316L不锈钢激光瞬时退火软化工艺研究
2019-02-26蒋可静王梁张群莉胡勇姚建华刘蓉
蒋可静,王梁,张群莉,胡勇,姚建华,刘蓉
316L不锈钢激光瞬时退火软化工艺研究
蒋可静1a,1b,王梁1a,1b,张群莉1a,1b,胡勇1a,1b,姚建华1a,1b,刘蓉1a,2
(1.浙江工业大学 a.激光先进制造研究院 b.机械工程学院,杭州 310023; 2.卡尔顿大学 机械和航空工程系,加拿大 渥太华 KIS 5B6)
解决冲压中加工硬化导致的高强度低塑性的问题。提出以矩形光斑的温控模式激光为热源,对工件进行选区瞬时退火,达到局部软化的目的。通过金相显微分析、显微硬度分析、力学拉伸及断口分析,分别评价激光瞬时退火软化后试样显微组织、显微硬度、抗拉强度、断后伸长率和断口形貌。金相组织显示,不同工艺条件下的晶粒大致呈现变形晶粒、再结晶晶粒、细小晶粒和较大等轴晶4种状态。由显微硬度可知,固溶态母材硬度为173HV0.2,加工硬化后达到341HV0.2。当激光温控温度为1400 ℃,扫描速度分别为5、10、15 mm/s时,软化处理后硬度分别为164、173、257HV0.2。而扫描速度一定时,激光温控温度越高,软化处理后硬度越低。对试样做室温拉伸试验发现,激光瞬时退火后强度降低,塑性提高。当温控温度为1400 ℃,扫描速度为5 mm/s时,抗拉强度由加工硬化后的911 MPa下降到591 MPa,接近固溶态母材的570 MPa,断后伸长率由18.2%恢复到54.7%,达到固溶态母材的95.5%。激光瞬时退火软化可有效降低加工硬化后的材料强度,提高材料塑性,使其恢复大变形能力。其软化程度随激光温控温度的降低、激光扫描速度的提高而降低,在较优工艺参数下,激光瞬时软化后性能甚至优于母材性能。
316L不锈钢;激光热处理;选区退火软化;晶粒形貌;强度与塑性
冲压成形以其独特的优势被广泛应用于航空航天、汽车等工业领域中。然而,冲压过程中,金属会发生明显的加工硬化,塑性和韧性急剧下降,在变形过程中或变形一段时间后容易发生开裂现象,严重影响零件的服役安全和服役寿命。因此,冲压工艺要求在工序间进行软化退火,才能进行下一道加工[1-3]。目前,常用的退火工艺包括整体退火、火焰加热退火和感应加热退火等。尽管上述退火工艺可以实现软化的目的,但退火过程往往具有能耗高、工件易变形、退火软化稳定性较差等缺点。
