N36锆合金包壳辐照生长经验模型研究
2019-02-25苗一非焦拥军唐昌兵
苗一非,焦拥军,张 坤,邢 硕,陈 平,唐昌兵,王 璐
(中国核动力研究设计院 核反应堆系统设计技术重点实验室,四川 成都 610213)
锆合金包壳辐照生长是指包壳在无应力作用下,快中子辐照使锆合金包壳基体内自间隙原子重新分布,包壳在体积守恒的前提下发生轴向生长的现象。包壳温度、织构、位错密度、晶粒大小、合金元素和快中子注量等因素均会使锆合金产生辐照生长行为。
锆合金包壳辐照生长过大会造成燃料棒弯曲甚至破损,破坏燃料棒完整性,影响核电站的正常运行。因此,研究锆合金包壳辐照生长行为具有十分重要的意义。作为我国拥有自主知识产权的锆合金包壳,N36锆合金包壳燃料棒的堆内辐照生长行为尚未得到研究。
国外先进锆合金包壳一般采用经验模型描述辐照生长行为,经验模型参数由辐照数据计算得到。典型锆合金包壳辐照生长经验模型可分为4类:第1类为幂次函数经验模型,燃料性能分析程序FRAPCON[1-3]、COPERNIC[4]、FEMAXI[5]、有限元计算软件BISON[6]和BACO[7]等采用了该模型;第2类为指数经验模型,Griffiths等[8]在研究辐照生长行为时采用了该模型;第3、4类分别为对数经验模型和双曲正切经验模型,法国燃料性能分析程序COPERNIC[4]采用了这两个模型。
上述4类模型中参数取值不同,模型能够描述不同的辐照生长行为,因此锆合金辐照生长经验模型参数取值对建模数据有较强的依赖性。为此,本文基于N36锆合金包壳燃料棒堆内辐照考验的部分池边检查数据,得出适用于N36锆合金包壳的典型辐照生长经验模型参数,建立N36锆合金包壳辐照生长经验模型。
1 N36锆合金包壳辐照生长经验模型的建立
1.1 最佳估算模型的建立
典型的锆合金包壳辐照生长经验模型如下。幂次函数经验模型为:
ΔL/L=aΦb
(1)
指数经验模型为:
ΔL/L=a(1-exp(-bΦ))+cΦ
(2)
对数经验模型为:
ΔL/L=alg(1+bΦ)
(3)
双曲正切经验模型为:
ΔL/L=atanh(bΦ)+cΦ
(4)
其中:ΔL/L为辐照生长量;Φ为快中子注量;a、b和c为模型参数。
利用部分池边检查数据,运用全局优化算法对式(1)~(4)的模型参数进行求解,计算结果列于表1。

表1 模型参数及相关度计算结果Table 1 Calculation result of model parameter and correlation coefficient
由表1可看出,双曲正切经验模型与N36锆合金辐照生长数据相关度最高,适合描述N36锆合金包壳的辐照生长行为。
