420不锈钢注射成形用塑基喂料制备及其应用研究
2019-02-25蒋兴权李笃信卢仁伟杨忠臣刘志勇
蒋兴权,李笃信*,卢仁伟,杨忠臣,刘志勇
(1.中南大学 粉末冶金国家重点实验室,湖南 长沙 410083;2.长沙聚众冶金科技有限公司,湖南 长沙 410083)
420不锈钢具有强度高、硬度高、耐磨性好以及抛光性能好等优点,广泛用于生产不锈钢刀具,轴、轴承、阀门、塑料模具及医用刀钳器具等。然而,该不锈钢难于机加工,采用铸造、机加工等传统方法在制备复杂形状420不锈钢部件时存在工艺复杂、成本高、生产效率低下等问题[1]。金属注射成形是一种新型粉末冶金近净成形技术,与传统工艺相比,在制造几何形状复杂、精度高、组织均匀、性能优异的产品上具有独特的优势。
本文在前人研究成果的基础上以420不锈钢为原料,制备了一种注射成形用塑基喂料,分析了该喂料的热性能、均匀性,对烧结坯的力学性能进行了研究。
1 实验
实验采用湖南恒基粉末科技有限责任公司提供的420气雾化不锈钢金属粉末,其化学成分和粉末中位径见表1。

表1 420不锈钢粉末化学成分表
粘结剂的成分主要包括聚甲醛、高密度聚乙烯和其他辅助添加剂。将粘结剂组元和420不锈钢粉末按58%的粉末装载量进行混炼和造粒得到喂料。随后在195℃下通过注射成形得到注射坯,接着经过脱脂得到脱脂坯;最后在烧结炉内进行烧结致密化,烧结温度为1300℃~1360℃,保温2h。
采用SDT-Q600同步热分析仪对喂料进行TGA测试;用Instron3369材料力学试验机对烧结坯抗弯强度进行测试;Nova Nano SEM 230扫描电镜对生坯断口形貌进行观察。
2 结果和讨论
2.1 喂料热性能分析
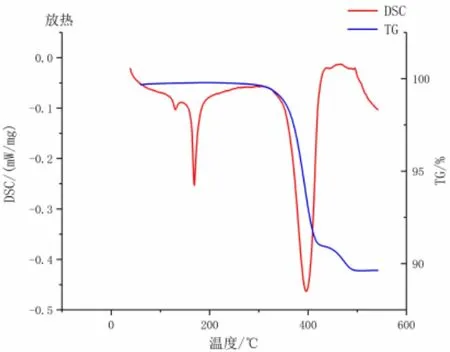
图1 喂料的DSC-TG曲线
图1为420不锈钢粉末制备的喂料的DSC-TG曲线,由图知,在130℃,169℃和400℃左右各出现了一个吸收峰,其中130℃的吸收峰代表的是HDPE的熔融温度;169℃为POM熔融温度;400℃为粘结剂的主要分解温度。从TG曲线可得出,喂料在280℃~500℃之间有两个温度失重区间。第一阶段失重区间是280℃~417℃,主要是POM、HDPE以及部分SA的热分解失重;第二阶段失重区间是417℃~500℃,此阶段主要是余量HDPE、SA的热分解失重,所有粘结剂组元在500℃脱除干净。根据以上分析,为保证粘结剂具有良好流动性的同时避免低熔点粘结剂组元的分解,确定注射温度为:180℃~210℃。
2.2 喂料均匀性分析
图2为该喂料的注射坯断面的微观形貌。从图中可以看出420不锈钢粉末没有出现团聚的现象,金属粉末间均匀的填充了粘结剂,形成了均匀的喂料。
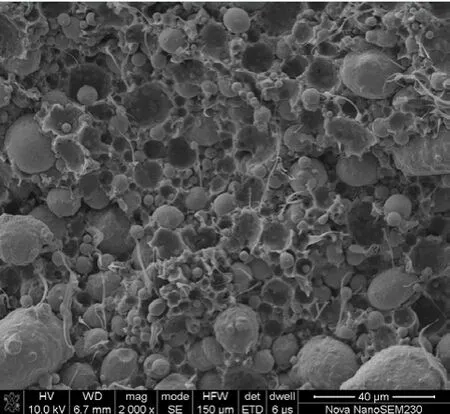
图2 注射坯断面形貌
2.3 烧结收缩率分析
图3为不同温度下的烧结收缩率,由图知,随着烧结温度的升高,试样各方向的收缩率也随着增加。且三个方向上的收缩率都是长度方向最大,宽度方向次之,厚度方向最小,差异小于0.5%,说明该喂料制备的420不锈钢零部件的烧结均匀性好,精度高,能满足生产要求。

图3 不同烧结温度下的收缩率
2.4 密度及力学性能分析
由表2可知,随着烧结温度的升高,烧结坯的密度与力学性能呈现增大的趋势,且在1340℃之前的增幅最明显,1340℃时密度达到7.61g/cm3,硬度达到54.26HRC,抗弯强度达1253.37MPa;随着烧结温度的进一步升高,烧结密度与硬度趋于稳定。这是因为随着烧结温度的升高,低熔点的组员熔化形成液相,在毛细管力和表面张力的作用下固相颗粒重新排布,达到致密排列,孔隙进一步的减少,密度就得到升高,力学性能也得到提升。

表2 不同烧结温度下的密度、致密度及力学性能
但随着温度的进一步提高,达到1360℃时,抗弯强度略有下降是因为此时试样的微观组织开始长大,这就导致了抗弯强度略有下降。综合上述,最佳的烧结温度为1340℃。
3 结论
(1)180℃~210℃为该喂料的合适注射温度,该喂料的均匀性好。
(2)该喂料制备的420不锈钢零部件的烧结均匀性好,精度高,能满足生产要求。
(3)烧结坯的最佳烧结温度为1340℃,此时的密度为7.61g/cm3,硬度为54.26HRC,抗弯强度为1253.37MPa,能较好的满足生产的需要。