近几年,随着激光技术的发展,激光退火软化技术逐渐成为研究热点。国外学者S. Yang等[4]通过激光熔凝和退火复合工艺对304不锈钢进行处理,获得了低变形、耐晶间腐蚀的试样。Tsay L W等[5]研究了通过激光退火处理提高超高强度马氏体时效钢中的耐氢脆性。国内杨高林等[6]利用半导体激光对发生加工硬化的不锈钢容器器壁进行了激光软化处理,研究了加工硬化区域材料在激光条件下的组织相变与再结晶现象。杨立军等[7]利用激光加热引起的软化特性,研究了激光加热辅助切削(LAM)技术的温度场变化、切削形态和表面形貌。而国内外学者对激光软化特性的研究大部分是在恒定激光功率输出模式下进行。该模式下,当遇到传热边界发生大幅变化时(如接近试样边缘),容易形成热量积累而导致该处温度急剧升高,从而影响热处理质量。近几年,温度可控的激光处理系统发展迅速[8-10]。胡晓冬等[11]搭建了由大功率半导体激光器、测温仪和WAGO通讯模块等组成的激光加工系统,基于Lab Windows/CVI交互软件开发环境,提出了激光加工过程中加工温度的控制方法,通过温度闭环控制系统,实时调节激光功率,确保辐照区域的温度恒定。温控模式激光热处理可简化工艺摸索,且可使处理区域的温度实现精确控制。同时,激光光束的光斑形状及其能量分布对激光热处理性能的影响极大[12]。因此,矩形光斑的温控模式激光可以有效避免传统功率控制模式激光中存在的能量分布不均、边缘过烧、不同激光器存在不同最优工艺等问题。但针对恒定温度模式激光退火软化的影响机制与工艺规律仍未见报道。
本文提出以温控模式激光为热源,对试样进行局部非平衡退火,以达到选区软化的目的。在此基础上,通过金相分析、硬度分析、拉伸性能分析和断口分析来研究激光瞬时软化的效果,从而得到激光控制温度和扫描速度对激光瞬时软化效果的影响机制,并总结出温控模式下激光瞬时软化处理的工艺规律。
1 实验
1.1 实验设备
实验采用自行开发的激光加工平台,其硬件结构简图见图1,主要包括激光发生器、激光头、测温传感器、机械臂及其控制器、工业主机等。该激光加工平台可实现加工过程中材料表面温度的实时控制,平台温度最大超调量为1.5%,稳态均方根误差在2.22 ℃以内[11]。实验材料为316L不锈钢热轧板,初始厚度为3 mm,其成分见表1。

图1 激光加工平台
表1 316L不锈钢成分

Tab.1 Composition of 316L stainless steel wt.%
1.2 实验方案
本实验在室温条件(25 ℃)下进行,实验中保持激光器离焦量一致,为了使激光能量均匀分布在待处理区以得到均匀的软化效果,故使用矩形光斑,尺寸为14 mm×8 mm。激光功率由控制系统根据设定的处理温度与试样表面的实际温度自动调节。本实验设计包括固溶态母材、预拉伸对照样和激光处理组三部分:固溶态母材为固溶处理的316L不锈钢,记为OR组;预拉伸对照样在固溶态母材基础上做预拉伸处理,以模拟加工硬化,记为PT组;激光处理组在预拉伸基础上分别设定激光控制温度为1450、1400、1350 ℃,每个温度下设置扫描速度为5、10、15 mm/s三组,各组别工艺参数见表2。上述固溶处理工艺为:1050 ℃保温10 min后水冷,预拉伸处理均控制形变量为50%,激光处理前试样均不涂吸光涂料。
