液体动压轴承微型沟槽的加工方法
2019-02-27董文彬张雅晶张春雨
董文彬,张雅晶,张 华,张春雨
(安徽科技学院 机械工程学院,安徽 蚌埠 233000)
近年来随着科技的发展,人们对电脑性能的要求越来越高,对机械电脑硬盘的转速要求也越来越高。为了能够适应更高的转速,一些企业已经开始尝试将液体动压轴承(FDB)应用在机械硬盘上来代替球轴承。液体动压轴承分为推力轴承和径向轴承,本文研究径向轴承。径向轴承上通常都加工有人字形的沟槽,虽然此前已经有学者对此种沟槽的形状、数量和润滑方式进行了研究[1-3],但对微型沟槽的成形方法研究较少。本文研究的是电脑机械硬盘上使用的液体动压轴承,其转动轴的结构尺寸非常小,从而导致沟槽的深度尺寸只有几到十几微米,这对沟槽加工提出了极大挑战。现阶段通常使用电火花加工的方法来加工人字形沟槽,但这种加工方法存在环境污染严重和生产效率低的缺点,导致人字形沟槽液体动压轴承无法实现批量生产,这极大地限制了液体动压轴承在工业上的应用。本文提出一种对电脑硬盘驱动器上使用的液体动压轴承进行机械加工的成形方法,并通过有限单元法对该方法的加工过程进行仿真[4],通过对模具进行优化设计获得成形较均匀的人字沟槽,以证明该方法的有效性,并确定成形过程中所需的载荷大小。
1 加工方法
图1为应用液体动压轴承的电脑硬盘驱动器结构示意图。液体动压轴承的人字槽有两种加工方式:一是加工在轴的外表面,二是加工在轴承套筒内壁上。本文研究的是前者,即将人字槽加工于轴的外表面,其加工方法如图2所示。
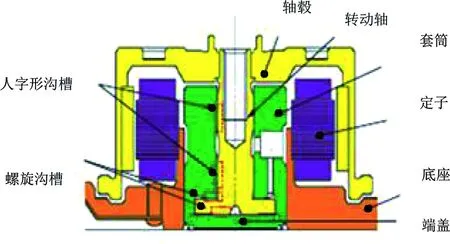
图1 电脑硬盘驱动器结构示意图Fig.1 Schematic diagram of computer hard drive

图2 液体动压轴承人字形沟槽加工示意图Fig.2 Processing diagram of herringbone groove of hydrodynamic bearing
图2所示的加工方法类似于滚压加工法[5],但这里需要解决的关键问题是保证加工出的沟槽尺寸为3 μm。首先,根据所需加工的沟槽尺寸确定模具尺寸并预估上模下压载荷;然后,用电机控制上模对被加工轴施加下压载荷,确保后续加工过程中被加工轴不会发生滑动导致加工尺寸发生偏差;最后,驱动上下模在水平方向产生相对移动,移动过程中上模始终处于施加载荷状态(此时称为成形载荷),从而达到使沟槽成形的目的。
2 有限元仿真
本文利用CATIA三维造型软件对加工模具进行三维建模,并利用ABAQUS有限元分析软件对该模型进行加工过程仿真分析。所使用的分析类型为动态显性分析,有限单元网格类型为S4R,网格大小为1 μm。被加工轴的材料为铜,其弹性模量为119 GPa,泊松比为0.326。该仿真共分为两个阶段:(1)上模下压阶段,保持下模固定不动,将上模垂直压下32 μm的深度,使被加工轴承受一个下压载荷的作用。由于金属的冷机械加工存在回弹现象[6-8],因此,上模下压深度(32 μm)要远大于沟槽成形深度(3 μm)。(2)下模依旧保持固定不动,给上模一个水平位移,使其带动被加工轴在下模上发生滚动,从而在轴的外表面加工出人字沟槽。该过程中被加工轴始终承受成形载荷的作用。其中,上模与被加工轴以及被加工轴与下模之间始终存在摩擦力的作用,摩擦系数设定为0.1。
3 结果分析
3.1 沟槽成形深度分析
本次仿真运行时间为23 h,仿真结果如图3所示。从图3中可以看出,本文提出的加工方法可以加工出液体动压轴承所需的人字槽,其深度是否满足要求需要对仿真结果数据进行进一步分析。将沟槽沿着从尖部到尾部方向取若干点进行观察,将加工过程中各点深度的变化构成曲线, 如图4所示。

图3 人字槽加工仿真结果Fig.3 FEM simulation result of herringbone groove processing
从表示人字槽最终成形深度的红色折线可以看出,在人字槽尖部位置的最终成形深度最大。此处沟槽的最终成形深度为5 μm, 尾部为1 μm,中间部位的深度较均匀。加工过程中,最大深度在尖部位置,可称其为加工深度。在分析的每一个位置都有回弹显现,为了研究加工深度与回弹后深度的关系,用4种下压深度20 μm、24 μm、28 μm和32 μm分别进行有限元分析,分析结果如图5所示。深度的变化曲线可拟合为一条斜率为0.576 5、截距为1.574 6的直线。

图4 人字槽不同部位的成形深度分布Fig.4 Depth distribution of herringbone groove

图5 加工深度与回弹后的深度关系Fig.5 Relationship between processing depth and final depth
3.2 设计参数的确定
在卸载上模待被加工沟槽完成回弹后,沟槽的最大深度减少至5 μm,而所需加工的沟槽目标深度为3 μm。因此,需对上模尺寸进行优化设计。根据图4中红色折线所示的分析结果可以发现,人字形沟槽尖部位置的成形深度需适当减小才能获得整体较均匀的成形深度。因此,对上模的尖部尺寸进行修改,减小2 μm的深度,再进行仿真分析,结果显示尖部的最终深度减小了1.3 μm。再次修改上模尺寸,将其尖部深度减小6 μm,获得的结果如图6所示。从图6中红色圆圈处的尺寸来看,人字槽尖部位置的成形深度已经达到了3 μm左右;而根据红色折线所表示的人字槽最终成形深度可以看出整个人字槽从尖部到尾部的成形深度较均匀,能够满足人字形沟槽所要求的成形精度。同时,根据有限元分析结果得知,模具下压阶段被加工轴所承受的下压载荷为290 N,而滚动成形阶段所承受载荷为250 N。

图6 模具优化后的人字槽深度分布Fig.6 Depth distribution of herringbone groove after die optimization
4 结论
本文提出了一种用于液体动压轴承上的微型人字槽的加工方法,通过对有限元仿真结果进行分析,得出如下结论:
1)对深度均匀的模具采用32 μm的下压深度时,所得到的人字形沟槽尖部的成形深度为5 μm(大于目标深度2 μm),而尾部的成形深度为1 μm(小于目标深度2 μm)。
2)对20 μm、24 μm、28 μm和32 μm 4种模具下压深度进行分析比较,发现回弹后人字槽的加工深度与模具下压深度基本呈线性关系。
3)将深度均匀的人字槽模具尖部尺寸减少6 μm进行优化设计,得到了成形深度均匀且符合目标尺寸3 μm要求的人字形沟槽。
4)通过有限元仿真技术,确定了模具下压阶段被加工轴所承受的下压载荷为290 N,滚动成形阶段所承受的载荷为250 N。
