汽轮发电机组在磷酸生产节能中的应用
2019-03-04黄都都
黄都都
(安徽节源环保科技有限公司,安徽 合肥 230088)
据中国化肥网统计,2017年二铵全年设计产能在2 400万吨以上,虽有部分小厂退出二铵产能,但仍有一部分大厂二铵装置已投入生产,甚至还有一部分企业二铵新增产能早在前几年就获得审批(尚未投入生产),即从当前的设计产能来看,国内二铵整体产能依然过剩。在国内化肥消费疲软,国际市场开拓难度较大以及为维持企业正常运行而不断加大环保投入的状况下,亟待降低生产成本,深挖工艺潜力,提高企业生存能力。
国内企业主要采用传统的湿法制磷酸,将稀磷酸浓缩后通氨来获得磷酸二铵。通常企业自备硫磺制酸的热电联产装置或外购热电厂蒸汽,经管道输送至磷酸浓缩系统[此时压力一般为 0.4 MPa(A)~0.6 MPa(A)],再利用减温减压器将蒸汽参数降至生产所需压力 [通常为0.15 MPa(A)~0.3 MPa(A)的饱和蒸汽]后进入石墨换热器。根据理论计算,该过程中存在着能量浪费,回收空间巨大。“十三五”再次强调指出“在改革环境治理基础制度的同时,要支持绿色清洁生产,推动建立绿色低碳循环发展产业体系”[1]。
1 主设备选型
1.1 设计的特点
(1)用汽特点。磷酸浓缩过程中,因溶液中所含杂质等原因,在运行一段时间后,一般在20~30天左右,换热设备会发生严重结垢,要求能量回收设备能够做到经常开停车不会导致机组性能迅速下降;另外,磷肥生产企业多属于大型企业,厂区用汽点较多,蒸汽参数的波动频繁,要求机组的进汽参数适应范围较大。
(2)操作特点。目前企业为了提高员工的工作效率和工作饱和度,基本都是按需进行岗位设置,所以新增的设备应尽可能操作简单化、自动化、远程化,减少加岗增员问题。
(3)用电特点。笔者根据在国内主要的磷酸二铵生产企业调研数据分析后发现,除个别因某些原因导致蒸汽参数不够理想外,磷酸浓缩所用蒸汽经能量回收后所产生的电能,能够满足50%~75%磷酸浓缩工段/车间的用电量。所以,要求发电系统能够就近发电并入车间配电室,直供用电设备使用。
(4)场地特点。一般而言,能量回收装置尽量靠近用汽点,避免排汽管道过长导致压力管损增加,这就局限了可用场地的选择,要求装置的占地面积小,安装难度低,关停启动操作简单,易于维护保养。
1.2 原动机类型
目前市面上能够用于蒸汽压差能量回收的原动设备主要有螺杆机和汽轮机两种。通过实际案例调研和投资成本分析,决定采用汽轮机作为原动机。
(1)单套10万吨/年磷酸浓缩装置的蒸汽压差发电量最大量约为1.1 MW,而单套15万吨/年磷酸浓缩装置的蒸汽压差发电量最大量约为1.5 MW,国内螺杆机制造商较为成熟的机型基本在1 MW及以下,无法满足工况的需要。
(2)汽轮机作为老牌工业产品,国产工艺已日臻完善,不论是加工精度、使用寿命,还是售后服务都有所保障。而螺杆机在国内属于新鲜事物,处于推广期,制造水平与国外相比仍较为粗糙,若采购进口螺杆机则会导致投资成本过高,且日后维修难度加大。