表2 316L不锈钢激光软化的工艺参数

Tab.2 Processing parameters of laser softening on 316L stainless steel
以试样纵截面为分析面,通过制样、预磨、抛光,并用王水腐蚀,再用Axio Imager2型ZEISS光学显微镜和HMV-2TADWXY型自动式维氏硬度计(加载载荷为1.96 N,加载时间10 s)分析纵截面的金相组织及显微硬度,文中所标硬度值均为同一区域3次测量的平均值。图2为本实验所用拉伸试样的具体尺寸,试样尺寸的参照标准为GB/T 228.1—2010,试样中间平行段的红色虚线框区域为激光加工区,激光扫描方式为单道扫描。拉伸试验采用SANS公司生产的电子万能试验机SANS-E45,并用ZEISS EVO18型ZEISS扫描电镜进行拉伸断口分析。
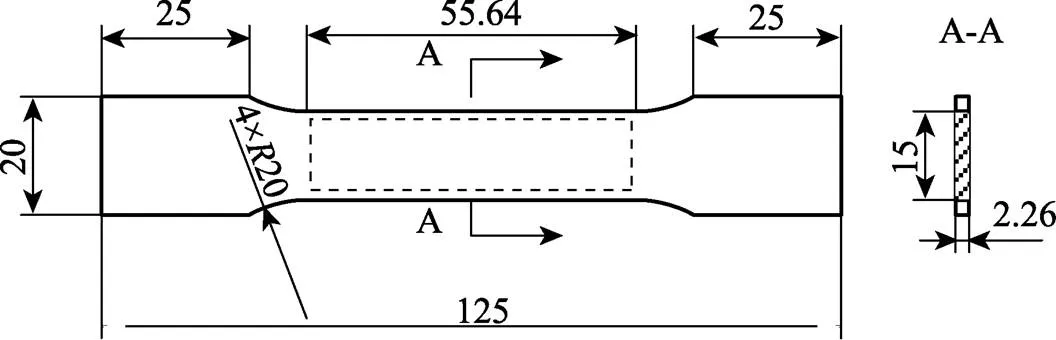
图2 拉伸试样尺寸(mm)
2 实验结果分析
2.1 显微硬度分析
图3为不同工艺处理后,试样深度方向上的显微硬度分布。实验表明,预拉伸后试样的平均硬度为341HV0.2,相比于固溶态母材的平均硬度(171HV0.2)高出一倍,初步说明预拉伸可以模拟冲压中的加工硬化。当激光温控温度为1450 ℃(见图3a),扫描速度为5 mm/s和10 mm/s时,其硬度明显下降,甚至低于母材硬度,软化效果明显。进一步提高扫描速度至15 mm/s,其软化程度随深度的增加而减小,说明已处于临界状态。此外,5 mm/s和10 mm/s时硬度改变不明显,15 mm/s时硬度变化较大,说明扫描速度越快,其对软化程度的影响越大,软化程度减弱越快。当保持扫描速度一致时,从图3可知,激光温控温度越低,硬度下降越少,软化程度越低。如扫描速度为15 mm/s时,A3组最高硬度为238HV0.2,B3组最高硬度为291HV0.2,C3组硬度进一步提高为293HV0.2。说明扫描速度一致时,温控温度越高,其对软化程度的影响越大,即软化程度提高越明显。
本文认为激光温控温度、激光扫描速度、软化程度三者间的关键点在于激光、材料两者间作用时间长短与瞬时热输入量的大小。激光温控温度一定,可以认为加工过程中材料表面的温度保持恒定,此时,扫描速度就决定了材料中某点在光斑区域内的停留时间。由于光斑为矩形光斑且尺寸一定,所以扫描速度越快,停留时间就越短,而激光处理时间越短,材料的回复与再结晶时间就越短,进而使软化程度减小。由实测硬度可知,当扫描速度为10 mm/s时,A2组平均硬度为168HV0.2,B2组平均硬度为173HV0.2,C2组平均硬度为175HV0.2,与固溶态母材硬度(171HV0.2)比较可知,扫描速度为10 mm/s时,激光软化后硬度降低至母材硬度的临界工艺参数在1450 ℃与1400 ℃之间。为量化文中提到的软化程度,本文提出硬度指标下的软化程度,见表达式(1):
