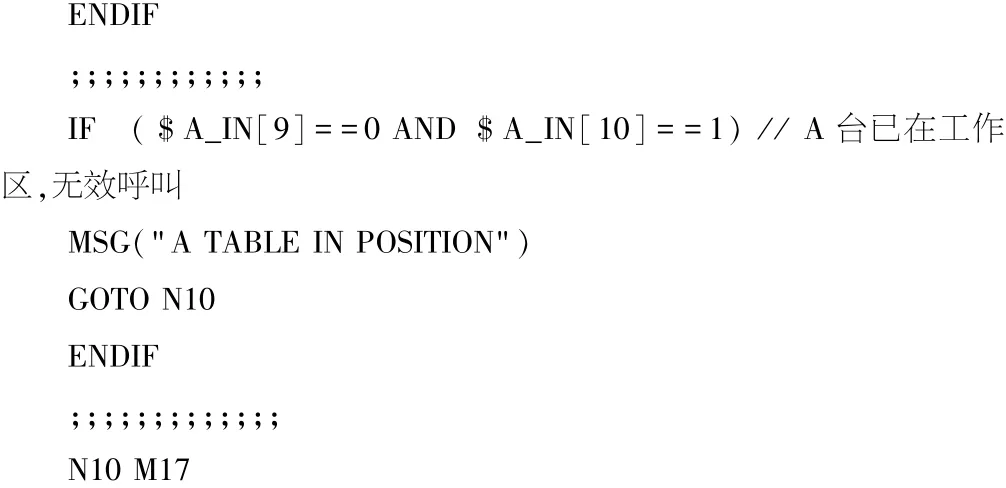
从以上宏程序可以看出,宏程序针对以上3种情况分成3个主要部分,通过判断工作台当前状态,进行程序段跳转,从而实现各类情况的自动换台过程。宏程序简单、清晰、易懂,具备较强的可读性。
通过上文可见,此精密卧式五轴加工中心的交换工作台机构,通过PLC与NC宏程序的控制,可实现机床两个工作台的自动交换;可以在机床对一个工作台上的工件进行切削加工的同时,对交换工作台上另一个工作台上的工件进行装夹或拆卸,从而缩短机床的辅助时间,提高机床的工作效率。另外,此种结构的交换工作台强度高、刚性好、承载大、传动平稳,适合于承载较大重量工件的工作台的自动交换。