(3)螺杆机的设计原理决定了其是非常适合这种低品位蒸汽的低压差利用场合。相较而言,早些年,汽轮机制造厂家不论是主观上亦或是客观上原因,导致看不上这种低品位蒸汽的低压差利用,但随着汽轮机市场较高饱和度带来的竞争压力,以及国内各级政府和企业节能环保意识的加强,促使制造厂家开始向小型机组倾斜,投入人力物力进行高效小型汽机的研制工作,目前已能做到背压汽机内效率和螺杆机相当。
1.3 发电机类型
根据实际应用情况和相关政策,选择异步发电机,而不采用同步发电机,理由如下:
(1)虽然国家鼓励余热余压发电,且有政策支持,但同步发电机需要到当地供电局进行网上备案,手续繁琐,有时会增加不必要的麻烦。相对而言,国家并未对异步发电机有过多的强制要求,故受行政干预度小。
(2)同步发电机并网供电时操作难度大,要满足各种先决条件,而异步发电机只要达到额定转速即可合闸送电,对于磷酸浓缩这样需要经常开停车的汽源,显然异步发电机更加合适。
(3)同步发电机存在励磁等系统,维保工作量和难度都比结构简单的异步发电机要大,所以选择异步发电机可以降低维护费用。
(4)异步发电机的一次性投资小于同步发电机[2]。
2 实际案例
2017年,我们针对贵州某大型磷化工企业磷酸浓缩工段进行了节能改造,分述如下。
2.1 蒸汽参数
该化工企业磷酸车间目前拥有三套磷酸浓缩装置,每一套浓缩装置都有一个独立的减温减压器,每月运行约20~30天。装置刚投运时蒸汽流量较大,随着换热器结垢现象的发生,投运一段时间后,蒸汽流量逐步降低,进入冲洗维护模式,具体蒸汽参数见表1。
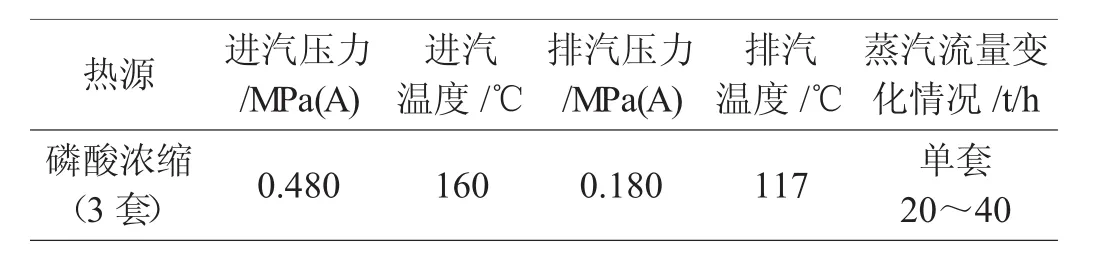
表1 蒸汽减温减压前后的参数
2.2 改造方案
选用杭州中能汽轮动力有限公司制造的3台背压汽轮发电机组,正常生产期间所有蒸汽通过汽轮机减压后进入浓缩石墨换热器前的低压蒸汽母管,汽轮机停运时通过调节阀恢复到原有供汽状态,同时汽轮机进出口蒸汽阀门关闭,以便汽轮机检查、检修。汽轮机排汽流量、温度不够时,通过原有蒸汽减温减压站补充。

图1 单套磷酸浓缩系统改造示意图
经测算,在保持进汽压力基本无波动的情况下,进汽温度至少要达到183℃时,才会使排汽温度开始出现过热现象,进汽温度至少要超过201℃时,排汽温度才能达到石墨换热器承受的上限。根据上游来汽的历史数据,从未有超过180℃情况发生,所以按图1的流程进行改造是合适的。
本方案选用6 kV异步发电机组,并满足电力就近消耗而不上网至其他高压配电室,将磷酸浓缩改造发电机(总容量为3.75 MW)并入磷酸浓缩高压配电室,通过自动并网装置接入磷酸浓缩6 kV母线。
2.3 运行效果
改造后实际运行时,因企业蒸汽系统发生波动,使得进入磷酸浓缩车间的蒸汽处于饱和状态,汽含水量超出设计值。为验证机组的适应性,以此条件进行机组72 h性能测试,所得数据见表2,同时根据汽轮机厂家提供的性能曲线图进行修正。
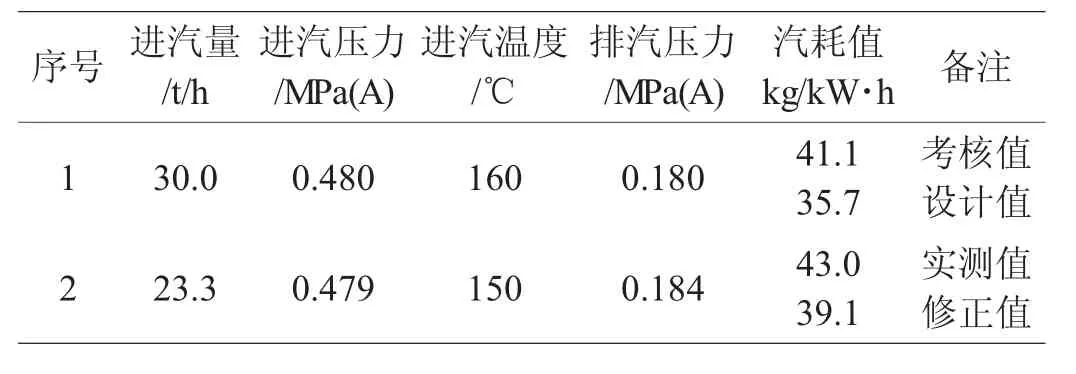
表2 汽轮发电机组汽耗值