式中:为软化程度;预拉为预拉伸后平均硬度;处理为激光处理后硬度稳定阶段的平均值;原始为固溶态母材的平均硬度。
利用表达式(1)分别计算各工艺参数下的软化程度,并利用MATLAB对计算值进行曲线拟合,可得一条软化程度为100%的工艺参数曲线,见表达式(2):

式中:为激光扫描速度;为激光温控温度。在合理范围内,用该曲线上工艺参数实验得到的硬度指标下的软化程度为100%。
图3 不同工艺条件下固溶态母材、预拉伸对照样与激光处理组深度方向上的硬度值
Fig.3 Hardness of the solid solution state base metal, pre-stretched control group and laser treatment group in the depth direction under different process conditions: a) group A (1450 ℃); b) group B (1400 ℃); c) group C (1350 ℃)
2.2 金相显微组织分析
由硬度分析可得,316L不锈钢激光瞬时退火软化程度与总热输入量相关。本文涉及的参数有温控温度和扫描速度,可等效成瞬时热输入量与热输入时间,综合考虑就是总热输入量。而总热输入量的大小除了与激光工艺参数有关,还与到材料表面的距离有关,深度越深,总热输入量越低。结合本文采用回复再结晶原理以解决冲压中高强度低塑性的问题,其机理见图4。冲压后材料发生冷变形,导致加工硬化,使晶粒被拉长,并产生不同取向的滑移带,甚至出现交叉滑移。随着热输入量的增加,开始再结晶形核,同时滑移带减少;进一步增加热输入量,再结晶晶粒增多,直到所有晶粒均为新长出的再结晶晶粒,此时晶粒较小且均匀;继续增加热输入量,开始进入晶粒长大阶段。由于发生回复再结晶,材料的强度得到降低,塑性得到提高,达到了软化的效果。
为从金相显微组织中得到进一步验证,本文选取最有代表性的B组进行金相分析。图5a为固溶态母材的显微金相图,可以看到母材上中下部均由等轴晶构成,为典型奥氏体组织。此外,从中还可以看到较多的孪晶和平直的孪晶界,且存在混晶现象,有个别晶粒异常长大[13]。图5b为预拉伸对照样的显微金相图,可以看到晶粒被拉长,退火孪晶界破碎。预拉伸后,316L中各晶粒发生了滑移变形,出现明显的滑移带,部分晶粒可见明显的平行滑移线。由于预拉伸形变量较大,滑移线密度大,启动滑移的晶粒数较多,一些晶粒中甚至出现了交叉滑移。从而可知,预拉伸导致晶粒变形,使晶粒细化,而且滑移系的增多进一步增大了形变抗力,从而导致强度指标提高,塑性指标急剧下降。这进一步印证了上文预拉伸后硬度指标的提高。