N36锆合金包壳双曲正切经验模型与建模数据如图1所示,横坐标为归一化快中子注量,纵坐标为N36锆合金包壳辐照生长应变。建立的计算模型为:
ΔL/L=0.261 2tanh(2.532×10-22Φ)+
5.381 7×10-35Φ
(5)
对不同加工工艺的N36锆合金包壳在堆内进行了辐照考验。基于池边检查数据,在式(5)基础上添加工程因子,考虑了加工工艺对N36锆合金包壳辐照生长的影响,进而改进了N36锆合金辐照生长经验模型,改进后的模型为:
ΔL/L=k(0.261 2tanh(2.532×10-22Φ)+
5.381 7×10-35Φ)
(6)
其中,k为与N36锆合金加工工艺有关的常数。不同加工工艺的N36锆合金包壳所对应的k列于表2,式(5)适用于工艺1加工得到的N36锆合金包壳。锆合金辐照生长行为与织构密切相关,不同加工工艺制造出的N36织构均控制在合适的范围内。N36锆合金包壳轴向织构取向因子为0.056,径向织构取向因子为0.582,切向织构取向因子为0.362[9]。
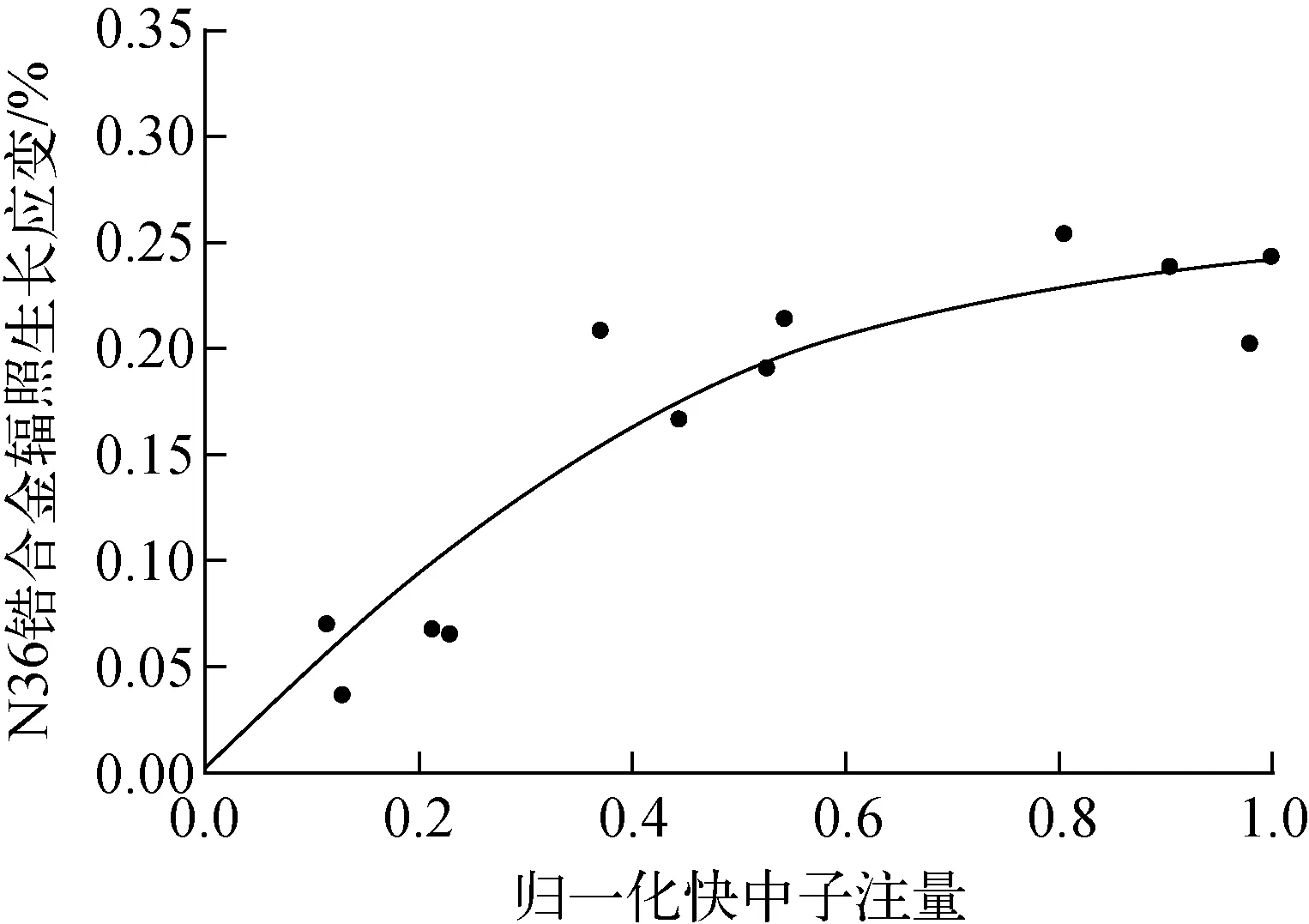
图1 双曲正切经验模型与建模数据Fig.1 Hyperbolic tangent empirical model and modeling data
1.2 包络模型的建立
借鉴法国COPRENIC中包络模型的建模方法[3],建立了95%置信度N36锆合金包壳辐照生长包络模型,包络模型至少包络95%的数据点。在式(6)基础上添加乘子,上包络模型和
下包络模型分别如式(7)和(8)所示:
ΔL/L=(1+kupper)k(0.261 2tanh(2.532×
10-22Φ)+5.381 7×10-35Φ)
(7)
ΔL/L=(1+klower)k(0.261 2tanh(2.532×
10-22Φ)+5.381 7×10-35Φ)
(8)
其中:kupper为上包络模型因子,该值始终大于0;klower为下包络模型因子,该值始终小于0。kupper和klower的取值应当保证式(7)、(8)包络95%以上的数据点。
表2 k的计算结果Table 2 Calculation result of k
不同加工工艺下的包络模型如图2所示。图2中曲线从上至下依次为上包络模型、最佳估算模型和下包络模型,圆点代表建模数据点。
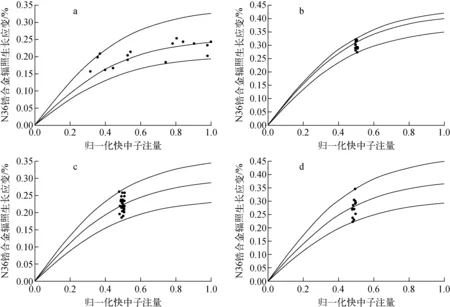
a——工艺1,kupper=0.35、klower=-0.20;b——工艺2,kupper=0.05、klower=-0.13;c——工艺3,kupper=0.20、klower=-0.20;d——工艺4,kupper=0.23、klower=-0.20图2 不同加工工艺下的包络模型Fig.2 Irradiation growth bound model under different processes