需要指出的是,进汽量过于偏小将会明显影响汽轮机做功效率;另外,由于饱和蒸汽经流量计再到汽轮机进汽口时,或多或少都有部分蒸汽液化,导致实际进汽量减少;同时饱和蒸汽在机组通流部分做功效率也较过热蒸汽低,所以如果蒸汽温度能够达到设计温度,则发电功率和汽耗值都将得到改善。
2.4 节能回收率
在不计系统热损耗及排汽所含凝水的前提下,根据表1和火用值计算公式Ex=H-H0-T0(S-S0)[3],可得Ex=146.5 kJ/kg(蒸汽),额定30 t/h蒸汽100%理论输出做功功率为1 220 kW,按表2中修正值的数据推算,额定30 t/h蒸汽发电功率为767 kW,故本系统的节能回收率约为
3 分析与讨论
在本文所述项目实施之前,磷酸浓缩蒸汽的余压利用在国内公开文献中较少,此类项目在磷肥行业属于老戏新唱,在设计、施工、运行过程中发现一些实际问题,希望能给该类型新上项目提供借鉴。
3.1 发电效率
在该项目中,30 t/h设计蒸汽流量时,实际运行的发电功率约为767 kW,而杭州中能公司对该汽轮发电机组的理论设计发电功率约为840 kW,实际值为设计值的91.4%。在忽略设备本身制造问题的前提下,以下两点是造成发电功率偏低的重要原因:
(1)汽轮发电机组做发电能力设计时是对应在最优进出汽条件下,未考虑实际管道、阀门、测量点布置对汽阻的影响。
(2)实际运行过程中,饱和蒸汽极易因受冷而部分液化,导致实际进汽量偏小,降低了汽机内部的热功转换效率。
故在项目踏勘、设计阶段,应充分考虑到实施过程中的各种不利因素,适当选取系统效率因子。
3.2 无功补偿
异步发电机的本质就是异步电动机,同样需要消耗电网额外的无功功率。为避免对整个厂区功率因数产生影响,需要根据异步发电机的额定功率确认无功补偿数量。
特别需要说明,无功补偿器配足后,当所发电能并入车间配电室时,发电机输出功率越大,进车间的总线上功率因数越低,因总线上的有功功率与无功功率虽然都有一定程度的下降,但下降的比例不同,有功功率下降多,无功功率下降少,故造成此现象,因此对厂区总线上功率因数敏感的企业需格外引起重视。
4 收益成本分析
4.1 投资成本
项目全套投资(含设计、采购、施工、安装调试)约1 600万元人民币。
4.2 运行成本
运行过程的费用以自耗电为主,包括控制系统用电、循环水系统用电等,宜按设计发电量的2%~3%计。
4.3 节能效益
按单台机组平均供电功率750 kW,全年运行7 200 h计,本项目三台机组全年发电量3×750×7 200=1 620万kW·h,每年节约标准煤约5 400吨。
4.4 技术经济评价
按2017年“贵州省电网销售电价表”中大工业用电最低电价0.482 6元/kW·h计,全年节约电费1 620×0.482 6=782万元,投资回收期约2年;全年减少二氧化碳排放约16 000吨,经济效益和社会效益十分可观。
5 结束语
以低品位蒸汽为工质的高效小型背压汽机用于低压差条件下的能量回收,该技术可广泛替代各行业中减温减压器,不仅能为企业带来实实在在的经济回报,更能为节能减排事业添砖加瓦,具有广阔的应用前景。