根据显微硬度的结果,在相同的激光温控温度下,扫描速度越快,激光瞬时软化程度越弱。图6为激光处理B组的显微组织图,其控制温度为1400 ℃,扫描速度分别为5、10、15 mm/s。如图6a所示,B1组扫描速度最慢,热输入时间最久,可以发现上中下部均为等轴奥氏体组织,且晶粒较大,与母材尺寸接近,但存在混晶现象,部分晶粒异常长大,说明热输入量已过高。由图6b可知,B2组试样上表面由于激光直接作用,热输入量较大,已产生回复与再结晶,并有晶粒长大的趋势;但随着深度增加,热输入量减少,晶粒尺寸减小,说明试样发生了不同程度的晶粒长大。同时,该工艺参数下,已看不到预拉伸产生的密集滑移线。B3组上表面虽已发生回复再结晶,但晶粒尺寸与母材相比偏小,且试样中部仍处于再结晶的临界状态;而试样下部存在较多的晶粒变形与滑移带,但一部分晶粒由于自由能较低,在较低的温度作用下也发生了回复,滑移线减少,如图6c所示。

图4 回复再结晶机理图

图5 高低倍下的显微组织
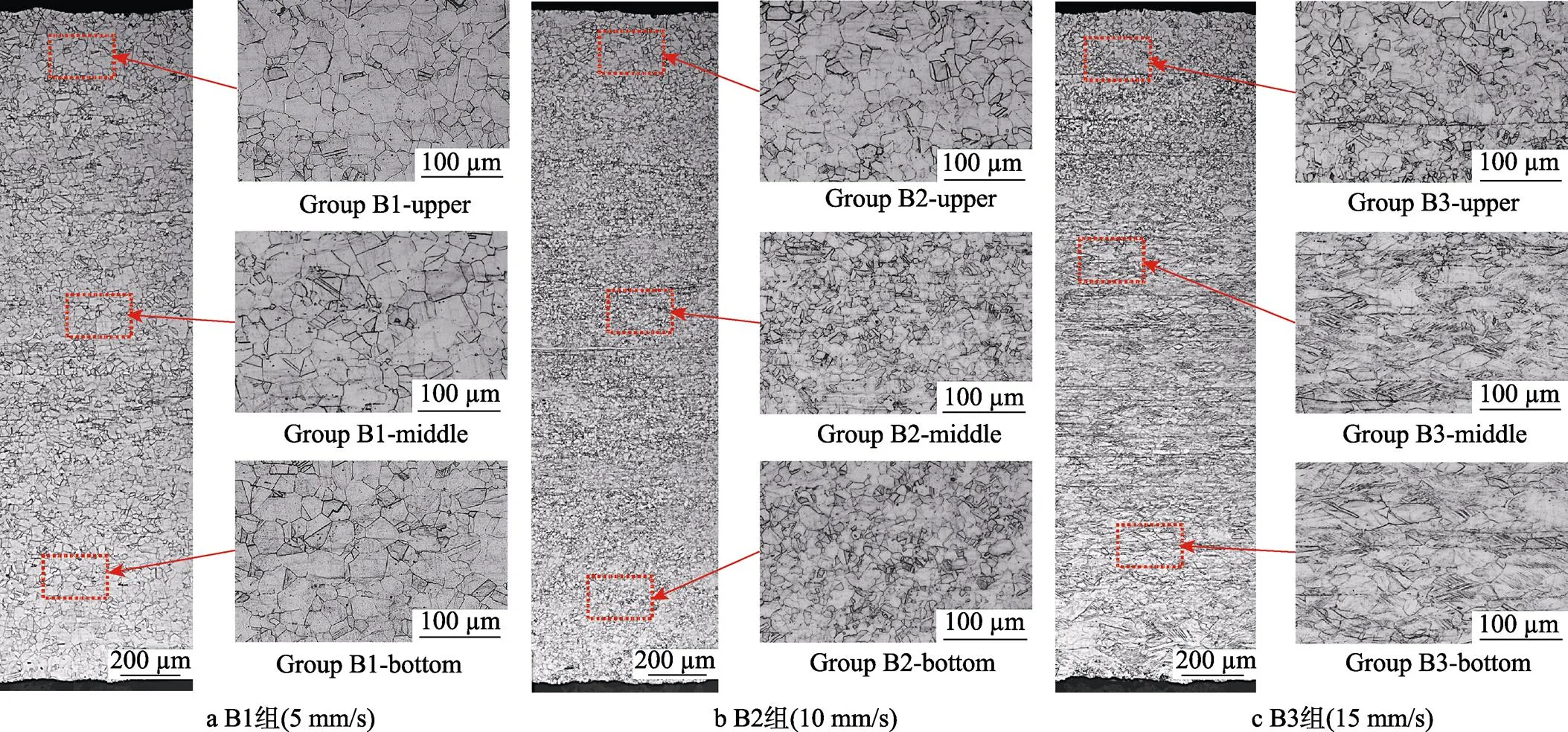
图6 激光处理B组(温控温度为1400 ℃)高低倍下的显微组织
结合B2组的硬度结果,可以印证激光瞬时软化作用下,硬度下降阶段主要处于再结晶阶段。而晶粒大小会直接影响材料的综合力学性能,这是由于晶粒小且均匀时,起到细晶强化的作用[14]。晶粒细化不仅能够增大材料的强度,提高低周疲劳性能[15],而且由于晶粒变小,发生塑性变形时形变量可以均匀分散到更多晶粒中,使塑形变形更均匀,不易产生应力集中,从而提高塑性、韧性[16]。所以,为保证激光瞬时退火软化后材料具有良好的塑性,应避免晶粒尺寸过大,故应避免处理过程热输入量过大。
2.3 拉伸性能及断口分析
金属材料在冷加工后,变形抗力和强度随变形而增加,塑性指标(%和%)降低。而激光处理可让材料发生回复与再结晶,使其恢复塑性指标,得到良好的变形能力,从而进行下一道加工。为进一步研究激光瞬时退火软化处理后试样强度与塑性的改善情况,通过室温拉伸实验和拉伸断口分析定量和定性地评定不同工艺激光处理后的软化效果。图7为不同工艺处理后拉伸强度与断后伸长率的统计结果。从中可知,预拉伸对照样抗拉强度高达911 MPa,断后伸长率仅为18.2%;而固溶态母材抗拉强度为570 MPa,断后伸长率为57%。相同温控温度下,扫描速度越快,抗拉强度越高,断后伸长率越低,软化效果越弱;而相同扫描速度情况下,温控温度越低,抗拉强度越高。其中B1组的抗拉强度由911 MPa下降到591 MPa,接近固溶态母材强度,断后伸长率由18.2%恢复到54.7%,达到固溶态母材的95.5%。