由图2可见,当kupper和klower取值恰当时,所有数据点均位于上、下包络模型之间,包络模型均能包络所有建模数据点。
2 模型验证
工艺1的N36锆合金包壳辐照生长经验模型验证结果如图3所示。由图3a可见,最佳估算模型与验证数据符合较好,但包络模型未能包络两个验证数据点,包络模型只包络了93.75%的数据点,不满足95%置信度包络模型要求,因此,上包络模型需要改进。
将工艺1的N36锆合金包壳的kupper改为0.4,修正模型如图3b所示。由图3b可见,包络模型能包络96.875%数据点,满足95%置信度包络模型原则。
工艺2~4的N36锆合金包壳辐照生长经验模型验证结果如图4所示。由图4a可见,工艺2的最佳估算模型与验证数据符合较好,包络模型包络了96.875%数据点,满足95%置信度包络模型原则。
由图4b可见,工艺3的最佳估算模型与验证数据符合较好,包括建模数据在内,所有数据点均在包络模型内,满足95%置信度包络模型原则。
由图4c可见,工艺4的最佳估算模型与验证数据符合较好,包络模型包络了96.875%数据点,满足95%置信度包络模型的建模原则。

·——建模数据点;❋——验证数据点a——验证模型;b——修正模型图3 工艺1的N36锆合金包壳辐照生长经验模型的验证Fig.3 Validation of irradiation growth experience model of process 1 for N36 zirconium alloy cladding
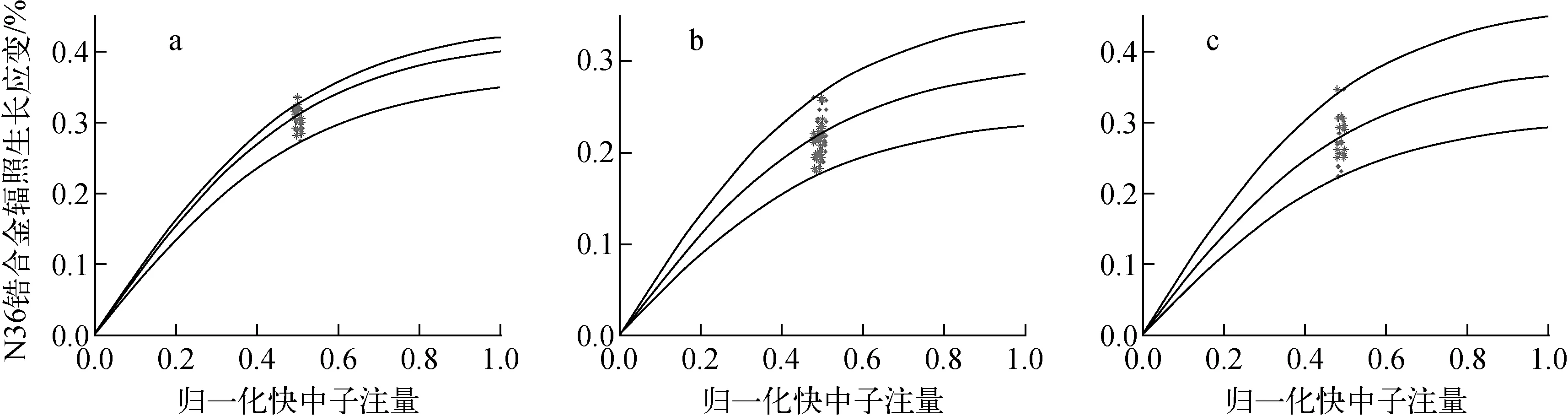
·——建模数据点;❋——验证数据点a——工艺2;b——工艺3;c——工艺4图4 不同加工工艺的N36锆合金包壳辐照生长经验模型的验证Fig.4 Validation of irradiation growth experience model of different processes for N36 zirconium alloy cladding
3 结论
1) 描述的锆合金辐照生长行为的幂次函数经验模型、指数经验模型、对数经验模型和双曲正切经验模型中,双曲正切经验模型最适合描述N36锆合金包壳辐照生长行为;
2) 得到了适用于N36锆合金包壳的双曲正切辐照生长经验模型参数;
3) 建立了不同加工工艺的N36锆合金包壳燃料棒的辐照生长最佳估算模型和包络模型;
4) 随辐照数据的增加,N36锆合金包壳辐照生长经验模型需不断完善。