结合金相图与硬度分析可知,温控温度越高,扫描速度越慢,也就是热输入量增加,变形晶粒和滑移系消失,晶粒尺寸增大,回复再结晶更充分,导致抗拉强度降低。而回复再结晶越充分,其断后伸长率越高,即塑性恢复越明显。图7b中,虽然B2组、C2组温控温度低于A2组,但其断后伸长率高于A2组,这是由晶粒细化引起塑性提高导致的。
316L不锈钢断口为塑性韧窝状,韧窝尺寸越大,即平均直径越大,深度越深,材料的塑性性能越好[17]。选取固溶态母材、预拉伸组和B1组(1400 ℃, 5 mm/s)的断口进行分析,图8为各组拉伸断口的扫描电镜照片。可以看出,三种试样断口均为韧窝状,固溶态母材韧窝大而深,撕裂棱较细(见图8a),表现为良好的塑性。预拉伸对照样韧窝平均尺寸较小(见图8b),这是由于冷变形使塑性急剧下降导致的。而B1组断口形貌改变,韧窝大而深,且为抛物线型(见图8c),表明B1组具有良好的塑性。由拉伸性能分析可知,激光非平衡退火软化工艺可有效降低抗拉强度,提高断后伸长率,较优工艺参数下甚至优于固溶态母材。
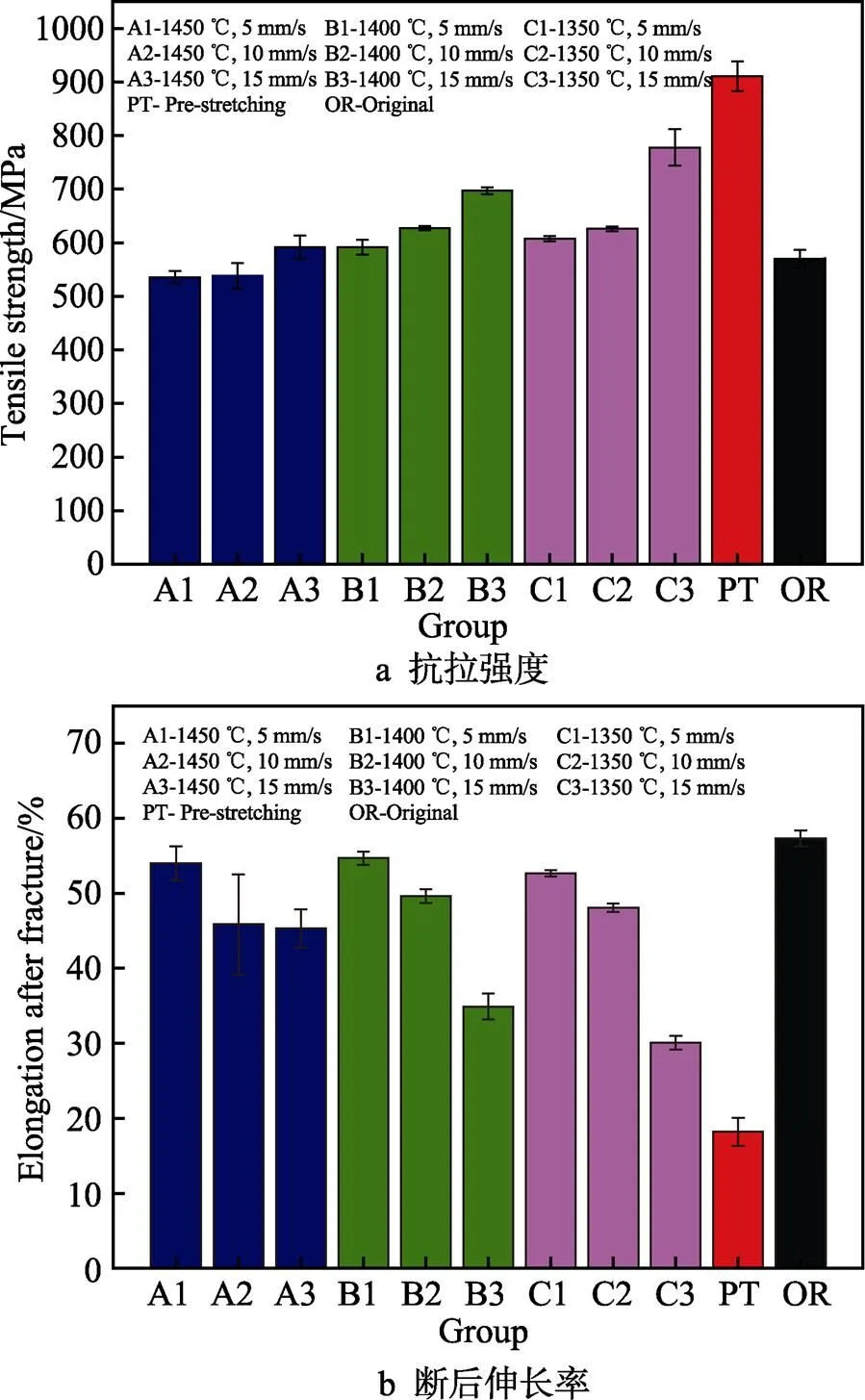
图7 316L不锈钢试样的拉伸性能
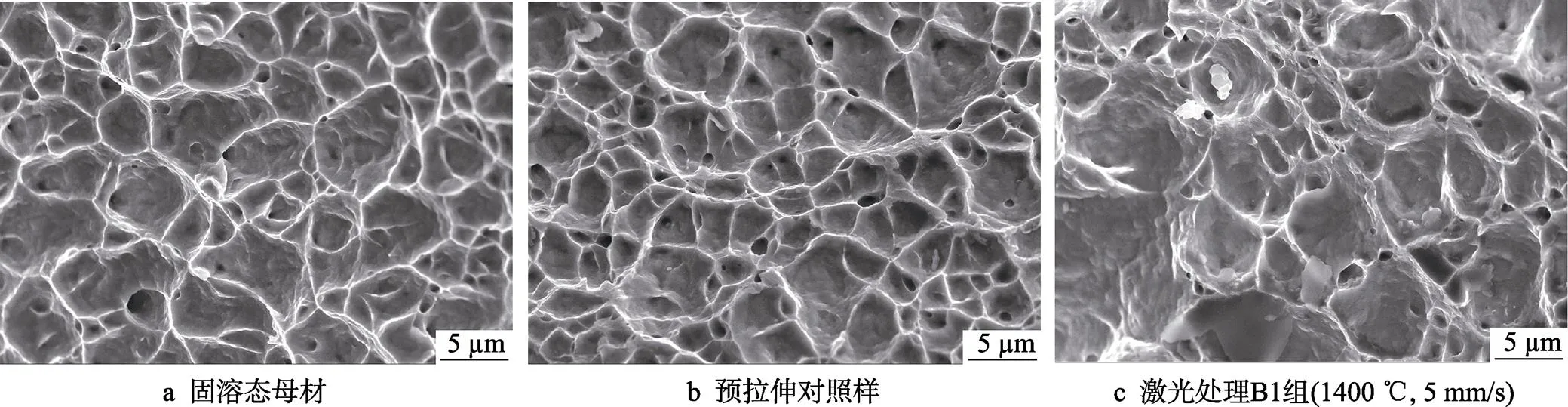
图8 不同工艺条件下的拉伸断口
3 结论
1)在激光瞬时退火软化中,当温控温度为1350~ 1450 ℃,扫描速度为5~15 mm/s时,激光控制温度越高或激光扫描速度越慢,也就是瞬时热输入量越大或热输入时间越长,即总热输入量越大,其软化程度就越大。
2)激光温控温度对软化程度的影响作用随温控温度的降低而降低,扫描速度对软化程度的影响作用随扫描速度的提高而增加。
3)当温控温度为1400 ℃,扫描速度为5 mm/s时,激光处理后平均硬度由加工硬化后的341HV0.2降低至164HV0.2,低于母材的171HV0.2;抗拉强度由加工硬化后的911 MPa下降到591 MPa,接近固溶态母材的570 MPa;断后伸长率恢复到54.7%,达到固溶态母材的95.5%。
[1] 韩飞, 林高用, 彭小敏, 等. SUS304-2B不锈钢薄板退火工艺研究[J]. 热加工工艺, 2004(4): 25-27. HAN Fei, LIN Gao-yong, PENG Xiao-min, et al. Study on annealing processing of SUS304-2B austenitic stainless steel[J]. Hot working technology, 2004(4): 25-27.
[2] 吕伟强, 卢广玺, 关绍康, 等. 中间退火对HTCR5052铝合金再结晶过程的影响[J]. 材料热处理学报, 2017, 38(6): 91-96. LYU Wei-qiang, LU Guang-xi, GUAN Shao-kang, et al. Effect of intermediate annealing on recrystallization of HTCR5052 aluminum alloy[J]. Transactions of materials and heat treatment, 2017, 38(6): 91-96.
[3] 欧阳德来, 鲁世强, 郑海忠, 等. 冷拔+中间退火2169N奥氏体不锈钢管材的织构与扩口性能[J]. 塑性工程学报, 2014, 21(1): 117-121. OUYANG De-lai, LU Shi-qiang, ZHENG Hai-zhong, et al. Study on texture and flaring properties of cold drawn+ intermediate annealed 2169 austenitic stainless steel tube[J]. Journal of plasticity engineering, 2014, 21(1): 117-121.
[4] YANG S, ZHAN J W, KOKAWA H, et al. Grain boundary engineering of 304 austenitic stainless steel by laser surface melting and annealing[J]. Journal of materials science, 2007, 42(3): 847-853.
[5] TSAY L W, YANG T Y. Reduction of hydrogen embrittlement in an ultra-high-strength steel by laser surface annealing[J]. Fatigue & fracture of engineering materials & structures, 2000, 23(4): 325-333.
[6] 张坤, 杨高林, 胡勇, 等. 激光选区软化对304不锈钢加工硬化区域的影响[J]. 应用激光, 2017, 37(2): 161-168. ZHANG Kun, YANG Gao-lin, HU Yong, et al. Effect of selective laser softening process on work hardening area of 304 stainless steel[J]. Applied laser, 2017, 37(2): 161-168.
[7] 杨立军, 张宏志, 吴雪峰, 等. 应用加热软化和应力效应的激光加工技术[J]. 红外与激光工程, 2011, 40(6): 1038-1043. YANG Li-jun, ZHANG Hong-zhi, WU Xue-feng, et al. Laser machining technology with the effect of thermal soften and thermal stress[J]. Infrared and laser engineering, 2011, 40(6): 1038-1043.
[8] 沈治. 激光熔覆加工中加工温度自适应控制研究[J]. 机床与液压, 2011, 39(22): 118-120. SHEN Zhi. Research on adaptive control to processing temperature in laser cladding process[J]. Machine tool & hydraulics, 2011, 39(22): 118-120.
[9] SALEHI D, BRANDT M. Melt pool temperature control using LabVIEW in Nd: YAG laser blown powder cladding process[J]. International journal of advanced manufacturing technology, 2006, 29(3-4): 273-278.
[10] BI G J, GASSER A, WISSENBACH K, et al. Identification and qualification of temperature signal for monitoring and control in laser cladding[J]. Optics & lasers in engineering, 2006, 44(12): 1348-1359.
[11] 胡晓冬, 徐元飞, 胡勇, 等. 温度控制模式下激光相变硬化层深度与仿真模型研究[J]. 材料热处理学报, 2016, 37(6): 235-240. HU Xiao-dong, XU Yuan-fei, HU Yong, et al. Research on laser transformation hardening and simulation model in temperature control mode[J]. Transactions of materials and heat treatment, 2016, 37(6): 235-240.
[12] 王云山, 王娟娟, 朱福栋. 激光热处理光束优化系统[J]. 中国激光, 2008, 35(11): 1730-1734.WANG Yun-shan, WANG Juan-juan, ZHU Fu-dong. Beam optimum system for laser heat treatment[J]. Chinese journal of lasers, 2008, 35(11): 1730-1734.
[13] 郭海滨, 左秀荣, 张新理, 等. 奥氏体化温度对奥氏体晶粒度及第二相固溶的影响[J]. 钢铁研究学报, 2016, 28(2): 63-68. GUO Hai-bin, ZUO Xiu-rong, ZHANG Xin-li, et al. Effect of austenitizing temperature on size of austenite grain and solid solution of second phase particles[J]. Journal of iron and steel research, 2016, 28(2): 63-68.
[14] 张建新, 陈昊, 高爱华, 等. 镁合金强化理论的种类及研究现状分析[J]. 热加工工艺, 2016, 45(1): 16-18. ZHANG Jian-xin, CHEN Hao, GAO Ai-hua, et al. Categories and research status of reinforcement theory of magnesium alloy[J]. Hot working technology, 2016, 45(1): 16-18.
[15] 马显锋, 施惠基. 表面再结晶晶粒对涡轮叶片DZ4合金疲劳性能的影响[J]. 表面技术, 2016, 45(4): 111-115. MA Xian-feng, SHI Hui-ji. Effect of surface recrystallized grains on the fatigue performance of turbine blade DZ4 alloy[J]. Surface technology, 2016, 45(4): 111-115.
[16] 胡水平, 王哲. 织构与晶粒尺寸对AZ31镁合金薄板成形性能的影响[J]. 塑性工程学报, 2011, 18(5): 54-58. HU Shui-ping, WANG Zhe. Effect of texture and grain size on the formability of AZ31 magnesium alloy sheets[J]. Journal of plasticity engineering, 2011, 18(5): 54-58.
[17] 唐洋洋, 袁守谦, 卫琛浩, 等. 热处理对不同氮含量316L不锈钢组织及力学性能的影响[J]. 热加工工艺, 2014, 43(12): 212-215. TANG Yang-yang, YUAN Shou-qian, WEI Chen-hao, et al. Effect of heat treatment on microstructure and mechanical properties of different nitrogen levels in 316L stainless steel[J]. Hot working technology, 2014, 43(12): 212-215.
Laser Annealing and Softening Process of 316L Stainless Steel
1a,1b,1a,1b,1a,1b,1a,1b,1a,1b,1a,2
(1.a.Institute of Laser Advanced Manufacturing, b.College of Mechanical Engineering, Zhejiang University of Technology, Hangzhou 310023, China; 2.Department of Mechanical and Aerospace Engineering, Carleton University, Ottawa KIS 5B6, Canada)
The work aims to solve the problem of excessive strength and low plasticity caused by hardening in stamping. The temperature-controlled mode laser with a rectangular spot was used as the heat source. The workpiece was subjected to instantaneous annealing in the selected area to achieve local softening. The metallographic microscopic analysis, microhardness analysis, mechanical tensile analysis and fracture analysis were taken to evaluate the microstructure, microhardness, tensile strength, elongation after fracture and fracture morphology of samples after laser annealing and softening. The metallographic structure analysis showed that the grains exhibited deformed grains, recrystallized grains, fine grains and large equiaxed crystals under different annealing parameters. From the microhardness results, the hardness of the solid solution base material was 173HV0.2, but reached 341HV0.2after hardening. When the laser control temperature was 1400 ℃ and the scanning speed was 5, 10, and 15 mm/s, the hardness after softening was 164HV0.2, 173HV0.2, and 257HV0.2, respectively. When the scanning speed was constant, the higher the laser control temperature was, the lower the hardness after softening was. From the tensile test, the strength of the sample was reduced after the instantaneous laser annealing but the plasticity was improved. When the temperaturecontrol temperature was 1400 ℃ and the scanning speed was 5 mm/s, the tensile strength decreased from 911 MPa to 591 MPa after hardening, which was close to 570 MPa of the solid solution parent metal, and the elongation after fracture was restored from 18.2% to 54.7% which reached 95.5% of the solid solution base metal. Laser instantaneous annealing and softening can effectively reduce the material strength after hardening, improve the plasticity of the material, and restore the strong deformation ability. The softening degree decreases with the decrease of the laser temperature control temperature and the increase of laser scanning speed. Under the optimal laser softening parameters, the performance of softened sample is even better than that of the base metal.
316Lstainless steel; laser heat treatment; selective annealing; grain morphology; strength and plasticity
2018-10-23;
2018-12-12
JIANG Ke-jing (1994—), Male, Master, Research focus: laser processing technology.
Supported by the Zhejiang Provincial Commonweal Technology Application Research Project (2017C31048)
YAO Jian-hua (1965—), Male, Doctor, Professor, Research focus: laser processing technology. E-mail: laser@zjut.edu.cn
姚建华(1965—),男,博士,教授,主要研究方向为激光加工技术。邮箱:laser@zjut.edu.cn
TG156
A
1001-3660(2019)02-0010-07
10.16490/j.cnki.issn.1001-3660.2019.02.002
2018-10-23;
2018-12-12
浙江省公益技术应用研究项目(2017C31048)
蒋可静(1994—),男,硕士研究生,主要研究方向为激光加工技术。
